



任务目标
1.能够描述数控机床产生急停报警的故障现象。
2.能够叙述数控机床急停、行程限位的功能及电路的控制原理。
3.能够叙述数控机床系统ESP信号脚与主机的I/O接口。
4.通过查阅相关资料,能够分析系统数控机床急停报警故障的原因,能够掌握该故障的处理方法。
5.在教师指导下,能够以小组合作的方式制订数控机床急停报警的故障维修计划并排除故障。
6.能够根据数控机床的完好标准对维修机床的质量进行检查。
7.能够对完成工作任务的情况进行评价。
建议学时 60学时。
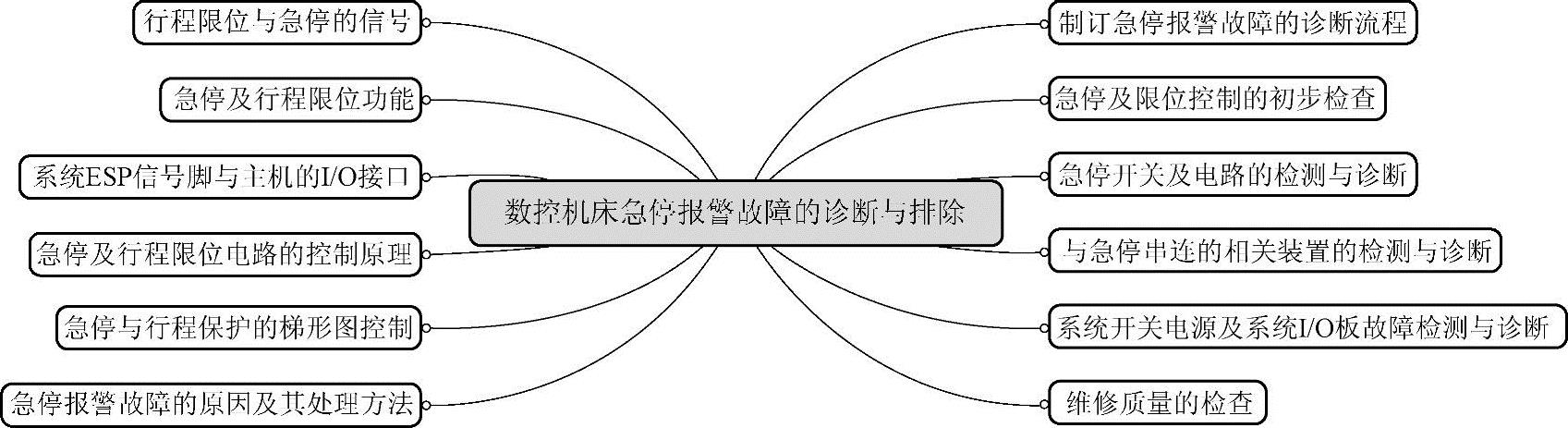
内容结构
任务描述
GSK980TD车床在程序回零时突然出现急停报警,之后所有运行功能停止。维修技术人员到达现场,进行故障确认,并按数控机床的维修要求对该数控机床故障进行诊断维修。
【任务准备】
一、受理故障报修
引导问题 接到数控机床故障报修通知时,需要了解报修单的哪些内容?
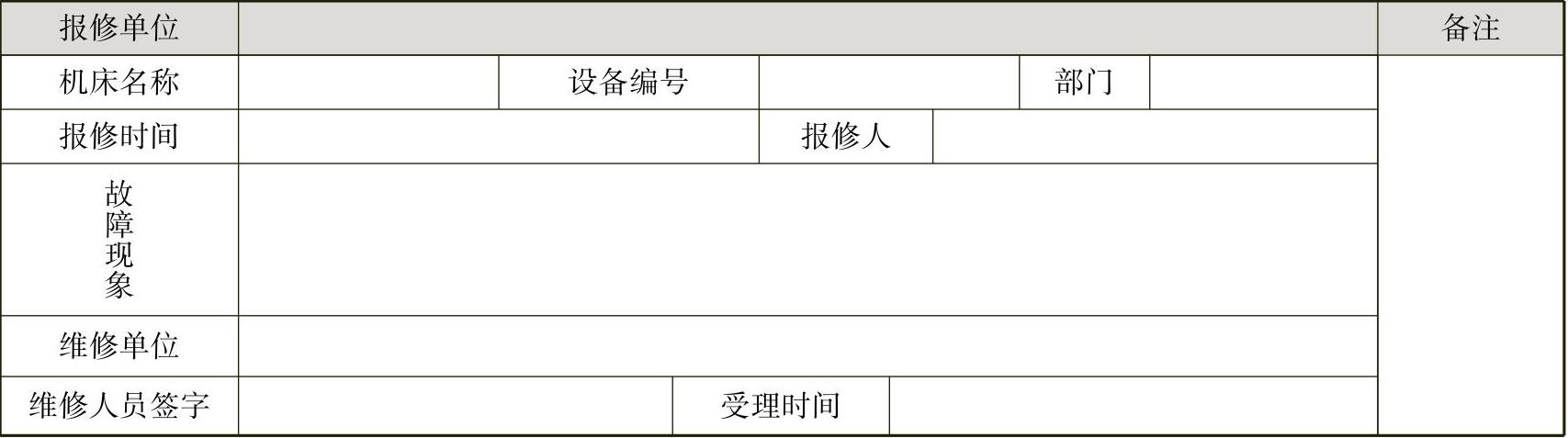
数控机床故障报修单见表5-1。
表5-1 数控机床故障报修单
二、初步检查
引导问题 维修工到达车间对设备故障进行初步判断时,需要进行哪些基本检查?
