



齿形加工是整个齿轮加工的核心与关键,圆柱齿轮轮齿的加工方法按加工原理分为成形法和展成法两类。
1.成形法
用成形法切削加工齿轮时,采用的刀具有盘状铣刀和指状铣刀。盘状铣刀的切削刃形状为被切齿轮齿槽的形状。加工时,铣刀转动,同时轮坯沿本身轴线方向进给切出一个齿槽,然后轮坯退回到原来的位置,分度机构将轮坯转过360°/z,再切第二个齿槽。依次不断切削,直至切削出所有的齿槽为止。图7-9所示为盘状铣刀加工齿轮的情形。图7-10所示为指状铣刀加工齿轮的情形,加工过程与盘状铣刀的加工相同。指状铣刀主要用于加工大模数的齿轮以及人字齿轮。
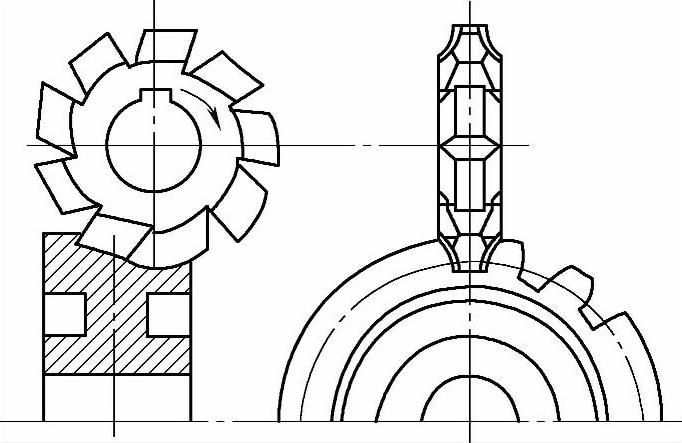
图7-9 盘状铣刀加工齿轮
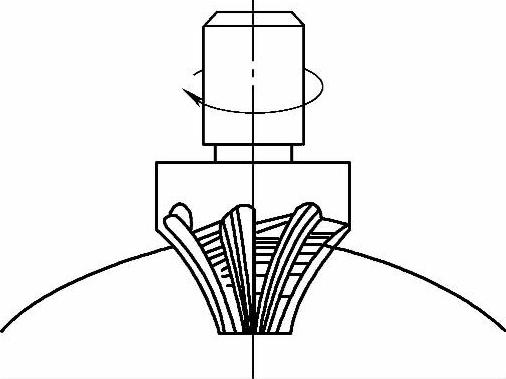
图7-10 指状铣刀加工齿轮
铣齿具有如下特点:
(1)成本较低 铣齿可以在通用铣床(盘状铣刀用卧式铣床、指状铣刀用立式铣床)上进行,刀具也比其他齿轮刀具简单。
(2)生产率较低 铣刀每切一个齿间,都要重复消耗切入、切出、退刀以及分度等辅助时间。
(3)精度较低 模数相同而齿数不同的齿轮,其齿形渐开线的形状是不同的,齿数越多,渐开线的曲率半径越大。铣切齿形的精度主要取决于铣刀的齿形精度。从理论上讲,同一模数不同齿数的齿轮都应该用专门的铣刀加工,这样就需要很多规格的铣刀,使生产成本大为增加。为了降低加工成本,实际生产中,把同一模数的齿轮按齿数划分成若干组,通常分为8组或15组,每组采用同一个刀号的铣刀加工。各号铣刀的齿形是按该组内最小齿数齿轮的齿形设计和制造的,而齿形高度按每组刀号中齿数最多者设计,以保证齿槽深度。加工其他齿数的齿轮时,只能获得近似齿形,产生齿形误差。另外,铣床所用的分度头是通用附件,分度精度不高,致使铣齿的加工精度较低。其次,铣齿后热处理要产生变形。
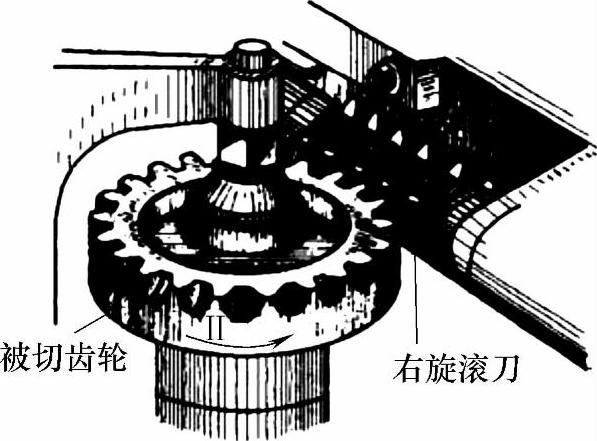
图7-11 用滚刀加工齿轮
2.展成法
