



数控冲压是利用数字控制技术对板料进行冲压的工艺方法。实施数控冲压过程前,应根据冲压件的结构和尺寸,按规定的格式、标准代码和相关数据编写出程序,输入计算机后,冲压设备受计算机控制,按程序顺序实现指令内容,自动完成冲压工作,所用设备称为数控压力机。目前广泛采用的是数控步冲压力机,如图3-82所示。它具有独立的控制台,压力机本体的主要部件是能够精确定位的送料机构(定位精度为±0.01μm)和装有多个模具的回转头。
板料通过气动系统由夹钳3夹紧,并由工作台2上的滚珠托住,使板料沿两个垂直方向移动时的阻力小。在控制台发出的指令控制下,板料被冲部位准确移动至工作位置。同时,被选定的模具随回转头同步转至工作位置,按加工程序顺序进行冲压,直至整个工件完成后停机。
数控步冲压力机不仅可以进行单冲(冲孔、落料)、浅成形(压印、翻边、开百叶窗等),也可以采用步冲(借助于快速往复运动的凸模沿着预定的路线在板料上进行逐步冲切)方式,用小冲模冲出大直径圆孔、方孔、曲线孔及复杂轮廓冲压件。
图3-83所示的零件采用数控冲压制作,需编制数控程序。程序中通过X-Y和XG-YG两个坐标系把工作台与模具的关系建立起来,包括移动、选择模具、执行冲切、停机等多条指令。检验无误后输入计算机。夹牢板料后,开机按程序,工作台左移20mm(冲头由OG点移至右孔中心点上),冲制φ7mm孔,工作台右移40mm,冲出左侧圆孔。接下来按步冲程序冲切AD、BC两端圆弧。为了冲切直线轮廓,压力机回转头按指令将方形模具转至工作位置,计算机发出指令,冲切AB、DC直线轮廓,从而获得形状、尺寸符合图样要求的零件。
数控冲压使冲压生产有了突破性进展,它具有如下特点:
1)数控压力机的结构改变了普通压力机一机一模的状态,因而提高了压力机的通用性,在不更换模具的情况下,可生产多品种冲压件,减少了对专用模具的依赖。
2)数控压力机在步冲分离金属时,是通过类似插削过程逐步完成加工的,冲头在每一次冲压行程中只切下少量金属,消耗能量少,并可提高产品的精度,减少了冲压件后续加工的工作量。
3)数控冲压可采用批量生产的模具,安装调试模具的时间短,模具寿命长,可提高生产效率。(https://www.xing528.com)
4)数控冲压特别适合单件小批量生产,降低了冲压件的成本。
5)数控冲压设备投资较大,材料利用率较低。
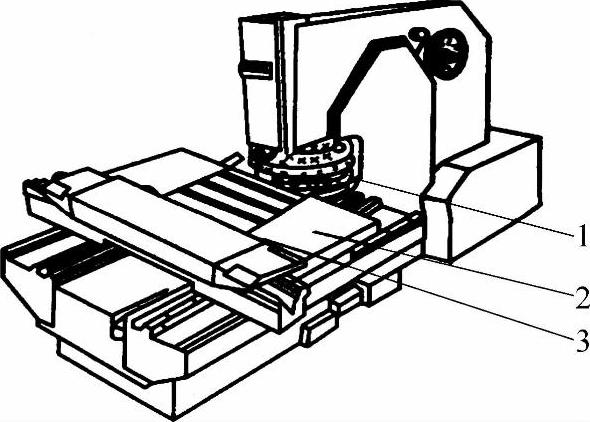
图3-82 数控步冲压力机
1—回转头 2—工作台 3—夹钳
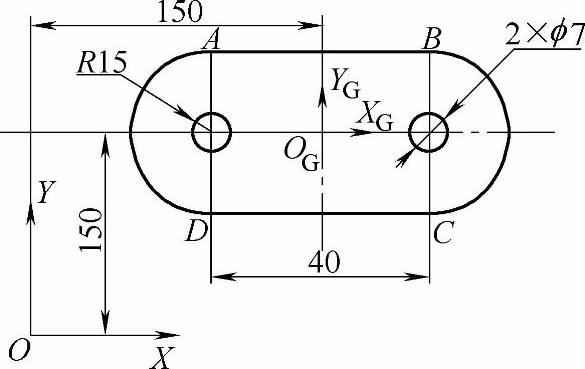
图3-83 具有孔、圆弧和直线的零件图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。