



涂有药皮供焊条电弧焊用的熔化电极称为焊条,焊条由焊芯和药皮组成,并有国家的统一编号。
1.焊芯
焊芯(埋弧焊时称为焊丝)是组成焊缝金属的主要材料。焊芯的化学成分及非金属夹杂物的多少直接影响到焊缝质量。同时结构钢的焊条的焊芯应符合GB/T 14957—1994《熔化焊用钢丝》的规定,常用的结构钢焊条焊芯的牌号和化学成分见表4-3,焊芯除要求化学成分外,还要求其外观质量,不应有氧化皮等。
表4-3 常用结构钢焊条焊芯的牌号和成分
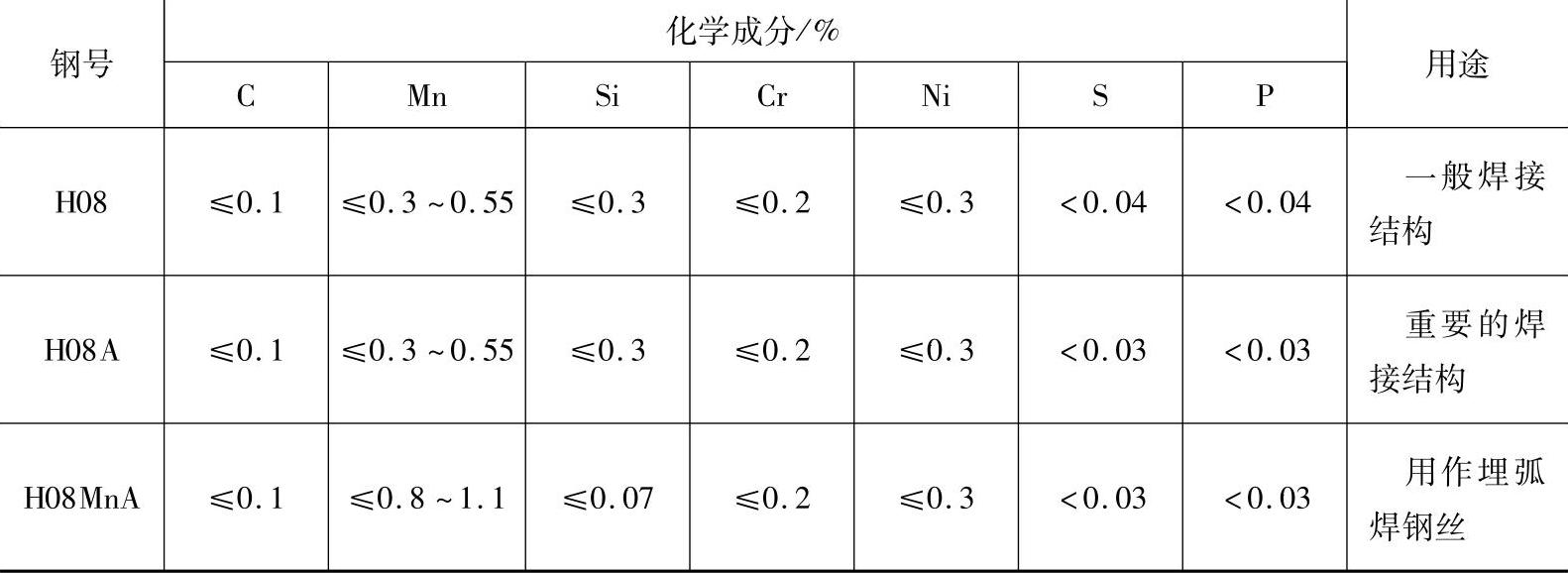
焊芯的碳含量均较低,均小于0.1%,并要求有一定的锰含量,因为它是脱氧的能手。对硅的含量控制较严,要求硫磷含量较低,均小于0.03%,焊芯直径最小为φ1.6mm,最大为φ8mm,其中以φ3.2~φ5mm的焊条应用较广。
不同的钢材的焊接应选用相应的焊条,焊接低合金钢应选低合金钢焊条;焊奥氏体不锈钢,应选奥氏体不锈钢焊条;焊纯铜,应选纯铜焊条。
2.药皮
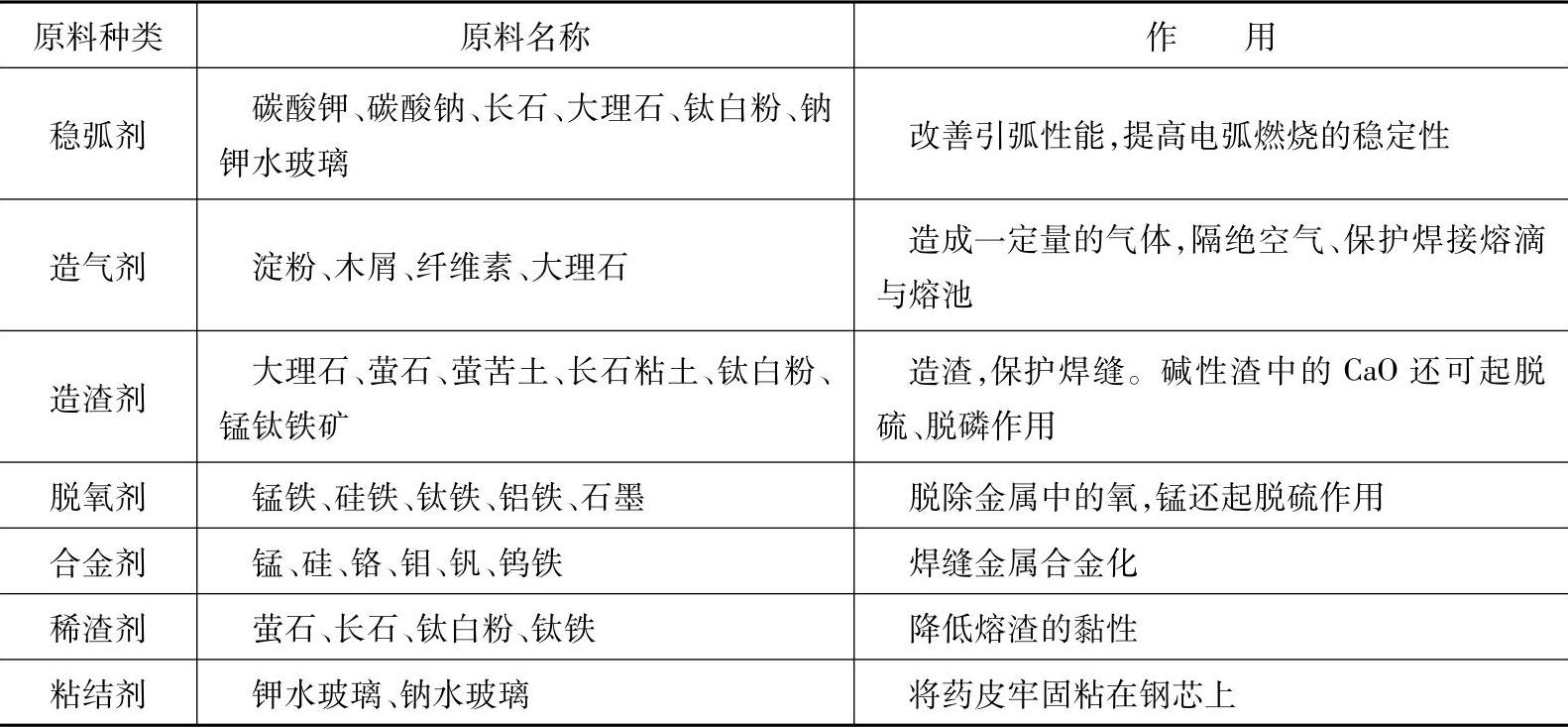
药皮是由稳弧剂、造气剂、造渣剂、脱氧剂、合金剂、稀渣剂、粘结剂组成,主要作用是:提高电弧燃烧的稳定性,防止空气中的氧、氢等有害气体进入熔池,对熔池进行保护;合金剂起脱氧作用,补充被烧损的合金元素,保证焊缝有良好的力学性能。焊条药皮原料的种类、名称及其作用见表4-4。(https://www.xing528.com)
表4-4 焊条药皮原料的种类、名称及其作用
