



在一定的切削速度下切削塑性材料时,常发现在刀具的前刀面上靠近刀尖的部位粘附着一小块很硬的金属,称为积屑瘤,如图5-15所示。
1.积屑瘤的形成
一般认为,积屑瘤是由于切屑与前刀面在切削过程中剧烈摩擦产生冷焊而形成的。
2.积屑瘤对切削过程的影响
1)稳定的积屑瘤很硬,可以代替切削刃进行切削,从而保护切削刃,减少刀具的磨损。
2)积屑瘤的存在使刀具在切削时具有更大的工作前角,减小了切屑的变形,切削力下降。
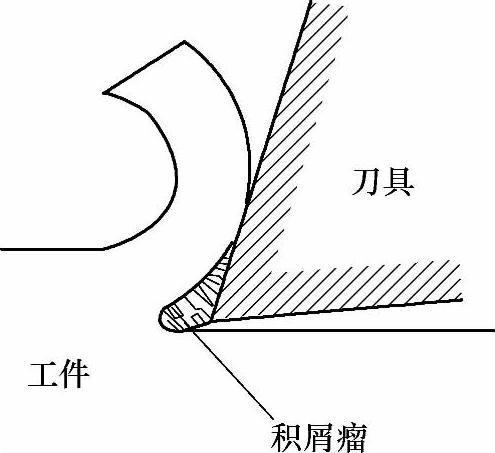
图5-15 积屑瘤
3)积屑瘤具有一定的高度,其前端伸出切削刃之外,使实际的切削厚度增大。
4)在切削过程中积屑瘤是不断生长和破碎的,所以积屑瘤的高度也在不断变化,导致了实际切削厚度的不断变化,引起局部过切,使零件的表面粗糙度增大。同时部分积屑瘤的碎片会嵌入已加工表面,影响零件表面质量。
5)不稳定的积屑瘤不断地生长、破碎和脱落,积屑瘤脱落时会剥离前刀面上的刀具材料,造成刀具的磨损加剧。
3.影响积屑瘤形成的主要因素(https://www.xing528.com)
主要因素是切削温度和摩擦。
当切削速度很低时(小于4.8m/min),摩擦、切削温度低,不易形成切屑瘤。
当切削速度中等时(4.8~48m/min之间),摩擦、易形成切屑瘤。
当切削速度很高时(大于60m/min),切屑底层金属呈微熔化状态,摩擦因数小,不易形成积屑瘤。
4.控制积屑瘤的方法
粗加工时,希望出现积屑瘤保护刀具;精加工时,不希望出现积屑瘤影响加工质量;因此需要对积屑瘤加以控制。
1)选择低速或高速加工,避开容易产生积屑瘤的切削速度区间。例如,高速钢刀具采用低速宽刀加工,硬质合金刀具采用高速精加工。
2)采用冷却性和润滑性好的切削液,减小刀具前刀面的表面粗糙度等。
3)增大刀具前角,减小前刀面上的正压力。
4)采用预备热处理,适当提高工件材料硬度、降低塑性,减小工件材料的加工硬化倾向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。