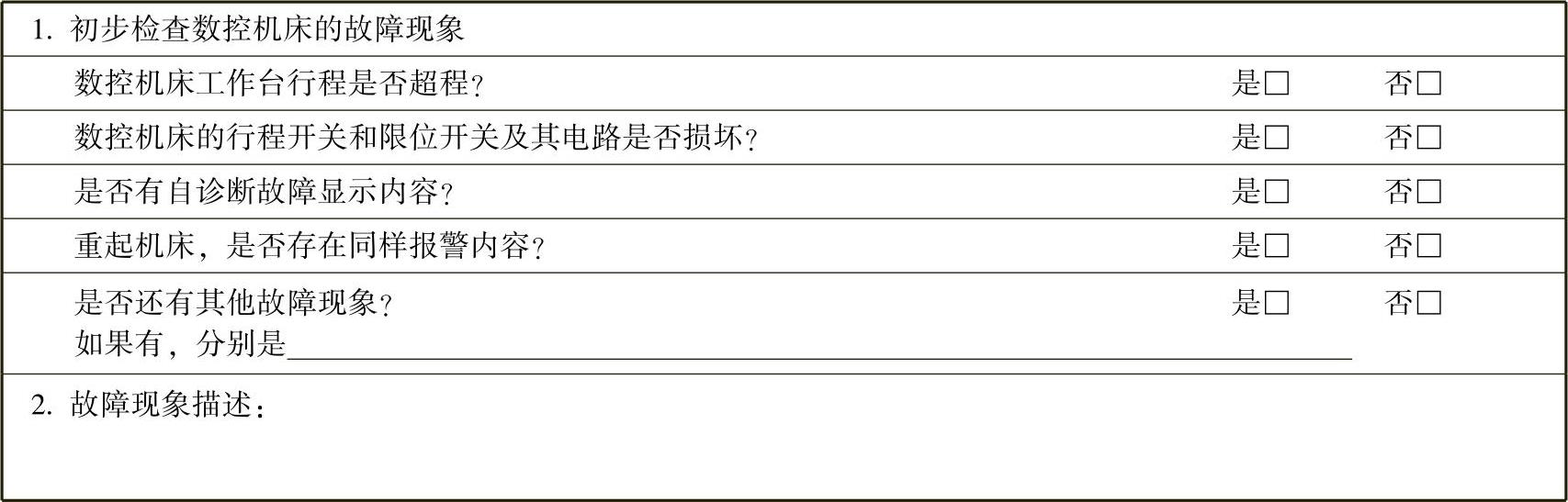
对数控机床进行检查,尝试进行解除报警但没有消除。此时,需要进行基本检查,并将检查情况填写在表5-2中。
表5-2 检查情况
三、收集故障信息
数控机床除在机床控制面板上有急停按钮外,手持单元和机床侧也都安装有急停按钮。所有的急停按钮串联在一起,按下任何一个按钮,都将产生急停,因此,产生急停报警的故障原因较多。在检测维修前,必须对急停报警的故障原因进行分析,然后进行检查。引导问题 GSK980TD车床行程限位信号与急停信号有哪些?
1.∗ESP:急停信号,与____V断开有效。
1)诊断号:

2)状态参数号:

MESP=____:急停功能有效。 MESP=1:急停功能无效。
2.信号内部连接。急停信号∗ESP电路如图5-1所示。
当触点断开时,急停信号与+24V断开,机床紧急停止,M03、M04、M08、M32信号____,系统准备好信号nMRDY触点断开,同时关闭____、Z轴的脉冲输出。
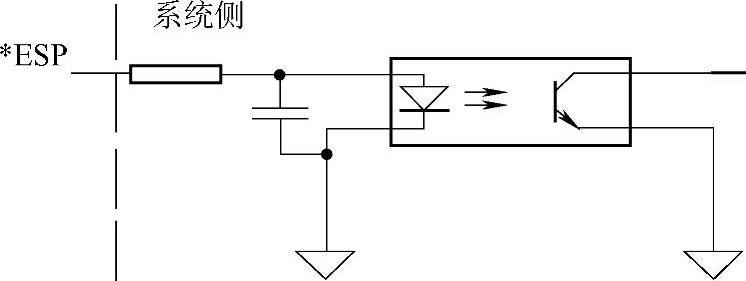
图5-1 急停信号电路
引导问题 GSK980TD车床急停及行程限位有什么功能?
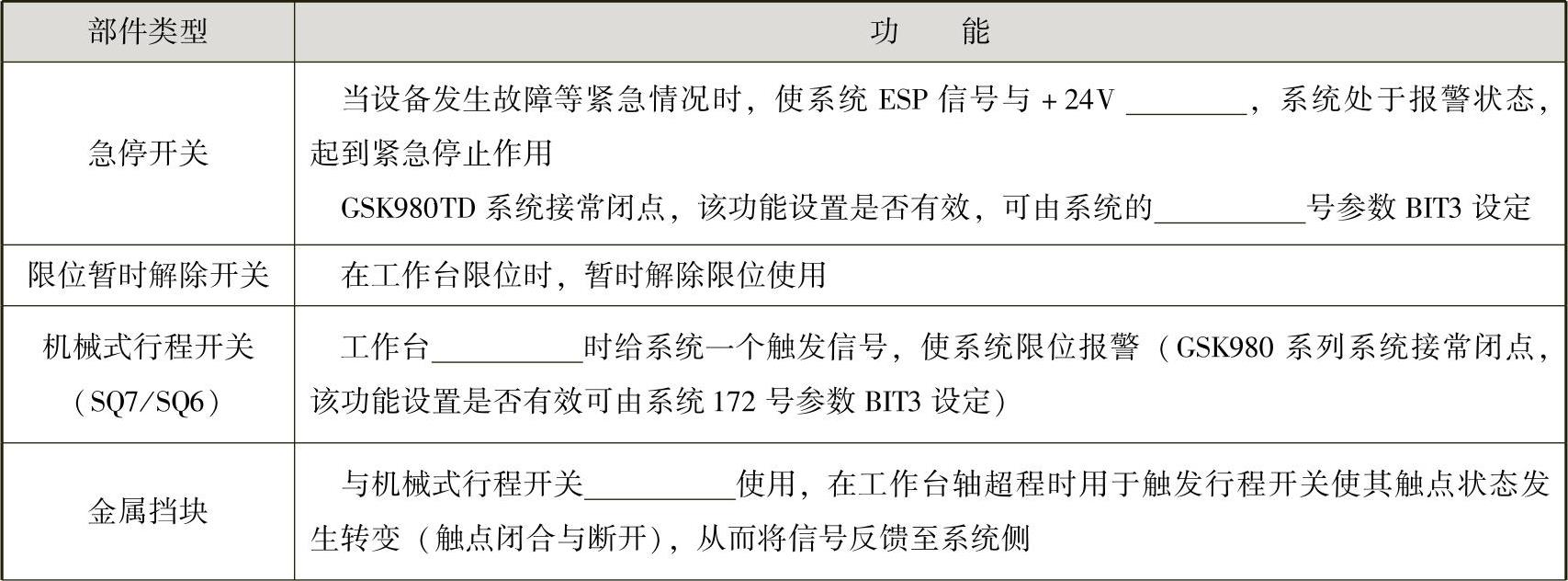
GSK980TD车床的主要部件有急停开关、三位式机械式行程开关(SQ7/SQ6)、金属块和导线,见表5-3。
表5-3 GSK980TD车床主要部件的功能
(续)

引导问题 GSK980TD车床的急停及行程限位电路控制原理是怎样的?
