



合理地布置焊缝位置是焊接结构设计的关键,与焊接产品质量和提高生产效率、降低成本及减轻劳动强度密切相关。
1)焊缝布置尽可能分散。焊缝密集交叉会造成金属在同一点反复加热,会加大热影响区,并且焊接内应力加大,使焊缝热影响区组织恶化。一般原则是两条焊缝间距要求大于板厚的三倍,如图4-42所示。
2)焊缝位置应对称分布,如图4-43a、b所示的构件,焊缝位置偏离截面中心,并对同一侧焊缝收缩会造成大的变形。图4-43c、d、e所示的位置对称,明显减少了焊接变形。

图4-42 焊缝布置情况
a)、b)、c)不合理d)、e)、f)合理

图4-43 焊缝位置对称分布
a)、b)不合理c)、d)、e)合理
3)焊缝应尽量避开最大应力断面的集中位置。对受力较大,结构又复杂的焊接构件在最大应力端面和应力集中位置不应该布置焊缝。图4-44a所示为不合理,不应在受力最大处布置焊缝;图4-44d所示为合理。图4-44b所示为不合理,不应在应力集中地方布置焊缝;图4-44e所示为合理,避免了应力集中处。这就是为什么有容器的封头都有直壁部分的道理。图4-44c所示为不合理,两件厚度相差太大,焊件参数不好选择;图4-44b所示为合理,好选择焊接参数。一般的设计原则是:厚减薄或薄增厚的设计原则。
4)焊缝应尽量避开机械加工面,图4-45a、b所示为不合理,图4-45c、d所示较为合理。有些焊缝要焊后进行机械加工,这样既能保证装配顺利进行又能保证装配精度。对于真空装置,一些零件必须选择焊后加工,保证真空度持久。如不加工,焊缝中气孔不易发现,成了“死真空”,增加了抽真空时间,而且难以持久保持真空度。

图4-44 焊缝避开最大应力断面与应力集中位置的设计
a)、b)、c)不合理d)、e)、f)合理(https://www.xing528.com)
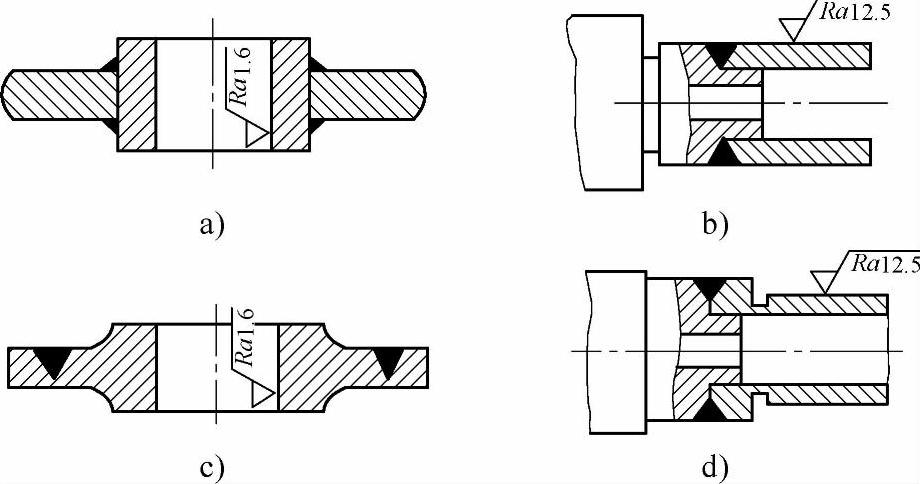
图4-45 焊缝远离机械加工表面设计
a)、b)不合理c)、d)合理
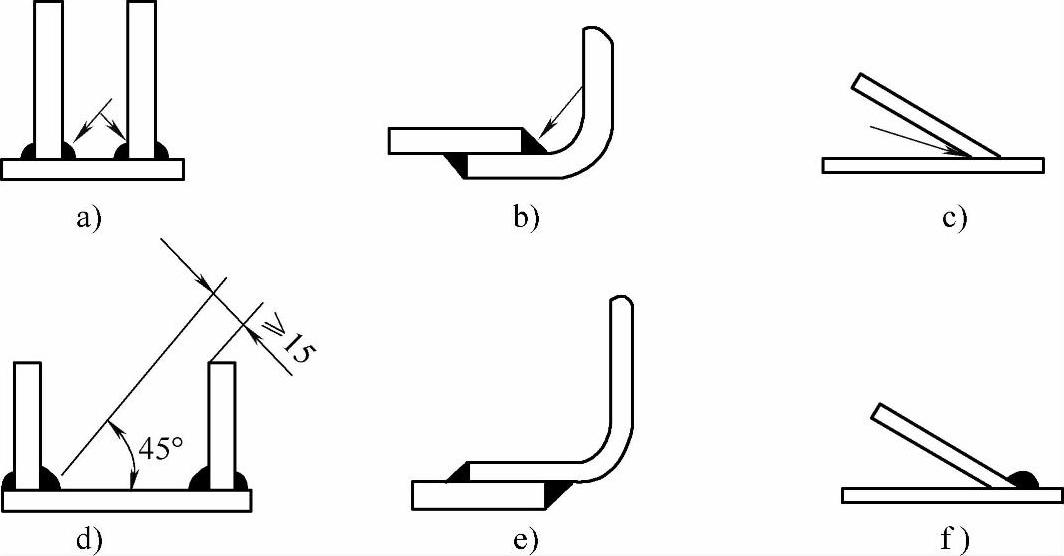
图4-46 焊缝位置便于电弧焊的设计
a)、b)、c)不合理d)、e)、f)合理
5)焊缝位置便于操作。焊缝的布置要为操作者方便施工考虑,这就是所谓的“开敞性”,如图4-46所示。埋弧焊要考虑熔池和焊剂的保持位置如图4-47所示;定位焊时要考虑电极的伸入方便及伸入臂的刚性,如图4-48所示。焊缝尽可能置于平焊位置,避免仰焊,减少立焊。焊接最好先装配点固、矫正后再施焊,以便减小变形。为了保证焊接质量,焊接顺序、装配顺序都很重要。

图4-47 焊缝位置便于埋弧焊的设计
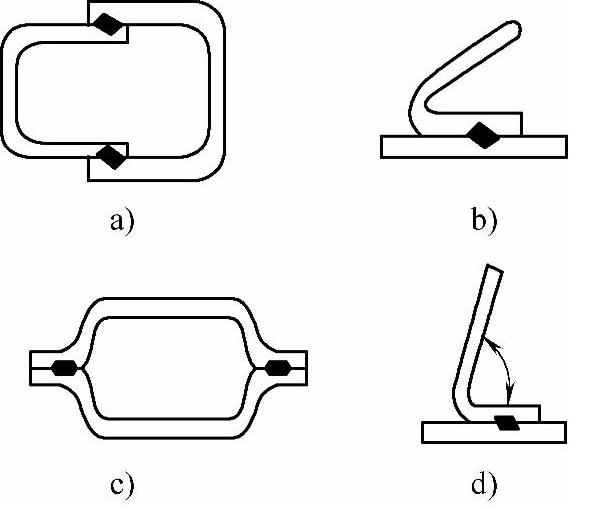
图4-48 焊缝位置便于点焊及缝焊的设计
a)、b)电极难以伸入c)、d)操作方便
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。