



【摘要】:冲模是冲压板料成形生产中必不可少的模具。冲模结构是否合理对冲压生产的效率和模具寿命等都有很大影响。冲模按基本构造可分为简单模、连续模和复合模三类。图3-61所示为落料及冲孔复合模。复合模生产率较高,冲压件相互位置精度高,工件平整程度好。不足是冲模复杂,凸凹模的强度受冲压件形状影响。
冲模是冲压板料成形生产中必不可少的模具。冲模结构是否合理对冲压生产的效率和模具寿命等都有很大影响。冲模按基本构造可分为简单模、连续模和复合模三类。
1.简单模
简单模是指压力机的一次行程中只能完成一道工序的模具。图3-59所示为落料用的简单模。模具成本低,只适用于小批单件生产。
2.连续模
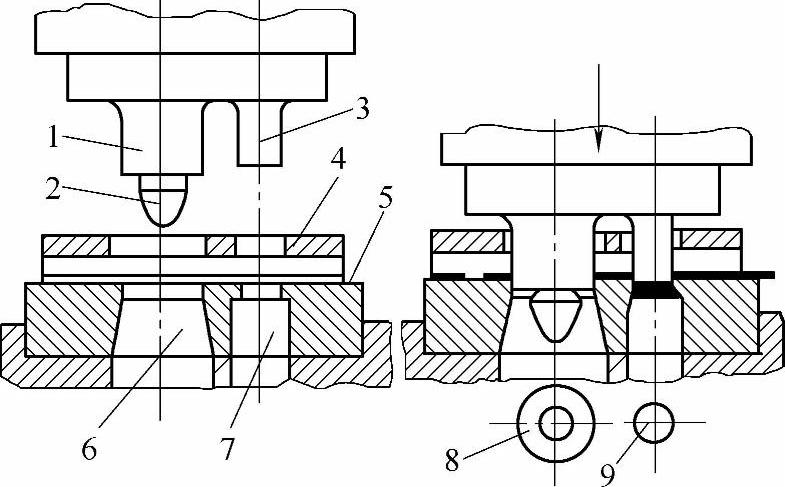
连续模是指压力机在一次行程内在不同部位完成两道或两道以上冲压工序的模具。这种模具提高了生产效率,图3-60所示为落料冲孔连续模。设计此类模具要注意各工位之间的距离、零件的尺寸、定位尺寸及搭边的宽度等。生产率较高,易实现机械化和自动化。
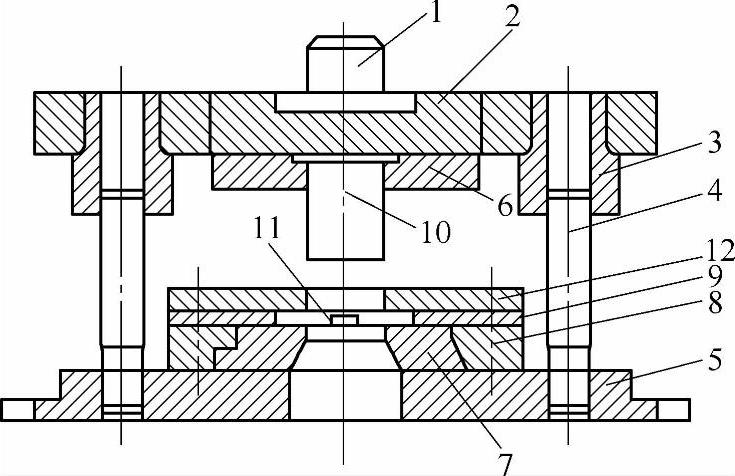
图3-59 简单模
1—模柄 2—上模板 3—导套 4—导柱 5—下模板 6、8—压板 7—凹模 9—导板 10—凸板 11—定位销 12—卸料板
 (https://www.xing528.com)
(https://www.xing528.com)
图3-60 连续模
1—落料凸模 2—定位销 3—冲孔凸模 4—卸料板 5—坯料 6—落料凹模 7—冲孔凹模 8—成品 9—废料
3.复合模
复合模是指在压力机的一次行程中,在模具同一部位同时完成两道工序以上的模具。图3-61所示为落料及冲孔复合模。此类模具的最大特点是有一个凸凹模,图3-61所示的凸凹模的孔为落料的凸模刃口,而内孔则为冲孔的凹模,因此压力机一次行程可完成落料和冲孔。复合模生产率较高,冲压件相互位置精度高,工件平整程度好。不足是冲模复杂,凸凹模的强度受冲压件形状影响。复合模用于批量大、精度高的冲压件。缺点是模具成本高,只适用于大批量生产。
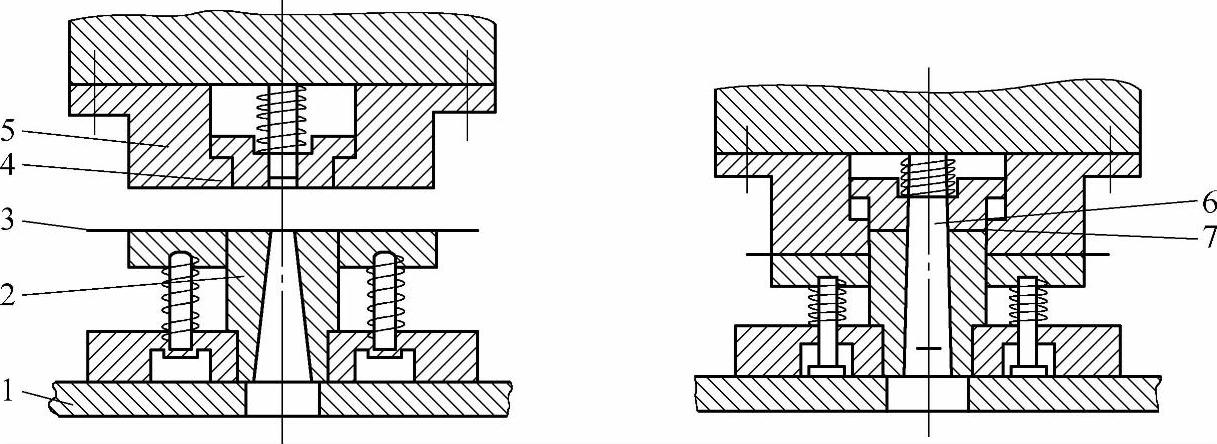
图3-61 落料及冲孔复合模
1—模板 2—凸凹模 3—坯料 4—压板(卸料器) 5—落料凹模 6—冲孔凸模 7—零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。