



【摘要】:图4-36 摩擦焊示意图摩擦焊就是利用工件接触端面作相对旋转运动中所产生的热量,突然停止转动,加压、顶锻而进行焊接的方法。图4-36所示为摩擦焊示意图。不过摩擦焊的接头质量较电阻对焊高,并且省电。图4-37 摩擦焊接头形式3)设备简单,耗电量小,要求设备制动灵敏度高,同时操作简单,不需加焊料,易实现自动化,生产率高。
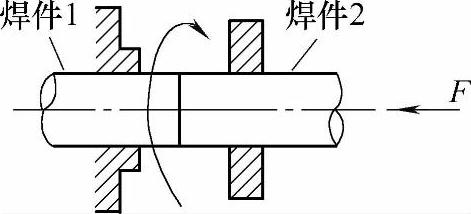
图4-36 摩擦焊示意图
摩擦焊就是利用工件接触端面作相对旋转运动中所产生的热量,突然停止转动,加压、顶锻而进行焊接的方法。
图4-36所示为摩擦焊示意图。施焊程序是先将两工件装夹在焊机上加压,使工件紧密接触。然后工件做旋转运动,使工件接触面相对摩擦产生热量,将工件端面加热到高温塑性状态,此时利用制动装置使工件突然停止转动,并利用液压缸,对接触面施加轴向大压力,使焊件产生塑性变形而连接起来。其实摩擦焊与电阻对焊的原理差不多,不同的是,电阻对焊是利用接触电阻产生电阻热来加热焊件至高塑性状态,而摩擦焊是利用摩擦热来加热焊件至高塑性状态。不过摩擦焊的接头质量较电阻对焊高,并且省电。
摩擦焊的特点:
1)工件在焊接过程中,接触面氧化物与杂质被清除,接头组织致密,质量好而且稳定,无污染,不易产生气孔、夹渣等缺陷。(https://www.xing528.com)
2)适用范围广,不仅能焊同种金属,而且还可以焊异种金属,不仅能焊同种截面的管、棒、件,而且还能焊异种截面的管、棒、件,如图4-37所示。
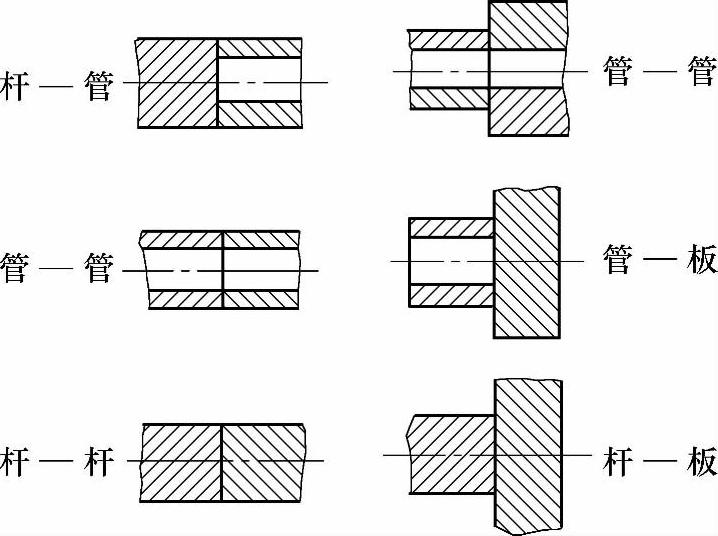
图4-37 摩擦焊接头形式
3)设备简单,耗电量小(只有闪光对焊的1/5~1/10),要求设备制动灵敏度高,同时操作简单,不需加焊料,易实现自动化,生产率高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。