



1.焊接应力的产生
焊接是局部加热,它是一个极不平衡的热循环过程。焊件上的温度变化范围很大又不均匀。加热(焊接)时,焊缝及两侧由室温被加热到很高的温度,然后再快速冷却下来,由于各部分的温度不同、冷却速度不一样,必然会引起膨胀与收缩不一致,导致产生焊接内应力和变形,甚至产生裂纹。
焊缝是靠电弧的加热与移动形成的。应力的形成、大小、性质和分布也很复杂,为了分析焊接应力的形成和性质,我们可以假设焊缝是同时形成的。焊接时,焊缝及相邻区域的金属处于加热阶段会膨胀,它会受到周边冷金属的阻碍,不能自由伸长,焊缝是受压应力。应力总是一对平衡应力,所以相邻冷金属受拉应力。随后冷却时,焊缝要产生收缩变形,而它同样受到周边冷金属的牵制,它对焊缝产生拉应力,周边产生压应力。图4-5所示为平板对接和圆筒环焊缝的焊接应力分布状况。
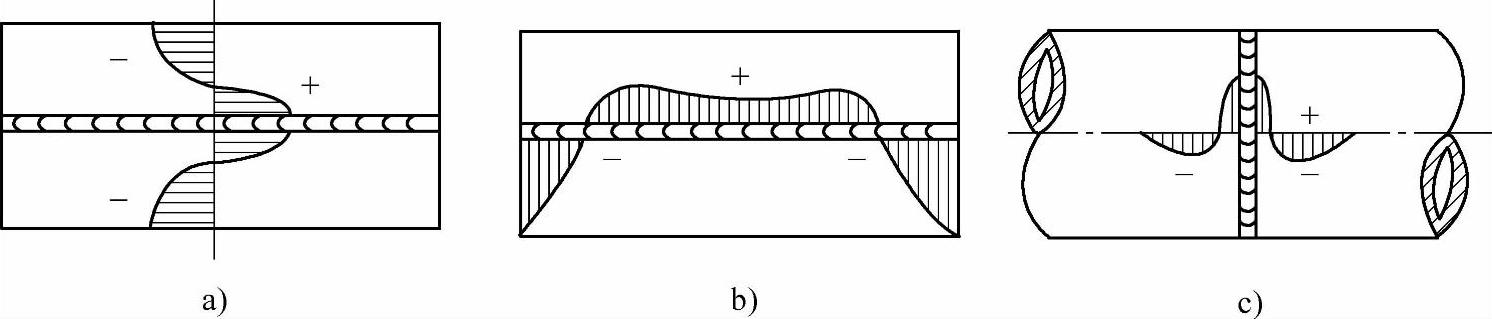
图4-5 焊接应力分布情况
a)纵向应力 b)横向应力 c)径向应力
2.焊接应力的危害(https://www.xing528.com)
焊接产生内应力是必然的。它的存在使其焊件的承载能力大为降低,甚至在外界产生变载荷时,会出现断裂的危险。对于要接触腐蚀介质的焊件,使其耐蚀性能降低。由于焊缝是拉力,使腐蚀加剧,使用年限降低,甚至产生腐蚀裂纹而报废的危险后果,对于焊件处于交变载荷时会使疲劳强度降低而出现脆断的危险后果。
3.应力的防止与消除
焊接应力的存在,必然影响焊件的使用性能,对于承受大载荷、压力容器等重要的焊接构件必须加以防止和消除。防止和消除应力的措施,应当从两个方面考虑:首先从设计焊接构件时着手,在强度相同条件下尽可能选用塑性好的材料,用微变形来抵消焊接应力;在焊缝布置上要尽可能避免交叉密集的焊缝,避免使用焊缝截面过大、过长的焊缝;尽量使用型材和冲压件;焊缝布置对称,避免在最大的弯矩地方布置焊缝;其次是从焊接工艺上着手,正确选择焊接次序,如图4-6所示的两种焊接次序,图4-6a是先将钢板Ⅰ和Ⅱ焊接,再焊接钢板Ⅲ是正确的;图4-6b是先焊接Ⅰ和Ⅲ,再和钢板Ⅱ焊接,在A处因多次受热易产生裂纹。其次对于厚度大或结构较为复杂的焊件,采取焊前预热,焊后缓冷,能显著减小焊接应力。适当采用小能量焊接方法或锤击焊缝,也可以减小焊接应力。当焊接应力需要彻底消除时,如压力容器,可采用去应力退火来实现,需要加热到500~650℃,保温后,缓慢冷却到室温。
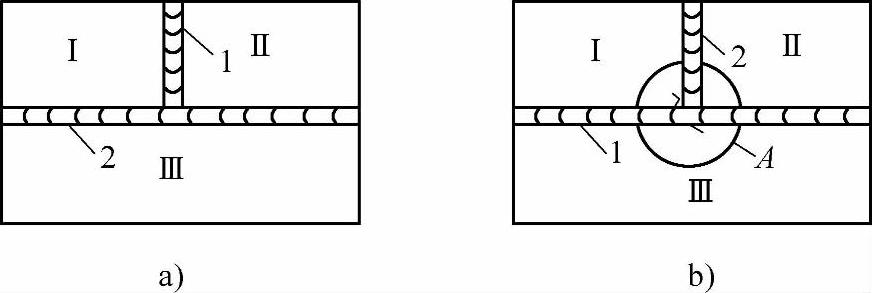
图4-6 交叉平板焊接次序对焊接应力的影响
a)正确 b)不正确 1—先焊 2—后焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。