



夹具是为完成零件加工中的某道工序,将工件进行定位、夹紧,将刀具进行导向或对刀,以保证工件和刀具之间有正确的相对位置关系的一种工艺装备。它对保证工件的加工精度、提高生产效率和减轻工人的劳动强度都起着很大的作用。
1.夹具的种类
夹具按用途可分为以下五类:
(1)通用夹具 通用夹具是指结构已经标准化,且有较大适用范围的夹具,不需要特殊的调整就可以加工不同规格的工件。例如,车床上的自定心卡盘,单动卡盘,铣床、牛头刨床上用的平口钳,铣工、钳工用的万能分度头都属于通用夹具。其共同特点是通用性强,能充分发挥机床的技术性能,扩大了使用范围,已经标准化并由专业厂家提供。
(2)专用夹具 专用夹具属于非标准设备,它必须是根据工件某一要求专门设计的,没有通用性。利用专用夹具加工工件,既能提高产品的加工精度,又能提高生产率。
(3)通用可调夹具和成组夹具 这类夹具的特点:夹具的部分元件可以更换,部分装置可以调整,以适应不同尺寸零件的加工。用于相似零件的成组加工所需要的夹具,称为可调夹具,它适用范围广,但加工对象不明确。
(4)组合夹具 组合夹具是由完全标准化的元件,根据零件的加工要求拼装而成的,不同元件的不同组合连接,构成不同结构和用途的夹具。这类夹具具有较强的灵活性和万能性,生产周期短,投资少,见效快,特别适合试制和小批量生产。
(5)随引夹具 随引夹具是在自动化生产或柔性制造系统中使用的。工件安装在随引夹具上,除完成对工件的定位安装夹紧之外,还负责将工件运输至各机床,并实现在机床上的定位夹紧。
夹具除按使用范围分类之外,还可以按加工类型和在什么机床上使用来分类,如果在车床上使用就叫做车床夹具,在铣床上使用就叫做铣床夹具等。按夹紧方式可分为气动、手动、液动、气液动夹具。
2.夹具的主要组成部分
图8-2所示为在轴上钻孔用的专用夹具。在工件的外圆上有一个直径为φ的孔,它与轴端的距离为l2。孔φ在圆周方向上是任意的,但对端面A有距离要求,设计夹具时要保证尺寸l2。该夹具由下列元件或装置组成:(https://www.xing528.com)
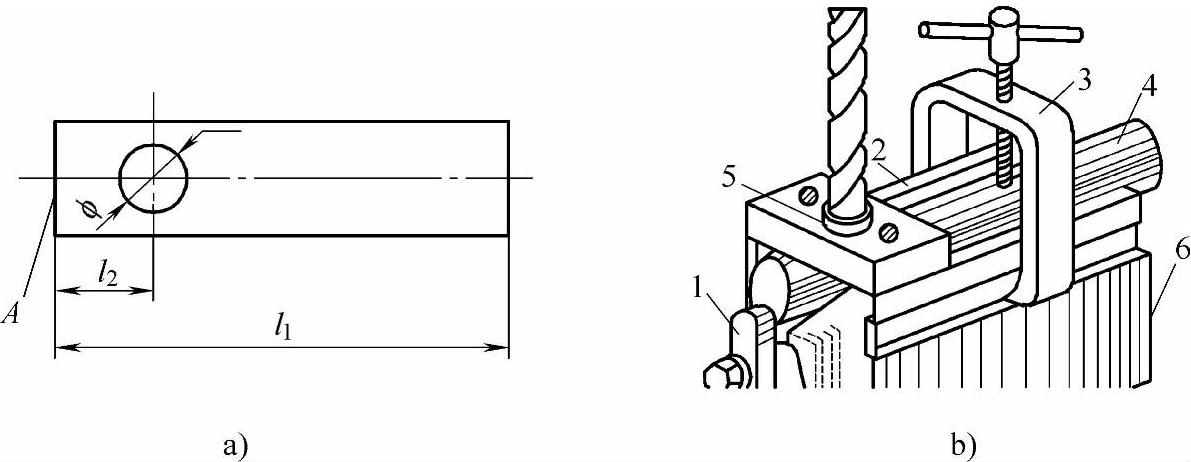
图8-2 在轴上钻孔的夹具
a)零件图 b)零件装夹 1—挡铁 2—V形块 3—夹紧机构 4—工件 5—钻套 6—夹具体
(1)定位元件 定位元件是用来确定工件正确位置的元件。在图8-2中,工件的外圆表面用长V形块定位,它限制X,Z,X,Z四个自由度;挡铁也是定位元件,为了保证l2的尺寸精度,它限制Y一个自由度。
(2)夹紧机构 夹紧机构是工件定位后,为了防止切削力引起工件移位,必须将其夹紧的装置。图8-2中用框架和螺杆(常用的夹紧机构)将工件夹紧。
(3)导向元件 导向元件也叫对刀块或引刀块,用来保证刀具相对于夹具定位元件具有正确位置关系的元件。图8-2中钻套5就是导向元件。钻套和导向套用在钻床上叫钻模,用在镗床上叫镗模。
(4)夹具体和其他部分 图8-2中夹具体6是夹具的基准零件,用来连接并固定定位元件、夹紧机构及导向元件,使之成为一个整体,并通过它安装在机床工作台上。
根据加工工件的要求,有时还需要在夹具上设置分度机构、导向链、平衡块和操作件等。
零件的加工精度主要取决于夹具的设计精度和制造(安装、调试)精度。
如果将图8-2中的挡铁设计成在Y方向可调整的,就称为可调整夹具,它可以扩大l2尺寸加工的范围。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。