系统ESP信号脚为系统主机I/O接口XS40的第____脚,当系统172号参数中BIT3为____时(急停功能设置有效),用手压下急停开关,由于系统原ESP信号脚输入____V高电平信号截止,这时系统显示器左下角会出现急停两个字闪烁,系统处于急停状态(诊断信息DGN.001可监测急停输入信号的状态),直到ESP回路再次导通(把急停开关旋转起)或将系统172号参数BIT3改为____(屏蔽急停功能有效)时,系统报警方可解除。急停、行程开关连接方式如图5-2所示。
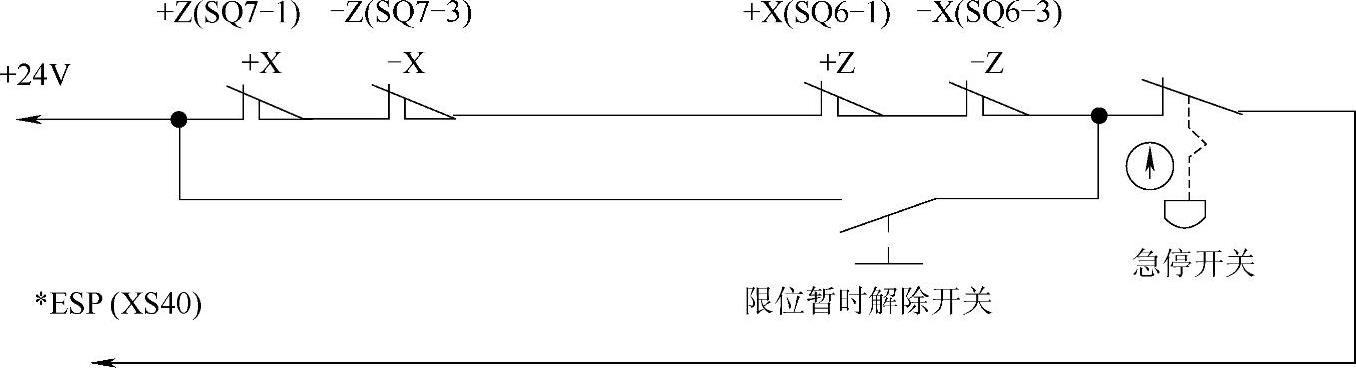
图5-2 行程开关连接
如图5-2所示,当工作台超出机床出厂设定的行程位置时,安装在工作台上的金属挡块____到相应的行程开关上(SQ6-1、SQ6-3、SQ7-1、SQ7-3)。这时,行程开关上的____触点断开。使系统ESP信号脚输入+24V高电平信号截止,系统处于报警状态。与压下急停开关不一样的是,此时只需通过按住限位暂时解除开关不放(使ESP信号脚再次与+24V导通,系统急停报警解除),同时往返方向移动工作台,使金属挡块脱离行程开关,行程开关常闭点____,放开限位暂时解除开关。
引导问题 GSK980TD车床的系统ESP信号脚与主机的I/O接口之间有什么关系?
1.第一类I/O端口上的X地址范围:X0000.0~X0003.7,分别分配给CNC的XS40和XS41两个I/O端口,包括固定地址和可定义地址。I/O端口上的X地址分配如图5-3所示。
2.第二类地址(X0020.0~X0026.7)分配给操作面板的输入键,均为固定地址。____、X0000.5和X0001.3分别对应XDEC、ESP和____信号,在CNC运行时,可以直接引用这些信号,以供CNC识别。连接时,务必确认这些信号连接正确。
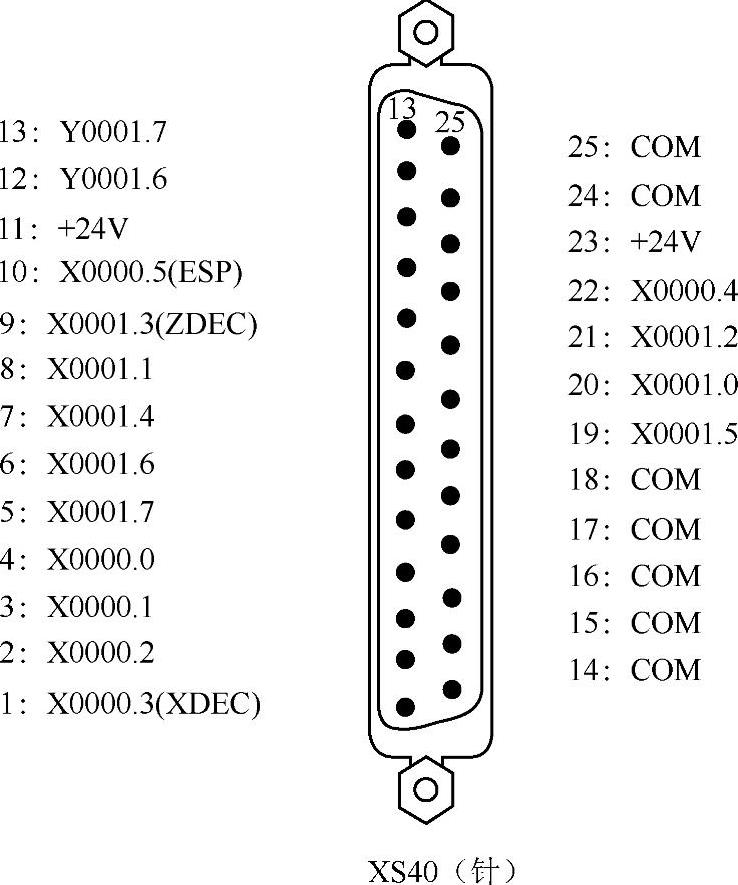
图5-3 XS40I/O端口对应X信号
引导问题 如何控制GSK980TD数控机床的急停与行程保护?