这种方法是利用具有切削刃的齿形刀具与被加工齿轮(轮坯),按一对齿轮正确啮合的传动比关系作啮合运转,刀具的切削刃相对于齿坯连续地进行切削,其切削刃运动轨迹包络形成齿坯上的齿形。展成法主要包括滚齿、插齿、剃齿、珩齿、磨齿等。
(1)滚齿 用齿轮滚刀按展成法加工齿轮、蜗轮等齿面的方法,称为滚齿。滚齿是齿形加工中生产率较高、应用最广的一种加工方法。滚齿加工通用性好,既可加工圆柱齿轮,又可加工蜗轮;既可加工渐开线齿轮,又可加工圆弧、摆线齿轮;既可加工小模数、小直径齿轮,又可加工大模数、大直径齿轮。
滚齿可直接加工IT8~IT9级精度的齿轮,也可作为IT7级精度以上齿轮的粗加工和半精加工。
滚齿可以获得较高的运动精度,因滚齿时齿面是由滚刀的刀齿包络而成的,参加切削的刀齿数有限,故与插齿相比,齿面的表面粗糙度值较高,为了提高加工精度和齿面质量,宜将粗、精滚齿分开。图7-11所示为滚齿加工齿轮的情形。
(2)插齿 插齿是生产中普遍应用的一种切齿方法。它是利用一对齿轮的齿廓互为包络线的加工原理加工齿轮的一种方法。
如图7-12a所示,一对齿轮传动时两节圆作纯滚动,齿轮1的节圆在齿轮2的节圆上作纯滚动的过程中,齿轮1的齿廓相对于齿轮2将占据一系列位置,这一系列位置的齿廓线的包络线即为齿轮2的齿廓。如果将齿轮1制成刀具,即在齿轮1上磨出切削刃,就可以用它加工齿轮2。如图7-12b所示,1是磨出切削刃的齿轮,称为齿轮插刀,2是轮坯,由专用的插齿机的传动系统保证插刀和轮坯之间的相对转动。这样,插刀的切削刃在轮坯上留下连续的切削刃廓线,其包络线即为被加工齿轮的齿廓。(https://www.xing528.com)
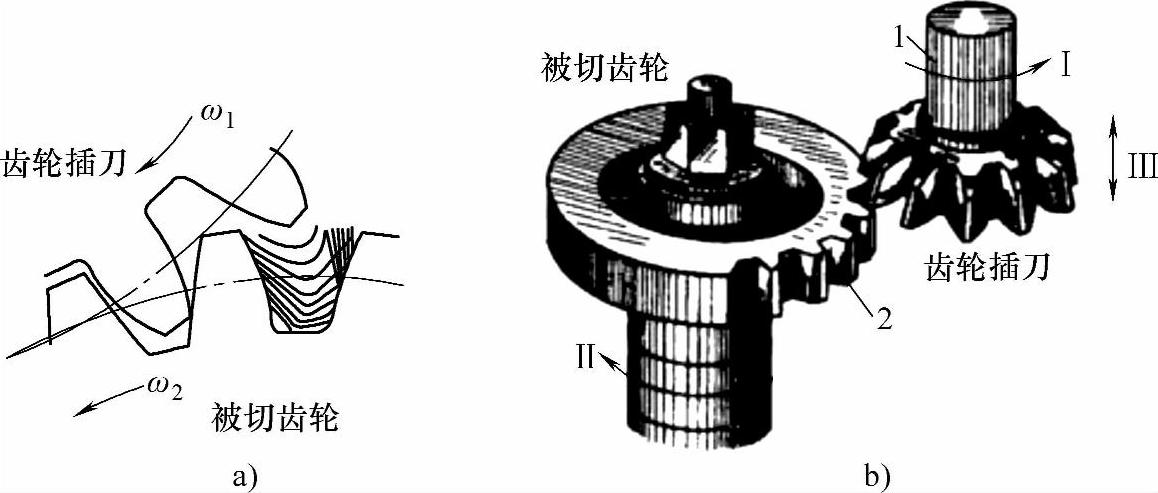
图7-12 用齿轮插刀加工齿轮
a)加工原理 b)加工过程 1—齿轮插刀 2—轮坯
同滚齿相比,在加工质量、生产率和应用范围等方面均有一些特点。
1)插齿的工艺特点如下:
