



【摘要】:用镗刀对已有的孔进行再加工称为镗孔。对于直径较大的孔、内成形面或孔内环槽等,镗削是唯一合适的加工方法。镗孔的一般加工精度为IT7~IT8,表面粗糙度值Ra为0.8~1.6μm,精镗的加工精度为IT6~IT7,表面粗糙度值Ra为0.2~0.8μm。
用镗刀对已有的孔进行再加工称为镗孔。对于直径较大的孔、内成形面或孔内环槽等,镗削是唯一合适的加工方法。镗孔的一般加工精度为IT7~IT8,表面粗糙度值Ra为0.8~1.6μm,精镗的加工精度为IT6~IT7,表面粗糙度值Ra为0.2~0.8μm。
镗孔可以在多种机床上进行。回转体零件上的孔多在车床上加工,如图5-36所示。箱体零件上的孔或孔系则多在镗床上加工,如图5-37所示。

图5-36 车床上车孔
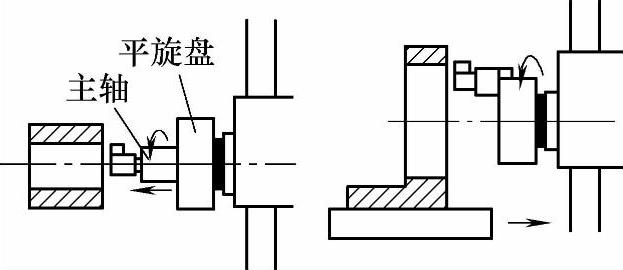
图5-37 镗床上镗孔
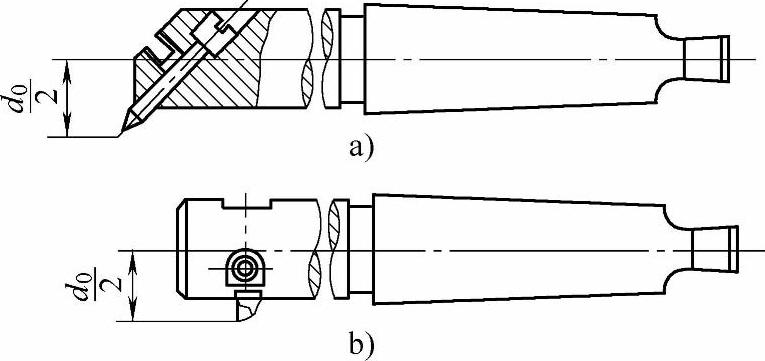
图5-38 单刃镗刀
a)斜装 b)正装
镗孔用镗刀,而镗刀则有单刃镗刀和多刃镗刀。
1.单刃镗刀镗孔
单刃镗刀(见图5-38)的刀头结构与车刀类似,其特点如下:
1)单刃镗刀结构简单,使用方便,适用性广,灵活性大。
2)可以校正原有孔轴线的位置偏差。(https://www.xing528.com)
3)切削量小,只有一个切削刃参加切削,且刀杆刚度、强度低,所以生产率较扩孔铰孔低。
由于以上特点,单刃镗刀镗孔适用于单件、小批量生产。
2.多刃镗刀镗孔
多刃镗刀常用的是一种可调浮动镗刀片,如图5-39所示。
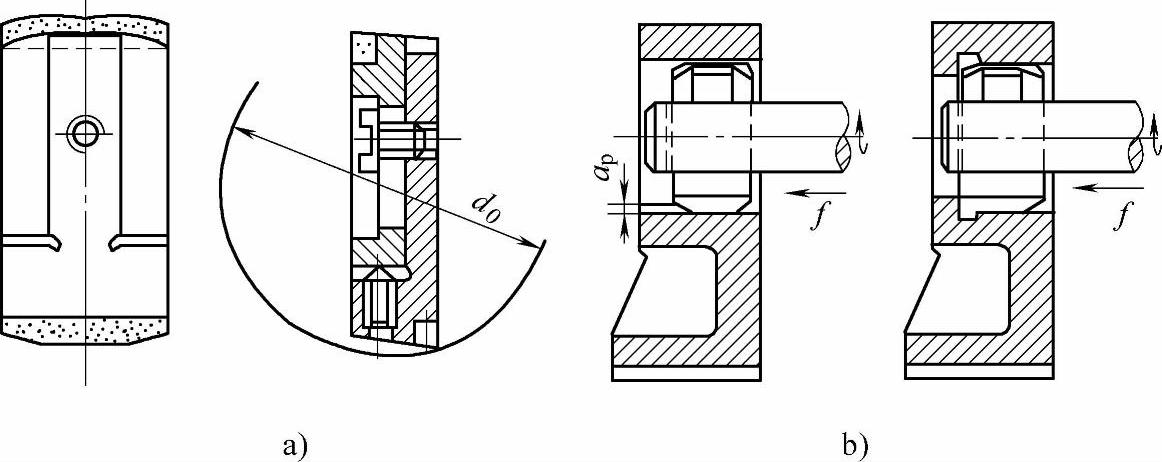
图5-39 可调浮动镗刀片及其工作情况
a)可调浮动镗刀片 b)浮动镗刀工作情况
浮动镗刀片镗孔的特点如下:
1)镗孔时镗刀片在垂直于镗杆轴线方向上自由滑动,两个切削刃可自动平衡其位置,可消除镗杆偏斜和安装误差,因此加工精度高,但不能纠正孔的位置精度。
2)两个切削刃同时切削,生产率较高。
3)刀具成本较高。
由于以上特点,浮动镗刀片镗孔主要用于批量生产、精加工箱体类零件上面直径较大的孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。