



【摘要】:图5-41 平面拉削利用多齿拉刀,逐齿依次从工件表面上拉切下一层很薄的金属层称为拉削加工。图5-41所示为平面拉削,图5-42所示为圆孔拉刀。拉削加工的特点如下:1)拉床结构简单。由于拉削速度较低,拉刀磨损慢,因此拉刀寿命较高,同时,拉刀刀齿磨钝后,还可磨几次。
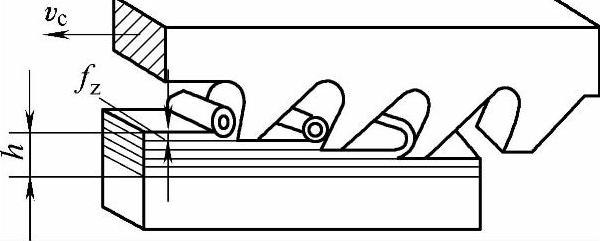
图5-41 平面拉削
利用多齿拉刀,逐齿依次从工件表面上拉切下一层很薄的金属层称为拉削加工。拉削加工用的机床称为拉床。图5-41所示为平面拉削,图5-42所示为圆孔拉刀。
拉削加工的特点如下:
1)拉床结构简单。拉削通常只有一个主运动(拉刀直线运动),进给运动由拉刀刀齿的齿升量来完成,因此拉床结构简单,操作方便。
2)加工精度与表面质量高。一般拉床采用液压系统,传动平稳;拉削速度较低,一般为0.04~0.2m/s(约为2.5~12m/min),不会产生积屑瘤,切削厚度很小,一般精切齿的切削厚度为0.005~0.015mm,因此拉削精度可达IT6~IT7、表面粗糙度值Ra为0.8~2.5μm。

图5-42 圆孔拉刀(https://www.xing528.com)
3)生产率高。由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能完成粗、半精及精加工,因此生产率很高。
4)拉刀寿命长。由于拉削速度较低,拉刀磨损慢,因此拉刀寿命较高,同时,拉刀刀齿磨钝后,还可磨几次。因此,有较长的寿命。
5)其加工范围广、拉削力大,如图5-43所示。

图5-43 拉削加工的表面
由于以上的特点,拉削加工主要用于成批、大量生产中加工复合型面,如发动机的汽缸体;以及单件小批量生产中加工某些精度较高、形状特殊的成形表面,用其他方法加工困难时,可采用拉削加工,但对于盲孔、深孔、阶梯孔及有障碍的外表面,则不能加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。