



硬钎焊钎料熔点在450℃以上,焊缝接头的抗拉强度超过200MPa。用于硬钎焊的钎料有铜基、银基、镍基钎料。
铜钎料常用于钎焊刀具、碳钢、铸铁和纯铜,焊缝成形良好、美观。
银基钎料常用于不锈钢的钎焊。因不锈钢表面有一层Cr2O3,钎焊时必须用机械或化学方法清除。机械方式用软砂轮或手工砂纸打磨。化学方法最好用磷酸溶液。焊剂用氯化锌溶液或磷酸。钎料用含银量为45%Ag为最好,它熔化温度不太高,流动性是三种(25%Ag、45%Ag、70%Ag)银基钎料中最好的,而且成本比含70%的Ag低。钎焊质量与加热方法有关。较大工件的钎焊件是靠氧-乙炔焰加热,火焰为轻微碳化焰,火焰要不断在工件上移动,决不能在一处,长期加热达到钎焊温度,温度过高会形不成良好的钎接接头。钎焊环形焊缝时,加热工件要轻微转动。火焰要由外焰逐步移至内焰,为了防止被焊件氧化,钎焊过程决不能用内焰加热,并不能长期在一点加热,长期加热会使焊件氧化严重,影响焊接质量。为了防止钎焊件氧化,先将焊剂调成糊状,均匀涂在焊缝上。看到焊剂熔化即可加入少量的钎料,将火焰稍微离开一点,钎料会自动流入焊缝,钎料不够再少加一点,这样焊接出来的焊缝光滑平整。加料时间很关键,绝对不能让焊件发火红,一旦见焊件发红则再也无法焊好,这是不锈钢硬钎焊的关键所在。
根据加热方法不同,硬钎焊分为:
(1)火焰钎焊 常用氧-乙炔火焰加热进行铜、银钎料钎焊刀具、工具、不锈钢、碳钢等结构。
(2)电阻、电感高频钎焊 利用接触电阻或高频加热工件与焊件钎料。钎焊质量好、效率高、成本稍高。
(3)高温炉钎焊 将被焊工件和钎料、钎剂装配固定好,钎料钎剂置于箱式炉中进行钎焊。如果要求被焊工件(如不锈钢、耐热钢)不氧化,可用真空炉钎焊,也可以把被焊工件置于气体保护盒中,通以流动的氩气进行钎焊。用此方法曾经成功地钎焊了环形蜂窝结构密封环。
钎焊与熔化焊相比有如下特点:(https://www.xing528.com)
1)工件加热温度低,母材并未熔化,因而组织和力学性能变化小,变形小。接头平整光滑、尺寸精确。
2)钎焊可焊焊接性差异很大的异种金属,同时对厚度差别较大的也没有严格要求。
3)能对多条复杂结构进行钎焊,但一定要根据钎料的熔化温度排序,先焊熔化温度高的钎料,后焊熔化温度低的钎料。
4)钎焊一般不用于受力大的钢结构件、动载零件。钎焊主要用于制造精密仪器、电器部件及异种金属构件和复杂薄壁结构,如夹层结构,蜂窝结构等。
5)钎焊的接头形式以搭接为主,不适用于焊接对接结构,常用接头形式如图4-38所示。
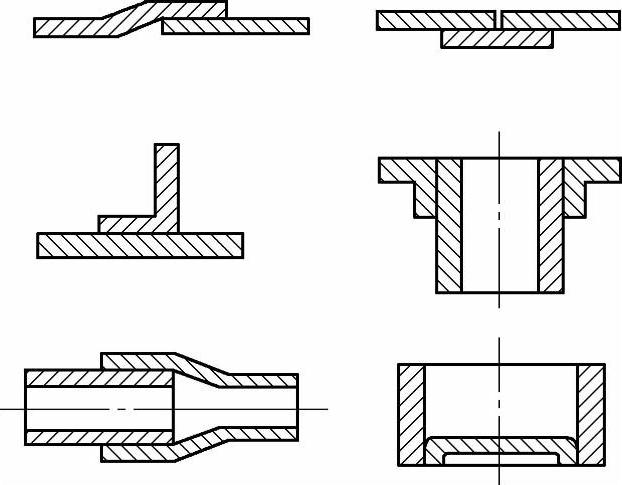
图4-38 钎焊接头形式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。