



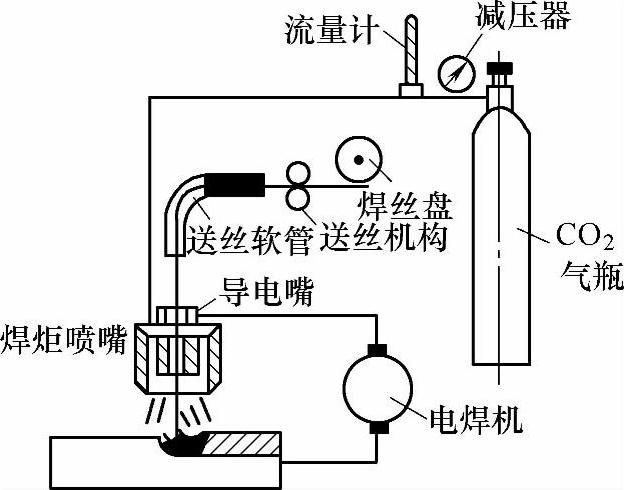
图4-25 CO2气体保护焊焊接装置示意图
1.CO2气体保护焊机理
CO2气体保护焊是利用CO2气体作为保护气体的焊接。它以焊丝作为熔化电极,靠焊丝和工件之间产生的电弧熔化工件与熔化后的焊丝形成熔池,熔池冷却后形成焊缝。焊丝靠送丝机构来实现,CO2气体保护焊焊接过程如图4-25所示。
CO2气体经喷嘴喷出,包围电弧和熔池,起隔离空气和保护焊接熔池,防止空气中有害气体对高热金属氧化和侵害的作用。CO2气体在电弧高温的作用下分解为CO和O,使钢中的碳、锰、硅及其他合金金属烧损,难以保证焊缝的力学性能。因此,应采用含有一定量的脱氧剂焊丝或采用带有脱氧剂成分的药芯焊丝。通常采用含锰、硅量较高的焊丝或含铝、钛等较活泼合金元素的焊丝,在焊接中进行有效脱氧,清除CO2对熔池的不良影响,防止氢气体的侵害,阻止氢气孔、氮气孔、CO气孔在焊缝中的形成。
2.CO2气体保护焊的特点
1)成本低。因用廉价的CO2代替了焊剂,焊接成本只有埋弧焊的40%左右,耗电量比焊条电弧焊低2/3左右。
2)生产率高。CO2保护焊采用自动化或机械自动化送丝,电流密度大,热量集中,焊接速度快,而且灵活方便,适用于全位置焊接。
3)焊缝质量好。它与氩弧焊一样,电弧是在气流压缩下燃烧,热量集中,热影响区小、变形小、裂纹倾向小。CO2保护焊是低氢型焊接方法,焊缝含氢量较低,抗锈能力强,不易产生冷裂纹。(https://www.xing528.com)
4)CO2气体保护焊属于明弧焊,焊接过程易监视和控制电弧和熔池,因此成形美观。
5)CO2气体保护焊适用范围广,大量用于造船、机车车辆、汽车、农业机械等。
6)不足之处,CO2气体保护焊熔滴短路过渡,引起飞溅。当焊接参数、焊接电流、电弧电压、电感值选择不当时也会引起飞溅。
3.对焊接电源的要求
1)对电源外特性的要求:在采用等速送丝时,应具有平或缓降的特性;采用不等速送丝应采用下降外特性。
2)对电源动特性的要求:自由过渡焊接时对动特性没有什么要求。当短路过渡时,要求具有良好的动态品质。其含义指两个方面,一是要有足够的短路电流增长速度,短路峰值Imax和焊接电压增长速度,二是当焊丝成分和直径不同时,短路电流增长速度能在一定范围进行调节。
3)焊接电流和焊接电压在一定范围能调节。
焊接采用的是直流焊接电源反接法,熔滴过渡平稳,飞溅少,成形美观;如果是逆变式焊接电源,效果更佳。正接法,因工件熔化速度快,电弧很不稳定,所以很少采用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。