



钻孔与车外圆相比,工作条件要差得多。钻削的主要特点如下。
1.容易产生“引偏”
所谓引偏是指在加工时由于钻头的弯曲引起的孔径的扩大、孔径不圆或孔的轴线歪斜等。其主要原因是钻孔的刀具麻花钻的结构引起的,如图5-28所示。钻头工作部分细而长,又有两个较深的螺旋排屑槽,因此,钻头刚度、强度差,切削力过大时容易弯曲。中心横刃处呈很大的负角,产生很大的轴向力。有两个对称的切削刃,这两个切削刃很难磨成对称,容易产生较大的附加力,产生偏斜。
在实际加工中,往往采取以下措施来减少“引偏”:
1)先用小顶角钻头预钻锥形定心坑,然后用所需钻头钻孔,如图5-29所示。
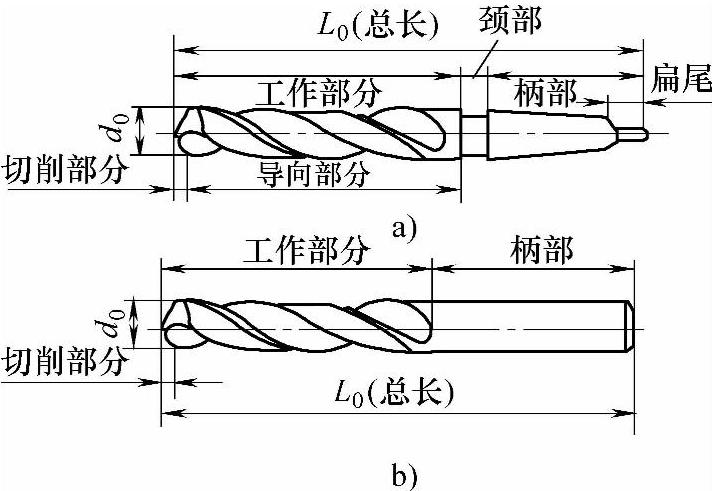
图5-28麻花钻的结构
a)锥柄麻花钻 b)直柄麻花钻
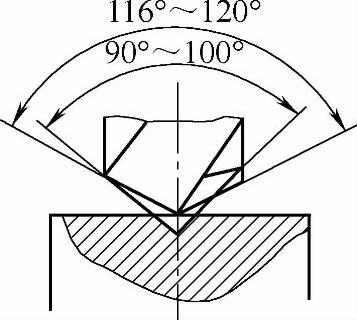
图5-29 预钻定心坑
2)用钻套作为钻头导向,如图5-30所示。
3)刃磨时尽量使钻头的两个主切削刃对称,如图5-31所示。(https://www.xing528.com)
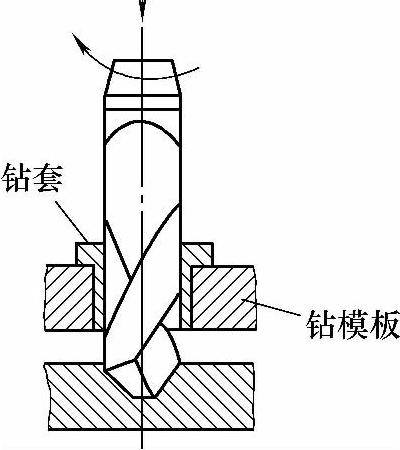
图5-30 采用钻套
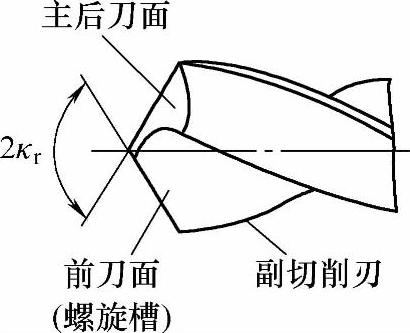
图5-31 对称刃磨
图5-32 分屑槽
2.排屑困难
钻孔时,由于切削较宽,容屑槽尺寸有限,因而在排屑过程中往往与孔壁发生较大的摩擦,挤压、拉毛和划伤已加工表面,影响表面质量。
在钻削塑性材料或尺寸较大的孔时,为了便于排屑,可在两主切削刃的后刀面上交错磨出分屑槽,也可在前刀面上轧制出分屑槽,使切屑分割成窄条,便于排屑,如图5-32所示。
3.切削热不易传出
由于钻削是一种半封闭式的切削,钻削时所产生的热量,虽然也由切屑、工件、刀具和周围介质传出,但它们之间的比例却和车削大不相同。如用标准麻花钻不加切削液钻钢件时,工件吸收的热量占52%、刀具吸收的占15%、切屑吸收的占28%、周围介质吸收的占5%,因此在钻孔时,经常把钻头提起,可以帮助排屑和散热。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。