



近年来,轧制工艺生产零件在机械制造业中得到了较广泛的应用。因为它具有生产率高、质量好、成本低、并可大量减少金属材料消耗等优点。根据轧辊轴线与坯料轴线方向的不同,轧制分为纵轧、辊轧、横轧、连铸连轧等几种。
(1)纵轧 纵轧是轧辊轴线相平行,旋转方向相反,轧件作直线运动的轧制。包括各种型材的轧制和辊锻等。
辊锻是用一对反向旋转的扇形模具使坯料产生塑性变形,从而获得所需锻件或锻坯的锻造工艺,如图3-72所示。辊锻既可作为模锻前的制坯工序,也可直接辊锻锻件。目前,成形辊锻适用于生产如下三种类型锻件。
1)扁断面的长杆件,如扳手、活扳手、链环等。
2)带有不变形头部而沿长度方向横截面面积递减的锻件,如叶片等。叶片辊锻成形与铣削成形相比,材料利用率提高4倍,生产率高2.5倍,且叶片质量好。
3)连杆件。用辊锻工艺锻制生产率高,工艺过程简化,但需进行后续的精整加工。
(2)辊轧 辊环轧制是用来扩大环形坯料的外径和内径,以得到各种环状毛坯或零件的轧制过程,如图3-73所示。用它代替锻造方法生产环形锻件,节省金属15%~20%。
这种方法生产的环类件,其横截面可以是多种形状的,如火车轮轮箍、大型轴承圈、齿圈、法兰等。
(3)横轧 横轧是轧辊轴线与坯料轴线互相平行的轧制方法。常见的有以下几种:
1)齿轮齿形轧制是一种净形或近净形加工齿形的新技术,如图3-74所示。在轧制前将坯料外圆加热,然后将带齿形的轧轮做径向进给,迫使轧轮与坯料对辗。在对辗过程中,坯料上一部分金属受压形成齿谷,相邻部分的金属被轧轮齿部“反挤”而形成齿顶。直齿和斜齿均可用热轧成形。
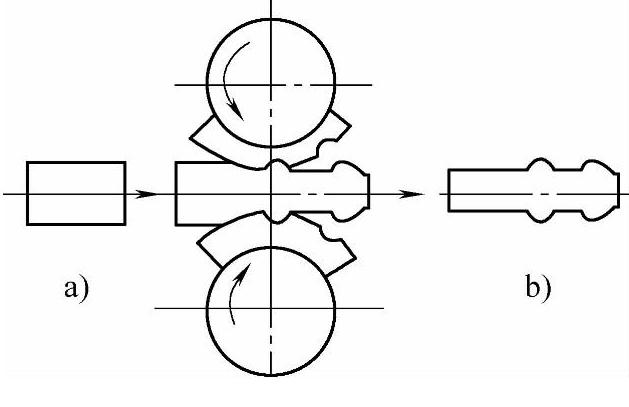
图3-72 辊锻示意图
a)坯料 b)成品
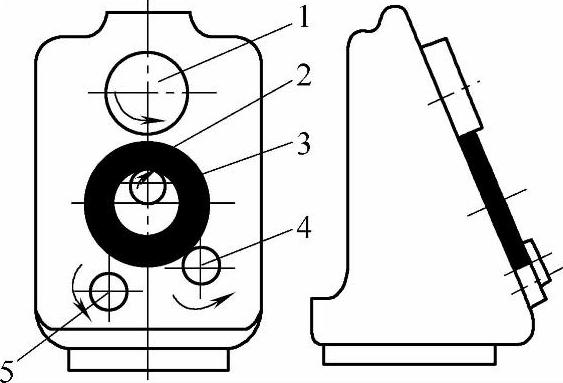
图3-73 辊环轧制示意图
1—驱动辊 2—毛坯 3—从动辊 4—导向辊 5—信号辊(https://www.xing528.com)
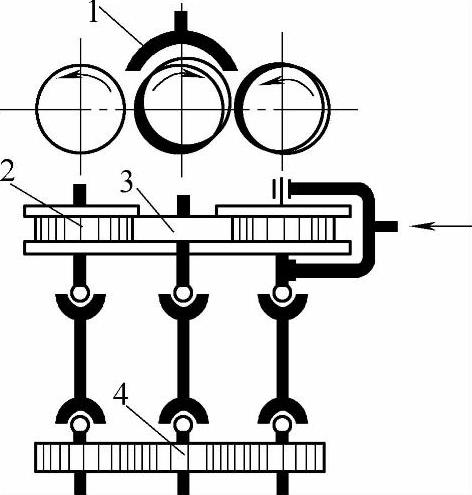
图3-74 热轧齿形示意图
1—感应加热器 2—轧轮 3—坯料 4—导轮
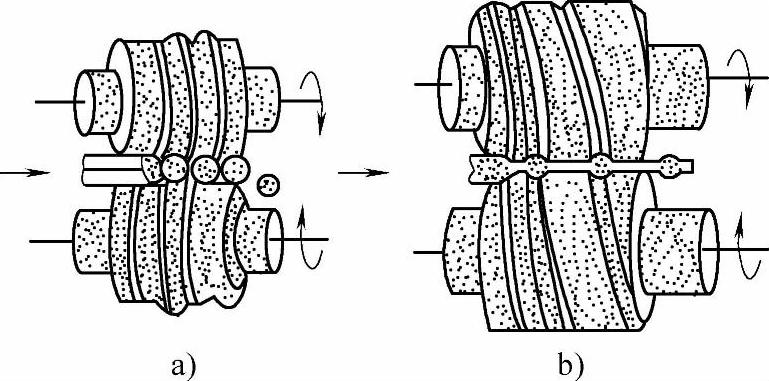
图3-75 螺旋钢轧示意图
a)钢球轧制 b)周期性轧制
2)螺旋斜轧是用两个带有螺旋形槽的轧辊,相互交叉成一定角度,并做同方向旋转,使坯料在轧辊间既绕自身轴线转动,又向前推进,同时辊压成形,得到所需产品。如钢球轧制(见图3-75a)、周期性毛坯轧制(见图3-75b)、冷轧丝杠、带螺旋线的高速钢滚刀毛坯轧制等。
3)楔横轧是用两个外表面镶有楔形凸块,并作同向旋转的平行轧辊对沿轧辊向送进的坯料进行轧制成形的方法,如图3-76所示。楔横轧还有平板式、三轧辊式和固定弧板式三种类型。
楔横轧的变形过程主要是靠轧辊上的楔形凸块压延坯料,使坯料径向尺寸减小、长度尺寸增加。它具有产品精度和品质较好,生产率高,节省原材料,模具寿命较高,且易于实现机械化和自动化等优点。但楔横轧仅限于制造阶梯轴类、锥形轴类等回转体毛坯或零件,如图3-77所示。

图3-76 两辊式楔横轧
1—导板 2—带楔形凸块的轧辊 3—轧件

图3-77 部分楔横轧产品形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。