



1.接头形式
接头形式如图4-49所示。
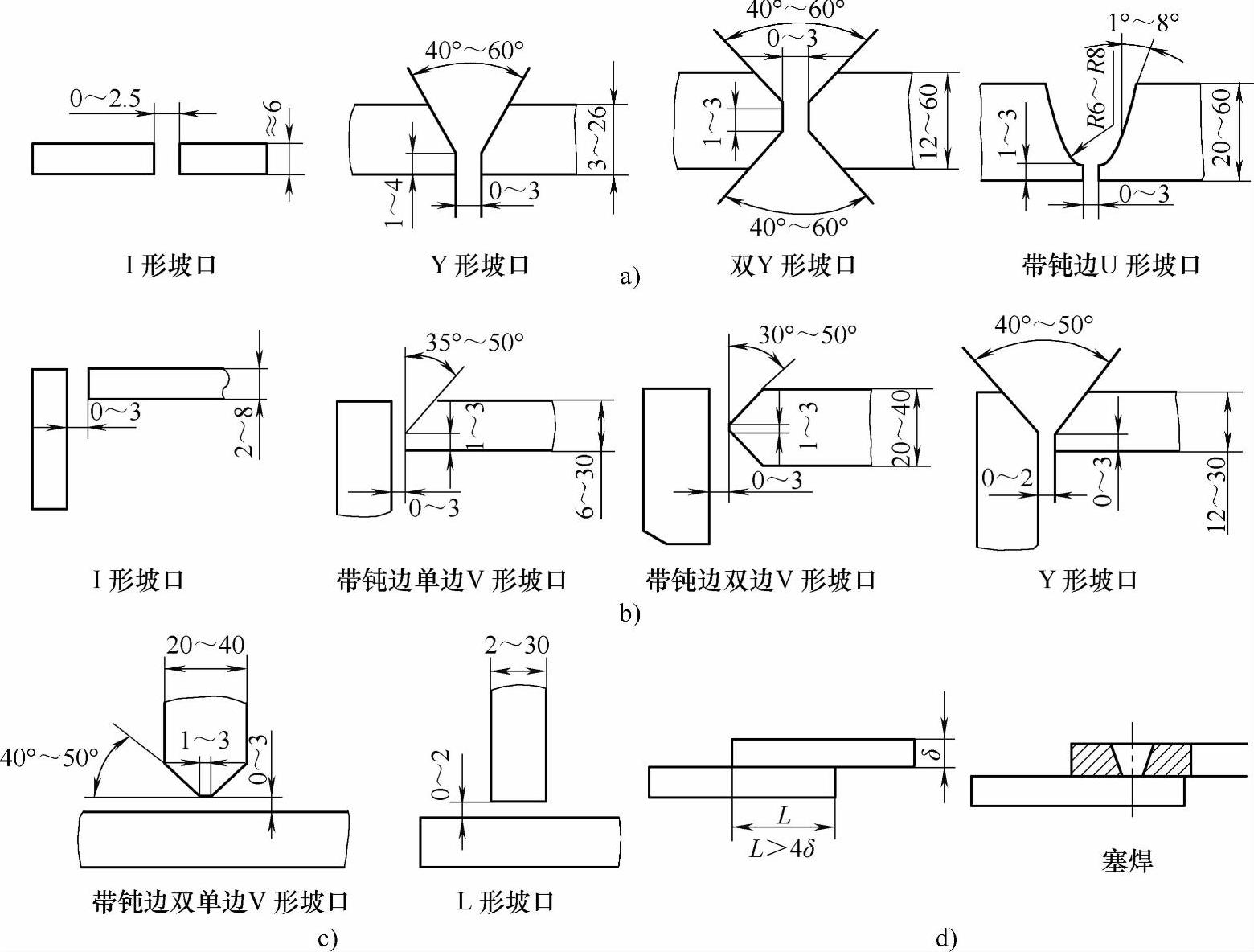
图4-49 不同接头形式和坡口形式
a)对接接头 b)角接接头 c)丁字接头 d)搭接接头
(1)对接接头 受力比较均匀,是最常用的一种形式,用于重要的焊接结构。
(2)搭接接头 因两焊件不在同一平面上,受力会产生弯矩,金属消耗量大,一般不用。但它对装配精度要求不高,对于某些受力不大的构件可采用,还可以省工时。如桁架、房架等空间结构都用搭接。
(3)丁字接头与角接接头 两焊件成直角或一定的角度时,必须采用的一种接头形式。
2.坡口形式与设计
坡口形式是按GB/T 985.1—2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》进行设计的。
对于板厚为1~6mm,焊条电弧焊一般不开坡口(即I形坡口)直接焊成。当板厚增加时,为了保证焊透,根据工件厚度预开各种形式的坡口,坡口有Y型和V型。单边坡口,焊接易发生变形,矫正也很困难,这时可以开双面坡口。
坡口的基本要素有:
1)对接角度用α表示,α一般在40°~60°,角接的α为35°~50°。
2)钝边用h表示,h一般为1~3mm。
3)间隙用e表示,e一般为0~3mm,不开坡口时用I表示,一般为0~2.5mm。(https://www.xing528.com)
3.接头过渡形式
厚度不等金属材料的焊接,若需获得优质的焊接接头,必须使两板的厚度大致相等,否则易产生焊不透、烧穿等缺陷。表4-8所示为不同厚度金属材料允许的厚度差。图4-50所示为不同厚度对接的过渡形式。图4-51所示为不同厚度角接过渡形式。
表4-8 不同厚度金属材料对接允许的厚度差

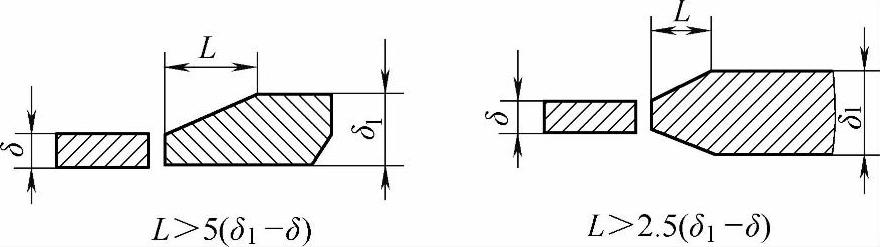
图4-50 不同厚度金属材料对接的过渡形式
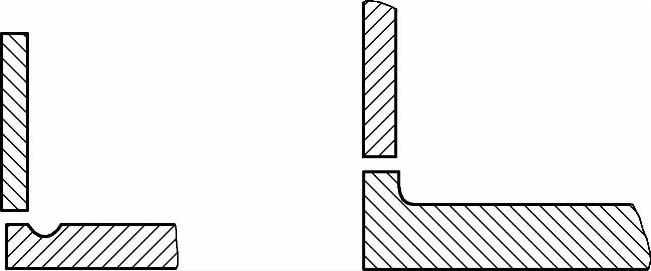
图4-51 不同厚度金属材料角接的过渡形式
4.其他焊接方法的接头与坡口形式
埋弧焊:因焊接电流大,熔深大,厚度小于12mm则不开坡口,进行单面焊双面成形。当厚度小于24mm时,也可不开坡口双面焊;当厚度更大时,必须开坡口,坡口尺寸和形式按GB/T 985.2—2008《埋弧焊的推荐坡口》执行。
真空电子束焊:宽深比可达1∶50,一般也不开坡口。
激光焊:一般焊薄壁,也不开坡口。
氧焊:因火焰温度低,很少焊厚件,T型接头搭边也不开坡口,一般多采用对接接头、角接接头和卷边接头,也不开坡口。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。