①插齿的加工质量。经过插齿的齿轮,齿形误差较小,齿面表面粗糙度值较低,但公法线长度变动较大。插齿的齿形精度比滚齿高。其原因是:插齿所用插齿刀的齿形,在设计上没有近似造形误差,在制造上可通过高精度磨齿机获得精确的渐开线齿形。插齿后的齿面表面粗糙度值比滚齿小。其原因是:插齿过程中包络齿面的切削刃数较滚齿多得多,插齿的包络线数j为
式中m——齿轮模数;
ε——插齿刀和齿轮的重合度;
f——插齿刀每双行程的圆周进给量。
由于插齿的圆周进给量通常较小,因此插齿后的齿面表面粗糙度值较小。
②插齿的生产率。切制模数较大的齿轮时,插齿速度要受插齿刀主轴往复运动惯性和机床刚性的制约。切削过程又有空程时间损失,故生产率比滚齿加工要低。但加工小模数、多齿、齿宽窄的齿轮时,插齿生产率比滚齿高。
③插齿的应用范围。插齿的应用范围广,它能加工外啮合齿轮、齿圈轴向距离较小的多联齿轮、内齿轮、齿条和扇形齿轮等。插齿是批量生产齿条且效率较高的加工方法,但需附加一插齿条夹具,并在插齿机上开一孔,才能加工齿条。对于外啮合的斜齿轮,虽然通过靠模可以加工,但远不及滚齿方便。从上面分析可知,插齿适用于加工模数较小、齿宽较小、工作平稳性要求较高而运动精度要求不太高的齿轮。
④一般条件下,插齿能保证IT7~IT8级精度,若采用精密插齿可达到IT6级精度。
2)提高插齿生产率的途径有:
①高速插齿。随着高性能高速工具钢及静压技术的发展,插齿机主轴冲程数有了很大的提高。现有的中、小型高速插齿机的冲程数一般每分钟都超过了1000次,大大缩短了机动时间。
②提高圆周进给量。提高圆周进给量,加快齿轮的展成运动速度,可提高插齿效率。但齿面表面粗糙度会受到影响,插齿回程的让刀量也要增大,因此宜将粗、精插齿分开。新型的插齿机均备有加工余量预选分配装置和粗插低速大进给及精插高速小进给的自动转换机构,以实现加工过程的自动循环。
③提高插齿刀寿命。在改进刀具材料的同时,改进刀具几何参数也能提高刀具寿命。实验表明:将刀具前角取15°,后角取9°,刀具寿命能提高三倍左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。