1.行程限位的梯形图控制,如图5-4所示,+L1~+L2(G114.0~G114.1)和-L1~-L2(G116.0~G116.1)为CNC____信号,当轴移动超出机床限位开关设定的行程____点时,限位开关动作,刀具减速并停止,显示____报警。
PLC→NC信号表明控制轴已超出行程,当G114.0~G114.1或G116.0~G116.1某一个为____电平时,该控制轴的这个方向都具有该信号,NC检测到此信号便立即产生报警。
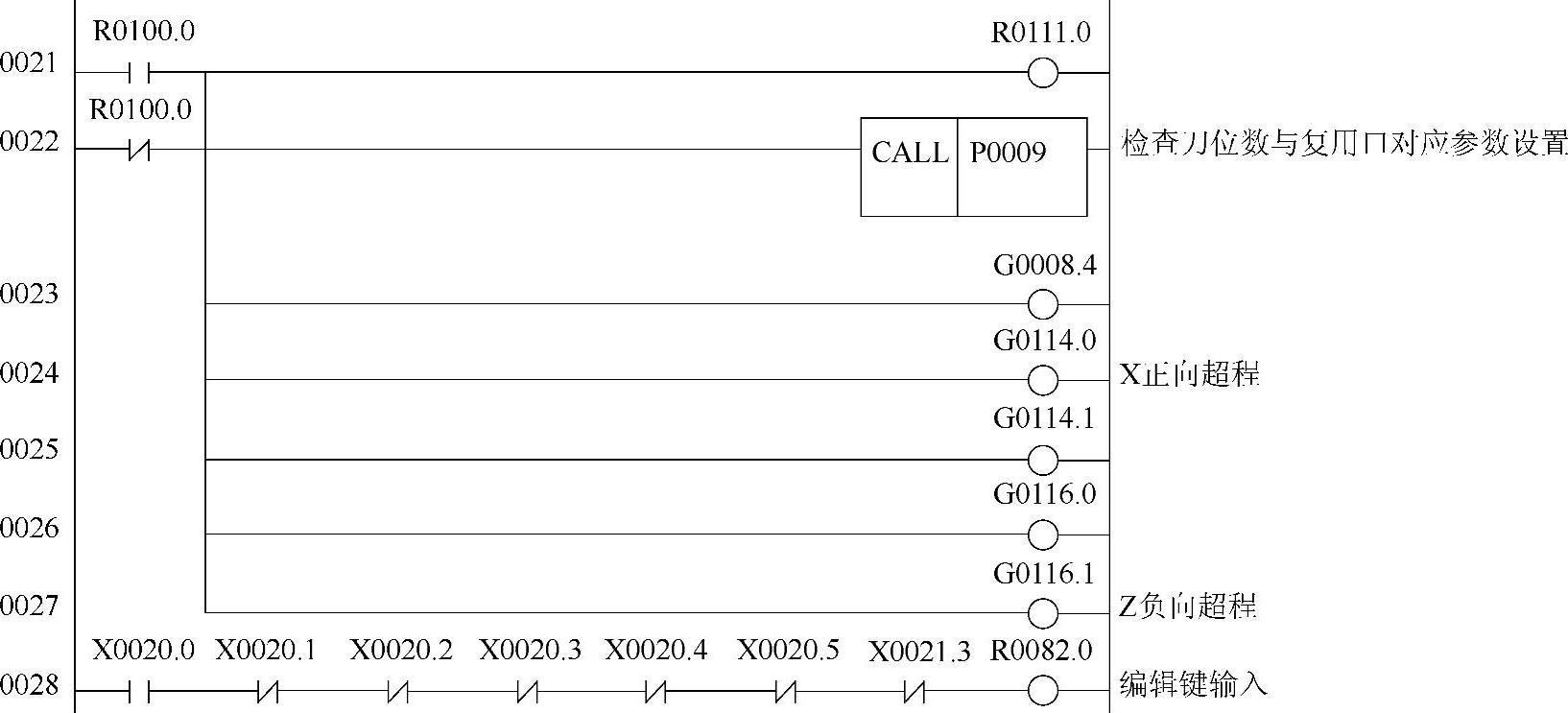
图5-4 行程保护梯形图
2.急停的梯形图的控制,如图5-5所示。对于ESP信号的处理如下:当外接急停信号____没有被屏蔽时,机床→NC,NC检测到外部急停信号X0.5为0便立即产生急停报警(无论CNC是否配置PLC程序),CNC复位,机床运动停止。