



1.切削力的构成与分解
(1)切削力的构成 切削加工时刀具使切削层形成切屑需克服的阻力称为切削力,它由克服弹塑性变形力和摩擦力构成。切削时刀具需克服来自工件和切屑两方面的力,即工件材料被切过程中所发生的弹性变形和塑性变形的抗力,以及切屑对刀具前刀面的摩擦力和加工表面对刀具后刀面的摩擦力,如图5-16所示。
(2)切削力的分解 总切削力F可分解为x、y、z三个分力,如图5-17所示。
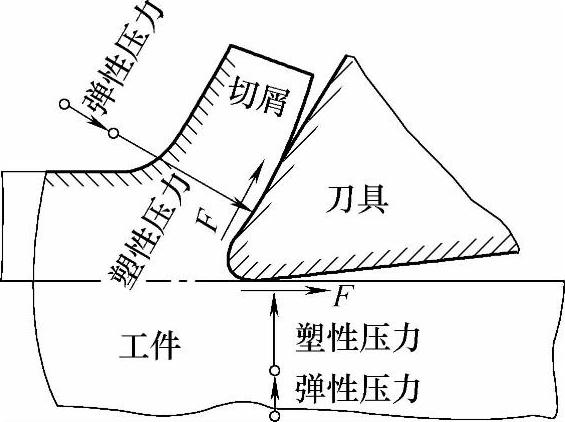
图5-16 切削力的构成
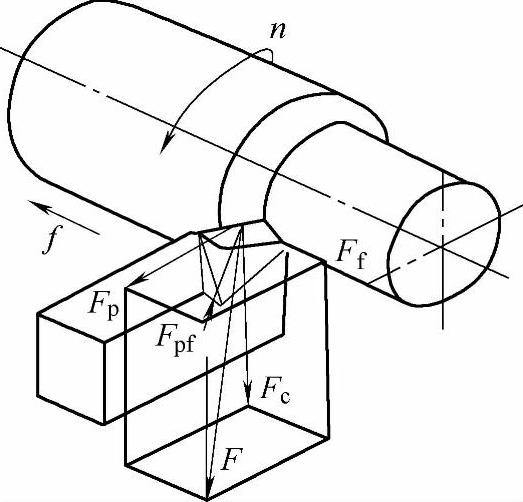
图5-17 切削力的分解
1)切削力Fc:垂直于基面,与切削方向一致,又叫切向力(Fz)。
切削力Fc占总切削力F的80%~90%,消耗的功占到95%以上,是计算机床动力和主传动系统零件(如主轴箱内的齿轮和轴)强度和刚度的主要依据。
2)进给力Ff:作用于走刀机构,与进给方向平行,又叫轴向力(Fx)。
一般只消耗1%~5%的功,是设计或校核走刀机构强度的主要依据。
3)背向力Fp:与吃刀方向相反,又叫径向力(Fy)。
作用在工件上,易使工件弯曲变形,不做功。
总切削力F与三个分力的关系为:

(3)影响切削力的因素
1)工件材料的影响。强度和硬度高,则切削力大;塑性和韧性高,则切削力小;
2)切削用量的影响。背吃刀量ap的影响最大,背吃刀量增加1倍,切削力也增加1倍;进给量f的影响次之,进给量增加1倍,切削力只增加0.85倍;切削速度的影响是通过积屑瘤使切削力发生变化,总的趋势是随着切削速度的增加,切削力有所减小。
3)刀具角度的影响。前角增大,切削力减小;主偏角增加,切削力降低。
此外,刀具磨损、刀具材料及冷却润滑条件也对切削力有影响。(https://www.xing528.com)
2.切削力的估算
生产中常用单位切削力kc来估算切削力Fc大小,即单位切削面积(mm2)所需的切削力,即

式中kc——切削层单位面积切削力,单位为MPa;
AD——切削层公称面积,单位为mm2;
bD——切削层公称宽度,单位为mm;
hD——切削层公称厚度,单位为mm。
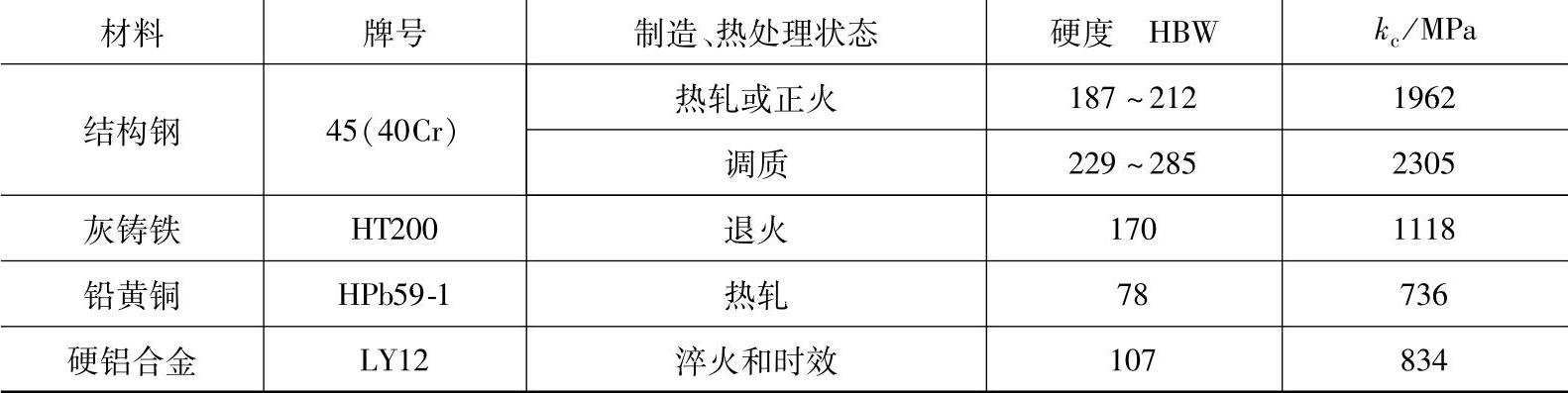
表5-1所示为几种材料的kc值。
表5-1 几种材料的kc值
3.切削功率
切削功率(Pc)应该是三个切削分力消耗率的总和,但Fp不做功,Ff消耗功率小,所以一般只考虑切削力Fc消耗的功率,即

式中Fc——切削力,单位为N;
vc——切削速度,单位为m/s。
机床电动机的功率(PE)可用下式计算:

式中η——机床的传动效率,一般取0.75~0.85。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。