



氩弧焊是以氩气为保护气体的熔化焊。氩气是惰性气体,它不与熔池金属起反应,也不溶于金属,而能有效地对焊缝金属进行保护,焊缝质量比较高。
氩弧焊按电极熔化与不熔化分为钨极氩弧焊(TIG)与熔化极氩弧焊(MIG);按电弧焊机的电流性质又分为直流氩弧焊、交流氩弧焊和脉冲钨极氩弧焊,它们各自有自己的适用范围
1.钨极氩弧焊(TIG)
又称为手工钨极氩弧焊,它是用熔点很高的钍钨极或铈钨极作为电极,适用范围很广,可以实现全位置焊。焊接时,电极不熔化,只起导电与产生电弧作用。易于实现机械化和自动化。
手工钨极氩弧焊的操作与气焊相似,如图4-20所示。常用于焊3mm以下的焊件,最低可以焊到0.3mm左右。不加填料,称之为自熔焊接,只要运弧稳,成形很美观。焊接较厚的工件时,可以开坡口预留或不留间隙,开坡口需要手工添加焊料。也可以作为厚件的打底焊接,既保证焊透,又不烧穿,然后用焊条电弧焊进行单道和多道焊。既保证了强度和气密性,又提高了生产效率。
直流氩弧焊,主要用于焊接不锈钢、合金钢,但不适于焊接碳素钢。
(1)保证氩弧质量应当注意的方面
1)钨极前端锥度。焊接厚件,钨极直径为φ3mm时,前端锥度以30°~50°为宜;当焊接薄板,钨极直径为φ1.5mm时,因电流小,要求电弧稳定燃烧,钨极前端锥度以15°~20°为好,钨极前端的密度大热量集中,焊缝窄,成形美观。
2)手工钨极氩弧焊时,电极与工件的夹角,一般以75°左右为宜。这样的角度视角好,可观察焊缝的成形。如果是自动焊,熔池不加填料,电极与工件夹角可为90°。焊枪、焊件与焊丝的相对位置如图4-21所示。
3)喷嘴形状。喷嘴最好为直通形,如图4-22a所示,保护气体气流的挺直度好,不易受外界干扰,保护效果好。收敛形喷嘴如图4-22b所示,保护气体散发角度大,保护区域大,但易受外界气流的干扰,反而保护效果不佳。特别是深处、宽度窄的焊缝,收敛形喷嘴是无法施焊的。
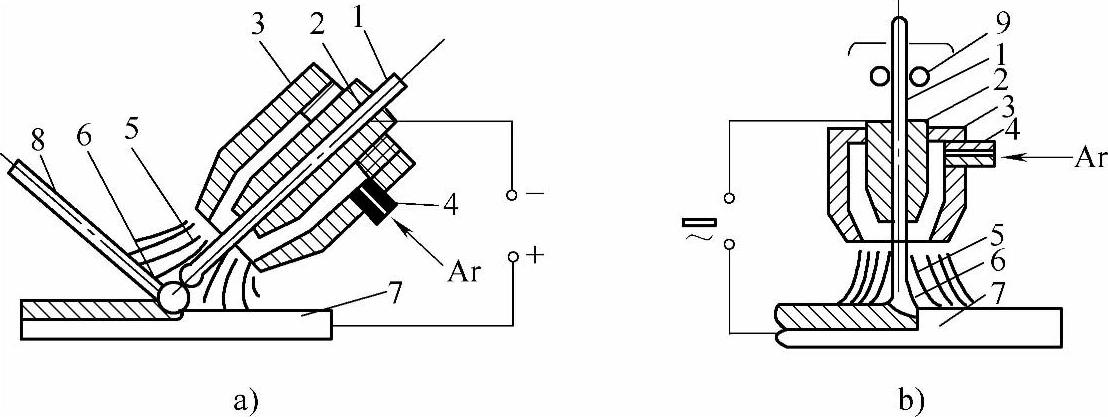
图4-20 氩弧焊示意图
a)不熔化极氩弧焊 b)熔化极氩弧焊 1—焊丝或钨极 2—导电嘴 3—喷嘴 4—进气管 5—氩气流 6—电弧 7—工件 8—填充焊丝 9—送丝辊轮
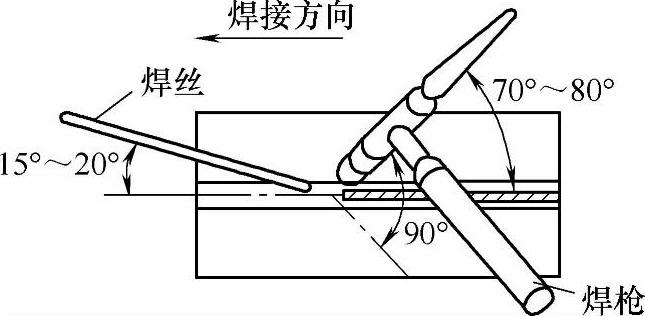
图4-21 焊枪、焊件与焊丝的相对位置

