



【摘要】:高频焊与电阻焊有相似而不相同的地方。高频电流与接触平面平行,而电阻对焊的电流性质不是高频电流,且电流流向与接触面垂直。高频焊较多用于焊接水管,故也称之为高频焊管,厂名也称高频焊管厂。2)焊缝热影响区小,不易氧化,焊缝具有良好的组织和性能。3)高频焊对焊前清理要求不高,可以不清理氧化物。4)不足之处在于设备有高压、高频回路,对身体有危害,同时维修费用高。
高频焊与电阻焊有相似而不相同的地方。高频焊是利用流经工件表面的高频电流所产生的电阻热加热、加压(或不加压)形成焊接接头的一种焊接方法。高频电流与接触平面平行,而电阻对焊的电流性质不是高频电流,且电流流向与接触面垂直。
高频焊的实质是借助高频电流的趋肤效应(向导体表面通以频率为f的交流电流时,导体断面上出现的电流分布不均,电流密度由导体表面向中心逐渐减少,电流的大部分仅沿着导体表面层流动的一种现象)可使高频电能集中于工件的表面层,而利用邻近效应(当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流集中流动于导体邻近侧的一种特殊的物理现象),又可控制高频电流流动的位置和范围,如图4-34所示。
高频焊较多用于焊接水管,故也称之为高频焊管,厂名也称高频焊管厂。焊接方法有管坯纵缝电阻焊,感应焊,辗压焊,如图4-35所示。
高频焊有以下特点:
1)焊接速度高,而不产生跳焊。焊速可达150~200m/min,生产率高,适用于大批量生产。
2)焊缝热影响区小,不易氧化,焊缝具有良好的组织和性能。
3)高频焊对焊前清理要求不高,可以不清理氧化物。
4)不足之处在于设备有高压、高频回路,对身体有危害,同时维修费用高。(https://www.xing528.com)
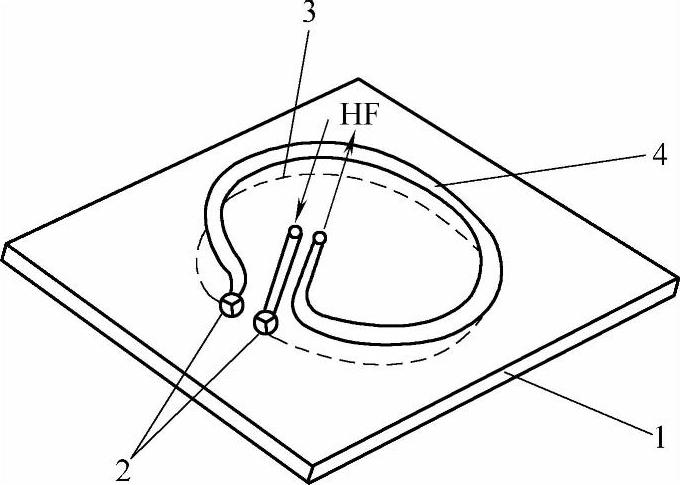
图4-34 高频电流的邻近效应
HF—高频电源 1—工件 2—触头接触位置 3—电流路线 4—邻近导体
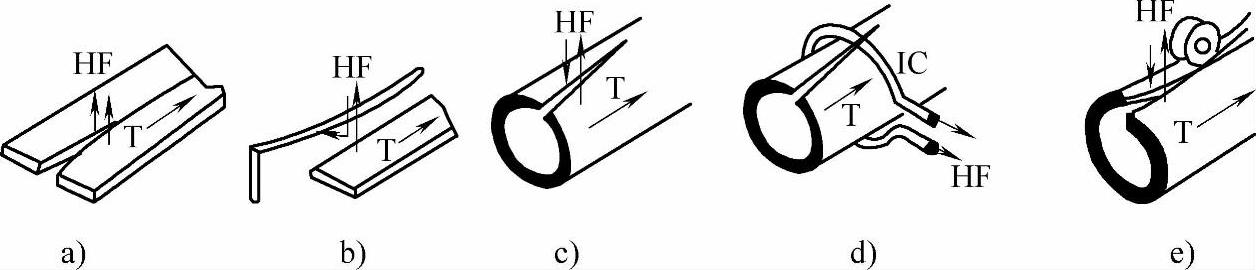
图4-35 型材和管材的高频焊接
a)板条对接接头 b)板条T型接头 c)管坯纵缝对接(电阻焊) d)管坯纵缝对接(感应焊) e)管坯纵缝对接(碾压焊)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。