



【摘要】:埋弧焊,又称焊剂层下自动电弧焊。埋弧焊以连续送进焊丝,代替焊条电弧焊用的焊条,以颗粒状的焊剂代替焊条药皮。电弧始终保持选定好的弧长,焊接过程中电弧的引燃、焊丝送进、电弧移动一气呵成,全部自动完成,故称埋弧自动焊。图4-16所示为埋弧焊的纵剖面图。图4-16 埋弧焊的纵剖面图1—焊丝 2—电弧 3—熔池金属 4—熔渣 5—焊剂 6—焊缝 7—焊件 8—渣壳图4-17 埋弧焊过程示意图a)埋弧焊过程 b)自动埋弧焊 c)半自动埋弧焊
埋弧焊,又称焊剂层下自动电弧焊。埋弧焊以连续送进焊丝,代替焊条电弧焊用的焊条,以颗粒状的焊剂代替焊条药皮。电弧始终保持选定好的弧长,焊接过程中电弧的引燃、焊丝送进、电弧移动一气呵成,全部自动完成,故称埋弧自动焊。也有埋弧半自动焊,电弧的移动靠手工移动的。
图4-16所示为埋弧焊的纵剖面图。电弧热使焊剂、焊丝、母材熔化形成较大体积(可达20cm3)的熔池。熔化后的颗粒焊剂与熔池会发生物理化学作用。金属蒸气、焊剂蒸气和冶金过程所析出气体,在电弧周围形成一封闭空间,使电弧和熔池与外界空气隔开,阻止空气中有害物质的侵入,起到了有效的保护作用。电弧向前移动,熔池金属被电弧气体排挤向后堆积,形成焊缝。熔化后的焊剂变成熔渣,覆盖在焊缝表面形成渣壳对焊缝进行保护,不受氧化。
在焊接过程中,焊剂不仅起着保护作用,还起到了冶金处理作用,即通过冶金反应清除有害杂质和渗合金作用,保证焊缝的力学性能。埋弧焊过程如图4-17所示。
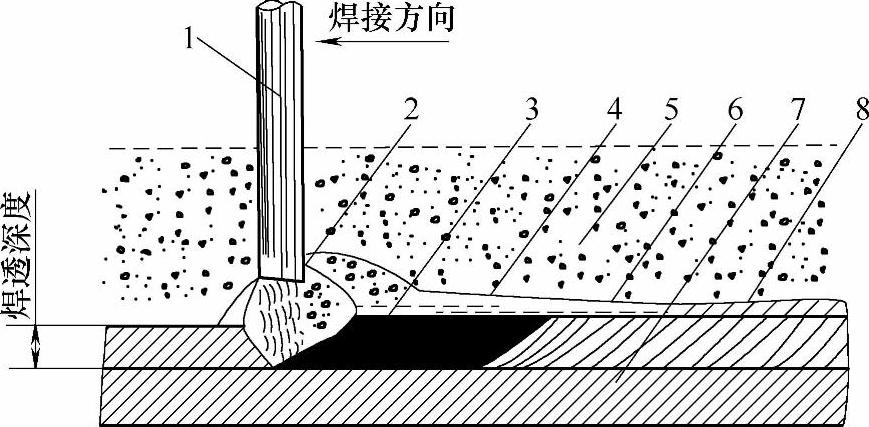
图4-16 埋弧焊的纵剖面图(https://www.xing528.com)
1—焊丝 2—电弧 3—熔池金属 4—熔渣 5—焊剂 6—焊缝 7—焊件 8—渣壳
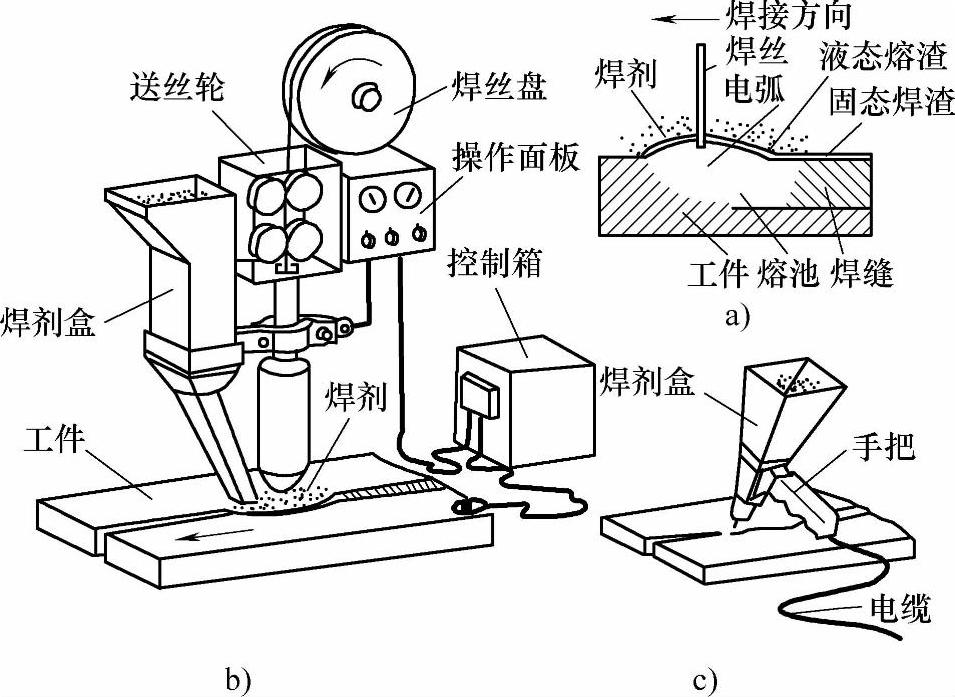
图4-17 埋弧焊过程示意图
a)埋弧焊过程 b)自动埋弧焊 c)半自动埋弧焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。