



(1)液态模锻成形概念 液态模锻是将定量的熔化金属注入凹模型腔内,在金属即将凝固或半凝固状态下(即液、固两相共存)用冲头加压使其凝固,从而得到所需锻件的加工方法。液态模锻是铸造技术和热模锻技术的复合。该项技术利用金属铸造时液态易流动成形容易的特点,结合热模锻技术,使已凝固的封闭金属硬壳在压力作用下进行塑性变形,强制性地消除因金属液态收缩、凝固收缩所形成的缩孔和缩松,以获得无任何铸造缺陷的各种液态模锻件。因此液态模锻件与铸件相比,补缩彻底,易于消除各种缺陷;与热模锻件相比,成形容易,所需成形力小,即液态模锻新技术充分利用了铸造和热模锻的长处,同时也弥补了这两种工艺的不足。利用液态模锻技术生产的金属产品不仅质轻耐用,而且价格低廉,市场竞争能力强。
任何一种新技术,都有其特定的针对性,液态模锻也一样,对某些采用铸造工艺难以满足使用性能要求,采用锻造工艺又因形状复杂、成形困难的特定产品,改用液态模锻工艺就有可能是一种上策。
(2)液态模锻的一般工艺过程 图3-79所示为液态模锻成形方法简图。一般的工艺过程为:金属准备、金属熔化、模具清理、模具预热、喷涂润滑剂、浇注、合模、施压、保压、卸压、起模和顶出制件。液态模锻是一种借鉴压力铸造和模锻工艺发展起来的金属成形工艺。从工艺过程中可以看出,它兼有铸造和模锻的若干特点,并且具备自己独有的特性。
(3)液态模锻成形工艺特点 包括以下4点:
1)在成形过程中,尚未凝固的金属自始至终承受等静压,并在压力作用下发生结晶和凝固,并有少量塑性变形。因此,可以消除铸造缺陷,并使制件组织致密。且在压力下结晶,还有明显的细化晶粒,加快凝固速度和使组织均匀化的作用。因此,液态模锻制件的力学性能明显优于普通铸件,接近或达到同种合金的锻造水平,同时不存在普通锻件的各向异性。
2)已凝固金属的成形过程是在压力作用下产生塑性变形,使毛坯外侧紧贴模膛壁,未凝固液态金属保持等静压。因此,液态模锻件具有较高的表面质量和尺寸精度。利用这一特点,可以用液态模锻方法成形某些模具的型腔。(https://www.xing528.com)
3)由于制件在凝固过程中各部分处于压应力状态,不易产生裂纹,因此所适用的材料范围较大。不仅适用于塑性好的合金,也可用于塑性差的合金。不仅可用于成形非铁金属,也可用于成形包括铸铁在内的金属等。另外,还可用于对复合材料成形。
4)液态模锻在液压机或专用设备上成形,可大大改善工人的劳动强度和劳动条件,且便于实现机械化和自动化。还可精化毛坯,减少切削加工量,提高制件质量,降低废品率,因而又是一种节能的加工方法。
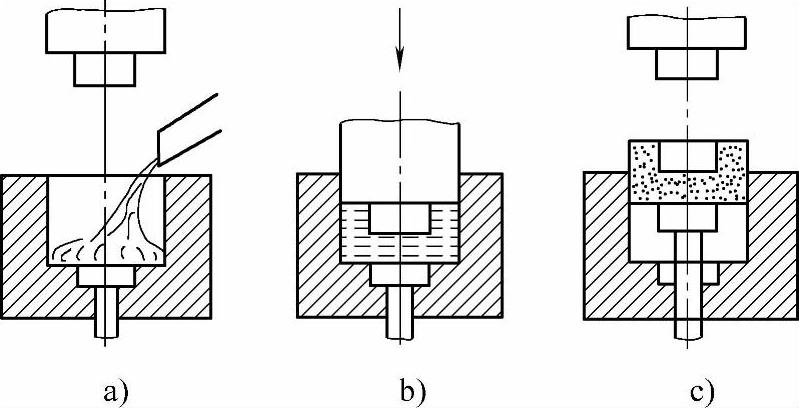
图3-79 液态模锻成形方法简图
a)浇注 b)施压保压 c)卸压并顶出
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。