急停信号ESP地址为____:PLC→NC;当G8.4为0电平时,NC检测到此信号便立即产生____报警。
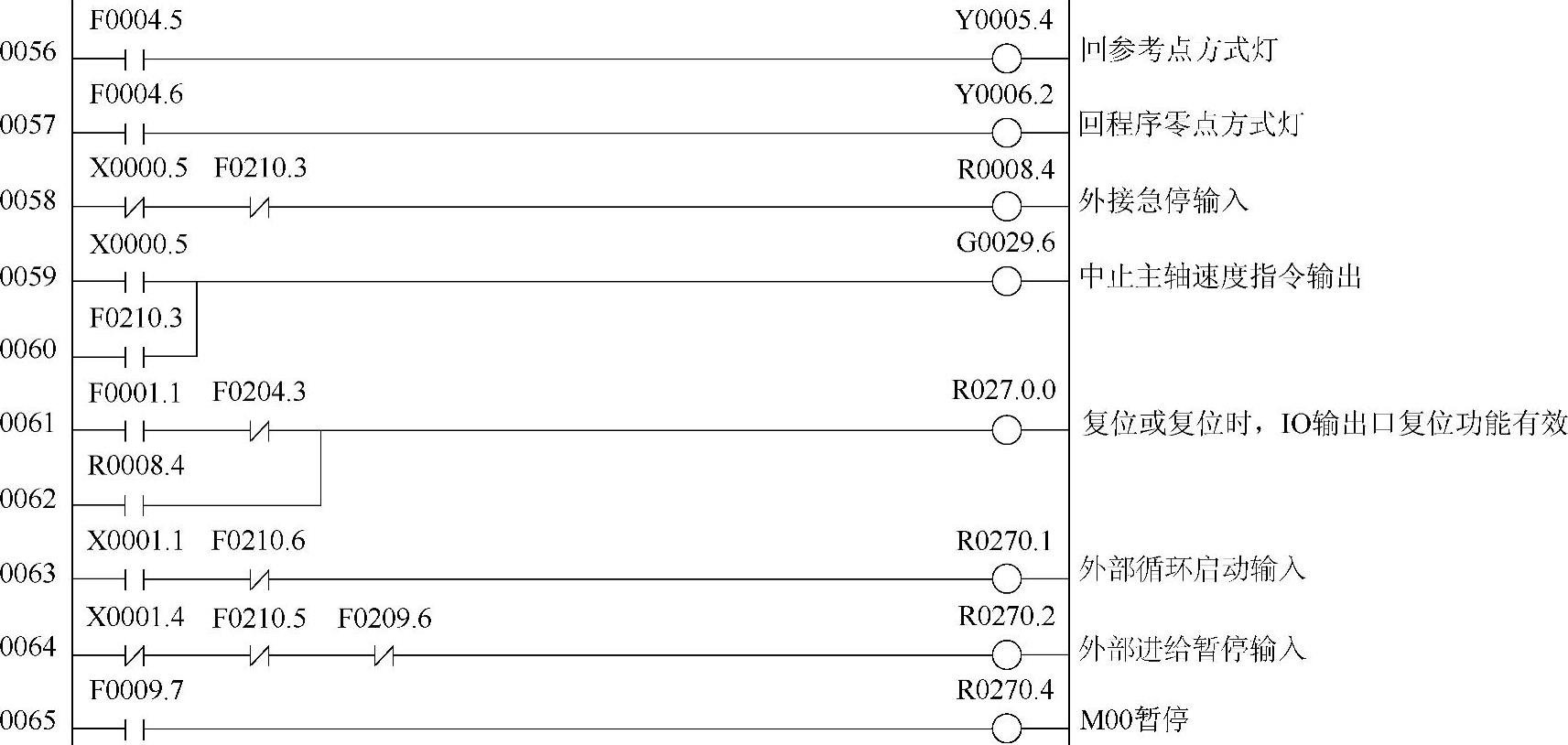
图5-5 急停控制梯形图
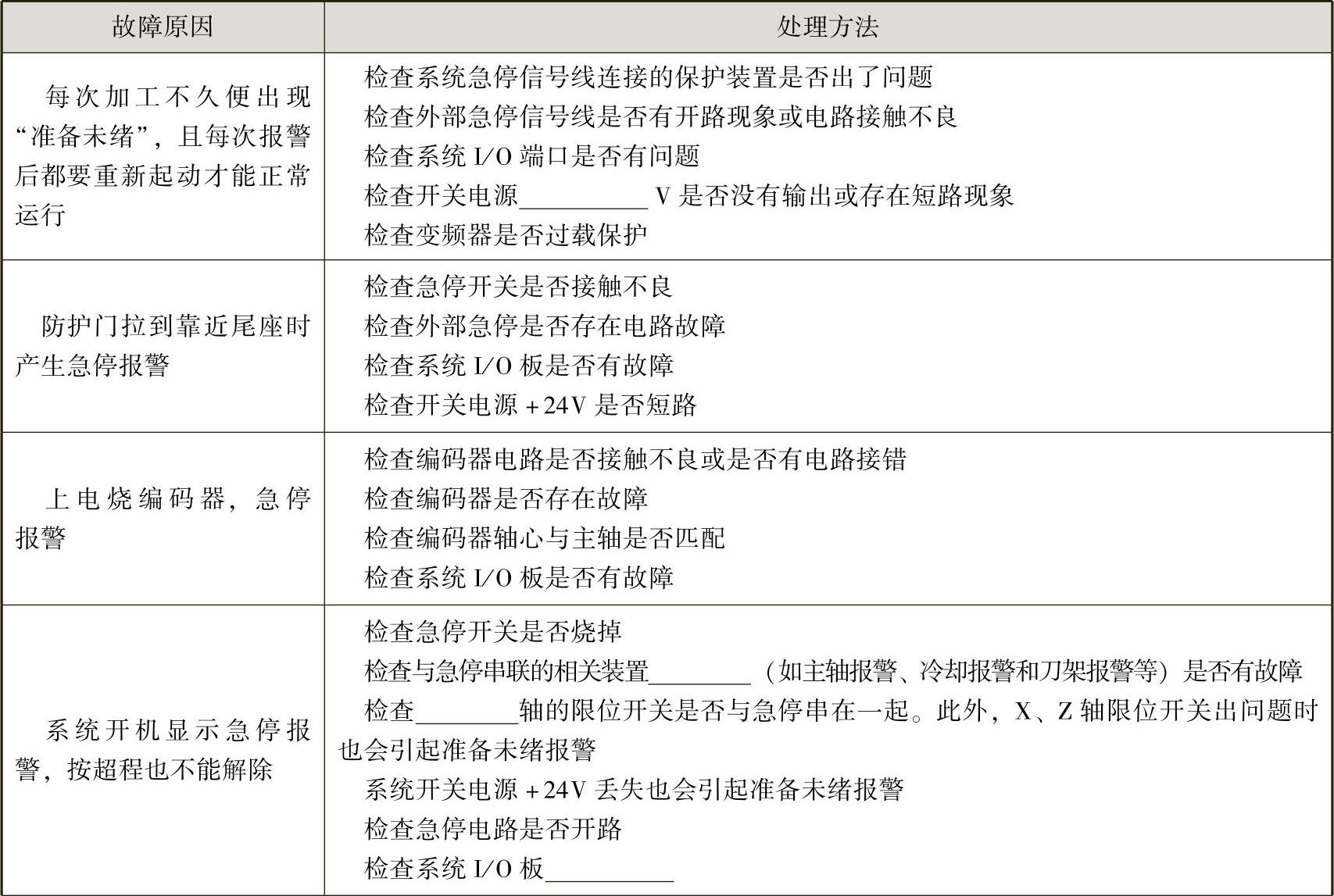
引导问题 机床产生急停报警的常见故障原因及其处理方法有哪些(表5-4)?
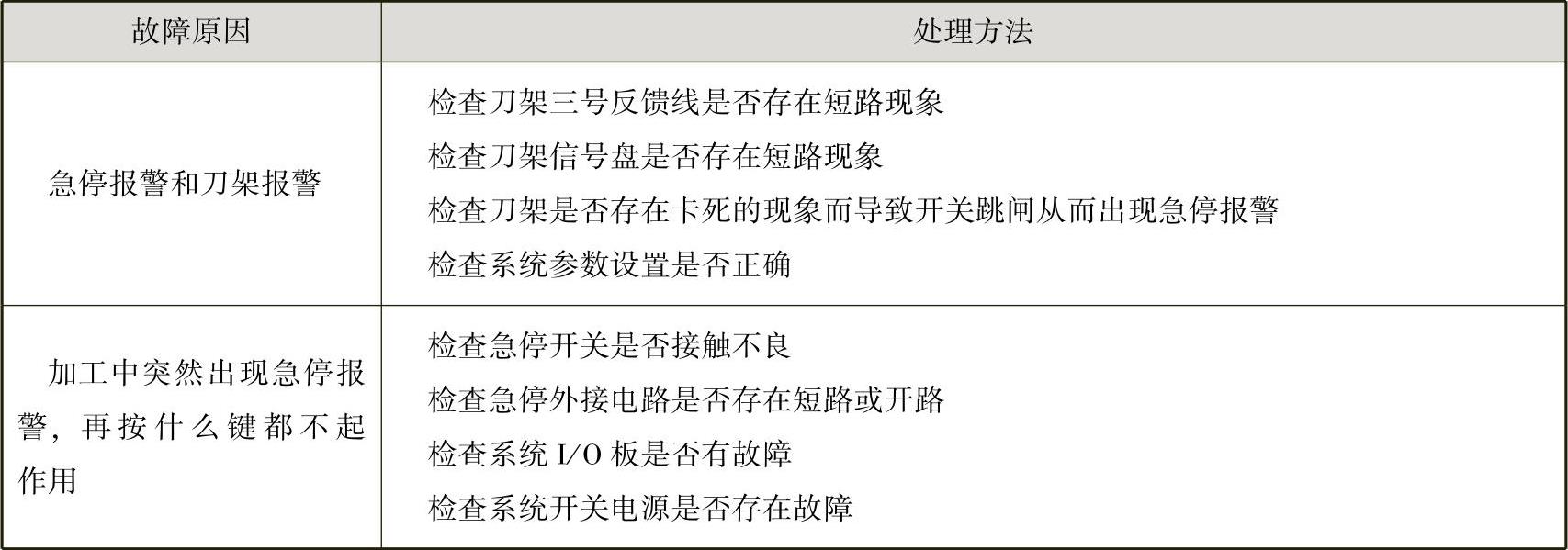
表5-4 机床产生急停报警的故障原因及处理方法
(续)
【计划与实施】(https://www.xing528.com)
一、制订维修计划
根据故障现象,分析数控机床产生急停报警的故障原因,并制订合理的维修计划,同时准备维修时要用的工具和材料。
引导问题 急停报警的故障判断流程是什么样的?
