



【摘要】:切削用量是用来衡量切削运动的大小。在一般的切削过程中,包括切削速度、进给量和背吃刀量三要素。切削用量的变化对零件加工质量和生产率有十分重要的影响。图5-4 车削加工图5-5 刨削运动2)进给量f:在主运动的一个循环内,工件转一转(车削),刀具相对工件在进给方向上的移动距离,单位为mm/r。对于多齿刀具加工时,进给运动的瞬时速度称为进给速度,用vf表示,单位为mm/s或mm/min。
切削用量是用来衡量切削运动的大小。在一般的切削过程中,包括切削速度、进给量和背吃刀量三要素。切削用量的变化对零件加工质量和生产率有十分重要的影响。
1)切削速度vc:在单位时间内,工件与刀具沿主运动方向相对移动的距离。
以车削加工为例(主运动为旋转运动),如图5-4所示:

式中d——工件(或刀具)直径,单位为mm;
n——工件(或刀具)转速,单位为r/s或r/min。
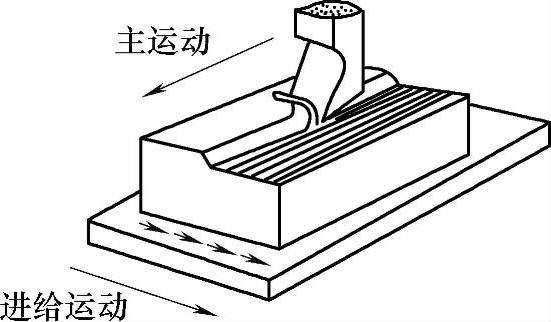
刨削加工为例(主运动为往复直线运动),如图5-5所示:

式中L——往复行程长度,单位为mm;
nr——主运动每秒或每分钟的往复次数,单位为st/s或st/min。
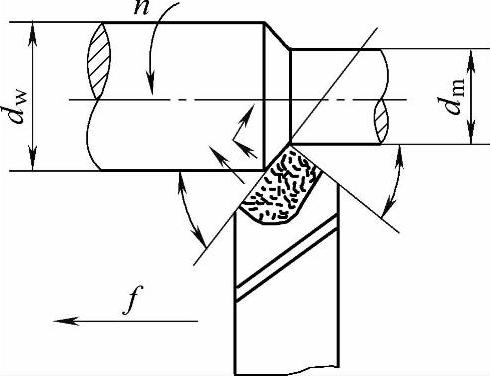
图5-4 车削加工
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5 刨削运动
2)进给量f:在主运动的一个循环(或单位时间)内,工件转一转(车削),刀具相对工件在进给方向上的移动距离,单位为mm/r。牛头刨床:刀具每走一个行程,在进给方向上相对于工件的位移,单位为mm/st。
对于多齿刀具加工时,进给运动的瞬时速度称为进给速度,用vf表示,单位为mm/s或mm/min。刀具每转或每行程中每齿相对工件在进给运动方向上的位移量称为每齿进给量,以fz表示,单位为mm/z。
fz、f、vf之间的关系为

式中n——刀具或工件的转速,单位为r/s或r/min;
z——刀具的齿数。
3)背吃刀量ap:切削加工时,待加工表面与已加工表面间的垂直距离(mm),也就是垂直于进给运动方向上主切削刃切入工件的深度。
车外圆时ap可用下式计算:
式中dw——工件待加工表面直径,单位为mm;
dm——工件已加工表面直径,单位为mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。