药皮的类型较多,按其药皮熔化后所生成的熔渣性质可分为酸性和碱性两大类焊条。熔渣中呈酸性氧化物(如SiO2、TiO2、Fe2 O)多的叫酸性焊条,熔渣中呈碱性氧化物(如CaO、FeO、MnO、Na2O)多的称为碱性焊条。
3.焊条的种类和牌号
焊条牌号用焊条的第一个特征字的汉语拼音字的首个字母E或J表示该焊条的类别,后面的两位数字表示焊缝的最小抗拉强度,第三位数字表示焊条药皮的类型和焊接电流的要求。如J506焊条,“J”表示结构钢焊条,其焊缝的抗拉强度不小于490MPa,“6”表示焊条药皮类型为低氢钾型碱性焊条,电流的性质为交直两用。
根据GB/T 5117—2012《非合金钢及细晶粒钢焊条》和GB/T 5118—2012《热强钢焊条》的规定,两种焊条型号均用大写字母“E”和数字表示,中间两位数字表示熔敷金属的抗拉强度最小值,单位为MPa,第三位数字为焊接位置(“0”及“1”表示全位置焊,“2”表示平焊,“4”表示适合向下立焊),第三和第四位数字组合表示焊接电流种类及药皮类型。例如E5016:“E”表示焊条,“50”表示熔敷金属抗拉强度的最小值≥490MPa,“1”表示焊条适用于全位置(第三位数字),“6”焊条药皮为低氢钾型碱性抗裂焊条,为交直流两用焊条(第三和第四位数字组成;见表4-3,编号1~5为酸性,6和7为碱性);表4-5所示为焊条药皮类型和电源种类编号。
表4-5 焊条药皮类型和电源种类编号

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。