按照先简后繁,先参数后机械、电气检测的维修原则,急停报警的故障判断流程如图5-6所示。
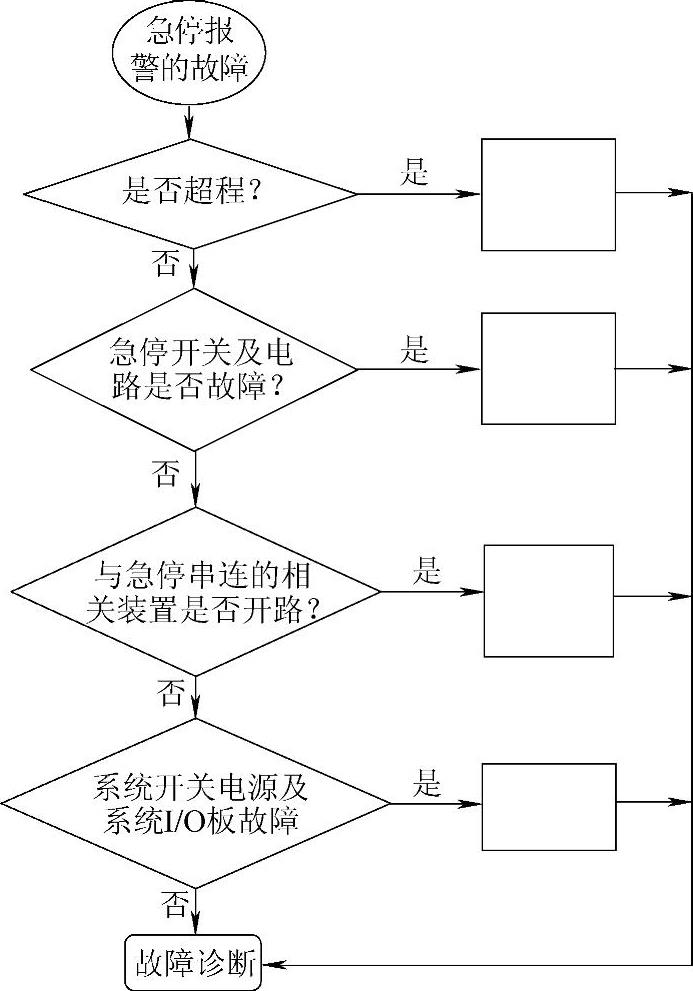
图5-6 故障诊断流程
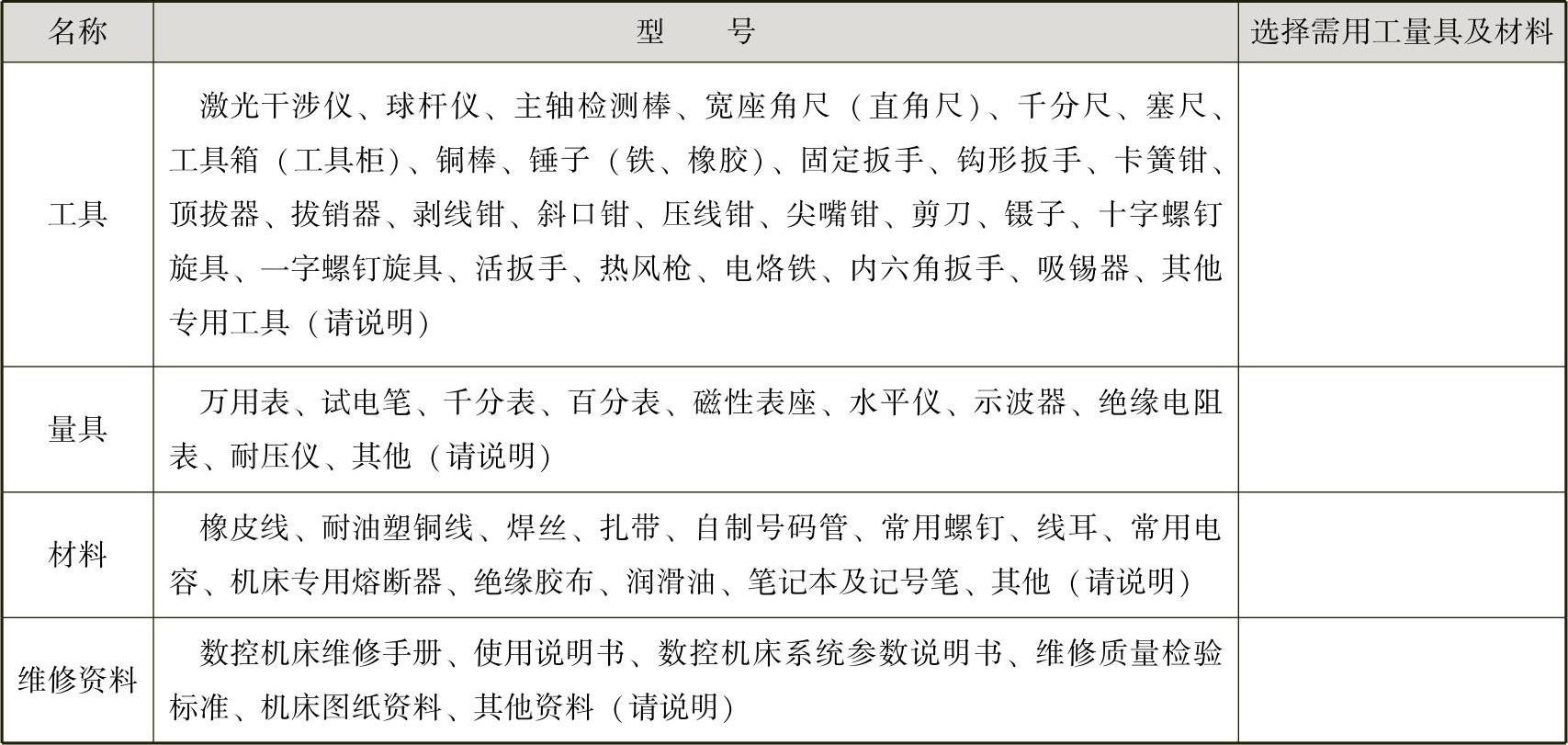
引导问题 需要的维修资料及工量具有哪些(表5-5)?