图4-22 常见电极喷嘴形式
a)直通形 b)收敛形
4)气体纯度。气体纯度以99.9%为最好,虽然价格高点,但保护效果好。
5)清洗。清洗用丙酮或酒精对焊道进行除油污。对于多层波纹管的焊接,清洗更为重要。波纹管是油压形成的,每层都有存油,焊接前必须清除,否则焊接时因油喷出引起燃烧,不仅保护效果不好,严重时不能进行焊接。清洗方法是先用煤油浸泡48~72h,再用丙酮浸泡24~48h,最后用酒精脱水、吹干方可进行焊接。
(2)氩弧焊的特点
1)适用于焊接各类合金钢、不锈钢,易氧化的非铁金属及锆、钽、钼、钛等稀有金属材料。最好不要用于焊接黄铜,焊接时,电弧温度高,锌极易氧化成氧化锌,散发在空气中形成污染,冷后落在焊缝上呈现白色。不得不焊接时最好戴上口罩或采用自动焊,防止吸入肺部。
2)氩弧焊电弧稳定、飞溅小、焊缝致密,表面没有熔渣,成形美观。不锈钢焊接,如果保护好,焊缝是银白色、淡黄色;保护欠佳,为红色甚至是灰色,电极短路时会听到响声,焊缝有绿色点状斑点。
3)氩弧焊是明弧焊,便于操作控制焊缝成形,也容易实现全位置自动化焊接。
4)电弧在气流压缩下燃烧,热量集中,熔池小,焊速快,热影响区较窄,焊后变形小。只要有氩弧焊机,利用车床自动走刀和主轴回转就能实现纵焊缝薄壁焊接和环焊缝自动保护焊。实验证明,用卧式车床成功焊接了0.3mm以下耐热钢或不锈钢的单面焊双面成形。但不能用交流磁场夹具来实现夹紧焊件,因为是交变磁场,而电弧也是导体,电弧在磁场作用下,焊后的焊缝不是一条直线,而是一条正弦波形曲线。(https://www.xing528.com)
(3)对氩弧焊控制设备的最基本要求
1)能自动引弧。为实现这一点可用高频、高压引弧,高压脉冲引弧,当电弧引燃后,高频应立即清除。
2)能实现提前送气,滞后断气,对焊缝进行有效保护。
3)焊接结束时,能实现电流自动衰减,保证不产生弧坑裂纹(直流氩弧焊)。
4)对焊接电流超过300A时,应设有水冷,自动保护开关。
5)电流能任意调节。
有了以上的程序控制,就可以将直流弧焊机改装成简易的直流氩弧焊机、手工或自动钨极氩弧焊机。

图4-23 TIG-脉冲焊波形原理
J1—基本电流 J2—脉冲电流 t1—脉冲电流持续时间 t2—基本电流持续时间
2.脉冲钨极氩弧焊
脉冲钨极氩弧焊焊接,电流的幅值按一定的频率由高值到低值周期性连续变换其电流波形,如图4-23所示。
脉冲钨极电弧焊的焊接参数有,基本电流J1、脉冲电流J2、脉冲电流保持时间t1、基本电流持续时间t2、脉冲钨极氩弧焊焊成的连续焊缝。实质上是许多单个脉冲形成熔池连续搭接而成。脉冲焊接电流形成熔池,基本电流维持电弧不至熄灭,加热少,熔池凝固。对于要求焊缝密封性的焊缝,每个焊点必须重叠至少1/3以上,值得提出的是脉冲钨极氩弧焊不适用手工操作只适用于自动焊,由于电弧一闪一闪,视力受影响,看不清焊缝,不能保证焊接质量,必要时可将电流打到连续挡,即将基本电流持续时间t2调为零。设备上均有“连续”开关挡。
脉冲氩弧焊的特点:
1)焊缝脉冲式熔化与凝固,易于控制,保证焊件焊透又避免烧穿。适合焊接0.1~5mm的钢板或管材,并能实现单面焊双面成形。
2)由于熔池是脉冲式熔化和凝固,克服了熔池张力或自重影响所造成焊接偏浆与塌腰等缺陷。适合空间全自动焊接。
3)焊接参数易调节,因而适合焊接易淬火钢和高强度钢,可减少裂纹与焊接变形。
4)质量稳定,力学性能比普通氩弧焊高。
3.交流氩弧焊
交流氩弧焊不仅是电流性质不同,而且适用范围也不同。交流氩弧焊焊接对象是铝、及铝镁合金。交流氩弧焊因有“阴极雾化”作用,高速正离子能打碎铝镁合金表面的氧化物Al2O3,露出未氧化的金属,实现正常的焊接。
交流氩弧焊机的控制程序的基本要求与直流氩弧焊是一致的,只是没有衰减电流,弧坑靠操作弥补,在电源设计原理上也有些不同之处。交流在输出回路上,要求隔直,也就是说没有直流成分,否则焊接质量不可靠;直流电源要求设有交流成分,否则同样焊接质量不可靠。不论交流还是直流,焊接设备的组成如图4-24所示。

图4-24 氩弧焊设备示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。