表5-5 维修资料及工量具
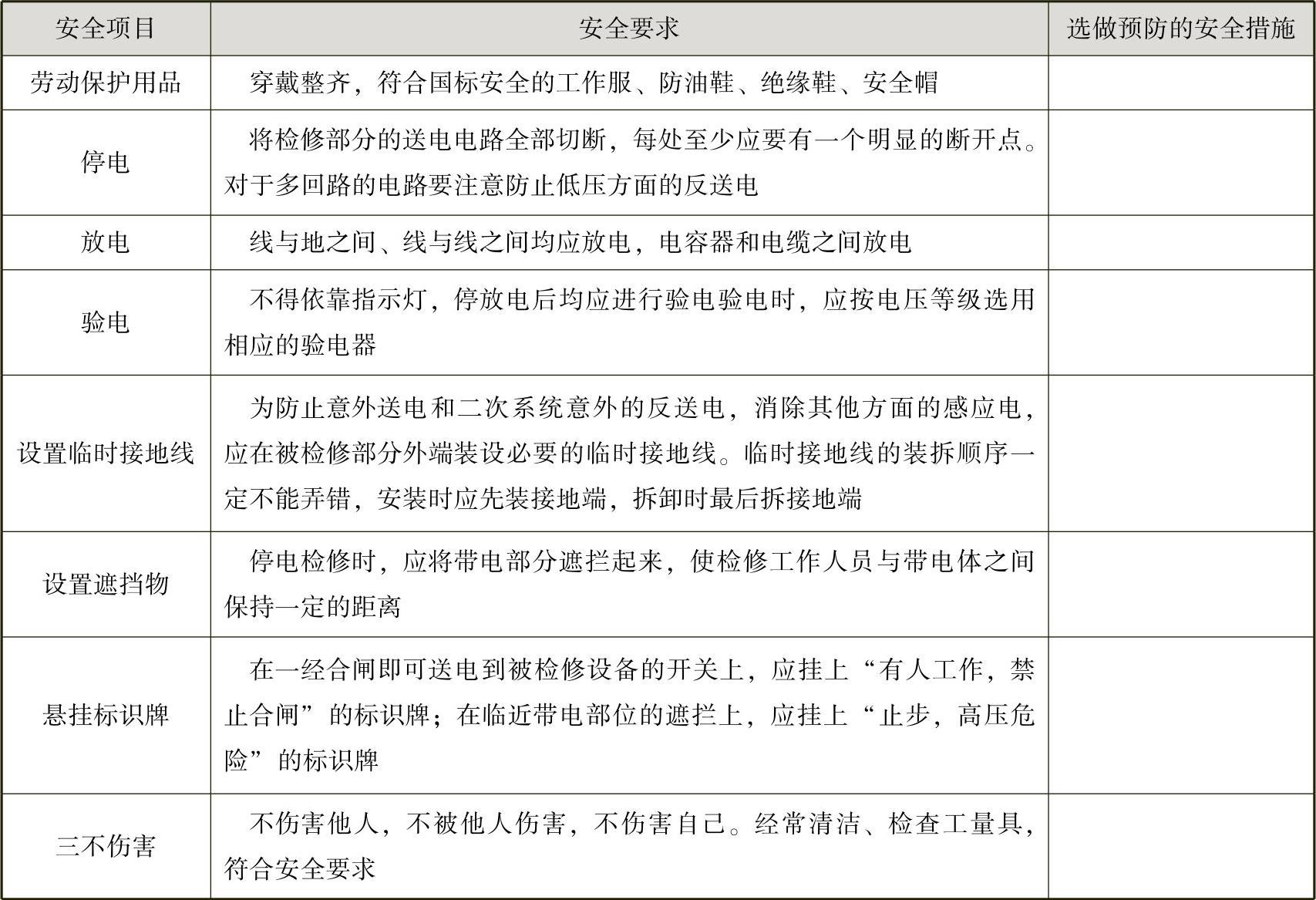
引导问题 在进行故障诊断与维修工作中有哪些安全注意事项(表5-6)?
表5-6 安全注意事项
二、实施维修操作
引导问题 如何进行机床急停及限位控制的初步检查?
1.观察硬限位是否碰到了____开关,机床行程开关是否在挡块的极限范围内。
2.观察开关的接线情况是否良好,触点____。
3.观察有无机械碰撞、积尘和摩擦等控制电路____路。
4.再查看报警信息,是否为机床软限位报警。
引导问题 如何检测急停开关及电路?
1.检查急停开关是否已经损坏。将急停开关面板卸下,检查急停开关是否____,在通、断操作下用万用表____的挡测量是否正确。
2.检查急停按钮,正常情况下应该是常____的。
3.由于X、Z轴限位开关与急停开关____在一起,X、Z轴限位开关____可引起准备未绪报警。检查4个方向的限位开关(应该是常____的),以及这些之间的连线。
引导问题 如何检测与急停串联的相关装置?
1.与急停串联的相关装置有主轴报警、冷却报警和刀架报警等,检查是否____,有无报警出现。
2.检查急停电路是否____。检查____开关有无进油进水,有无锈蚀,有无接触不良。检查____开关的滚轮压下后能否弹出来。通常情况下,压下该开关后会产生急停报警,复位后能消除。
3.经触摸与轻敲击,数控系统的插头看是否松动。
4.检查电柜里的急停。检查____开关相关接线端子是否松动。如果接线端子松动,那么就有可能出现由于机床工作时的振动而导致的接触不良。
引导问题 如何检测系统开关电源及系统I/O板故障?
1.用万用表检查系统电源开关____V是否失电;经测量,电源电压正常。
因为____V经过____(填元件名称)送到CNC的急停输入口,所以只要中间有一处断开就会产生ESP输入开路,急停报警。
2.检查系统I/O板是否坏掉。经仔细检查,在与____端口X信号连接的I/O模块上有一触脚是虚焊,明显有松动痕迹。最终清理触脚部位处,并重新焊接。起动机床试车,正常。
三、质量检查
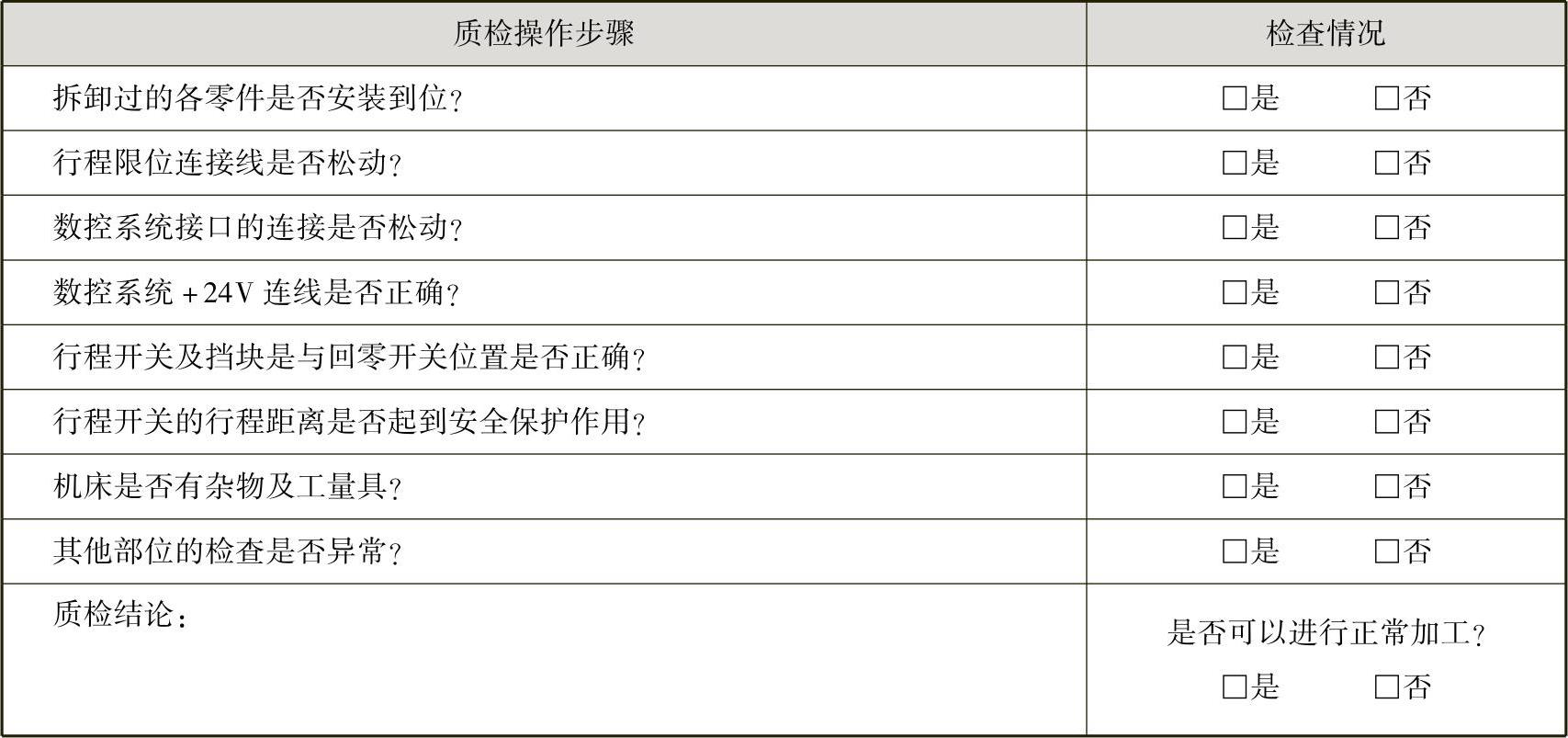
引导问题 维修质量的检查包括哪些项目(表5-7)?
表5-7 维修质量的检查
【评价与反馈】
完成本任务后,请对工作进行评价。自我评价由学习者本人填写,小组评价由组长填写,教师评价由任课教师填写。
一、验收交接
引导问题 数控机床故障排除后试运行是交付使用的重要环节,交接过程中要注意哪些问题?
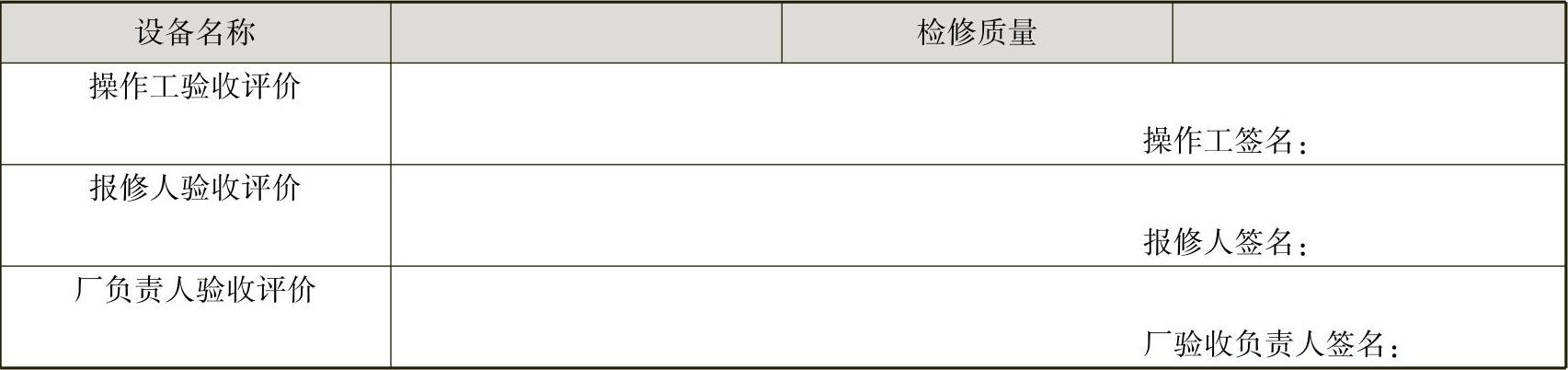
数控机床产生急停报警的故障排除后验收交接,要针对维修的故障内容部分进行验收。与报修人员确认故障排除,提出造成本次故障的原因,提出机床维护保养的要求,并填写验收交接表(表5-8)。
表5-8 验收交接表

(续)
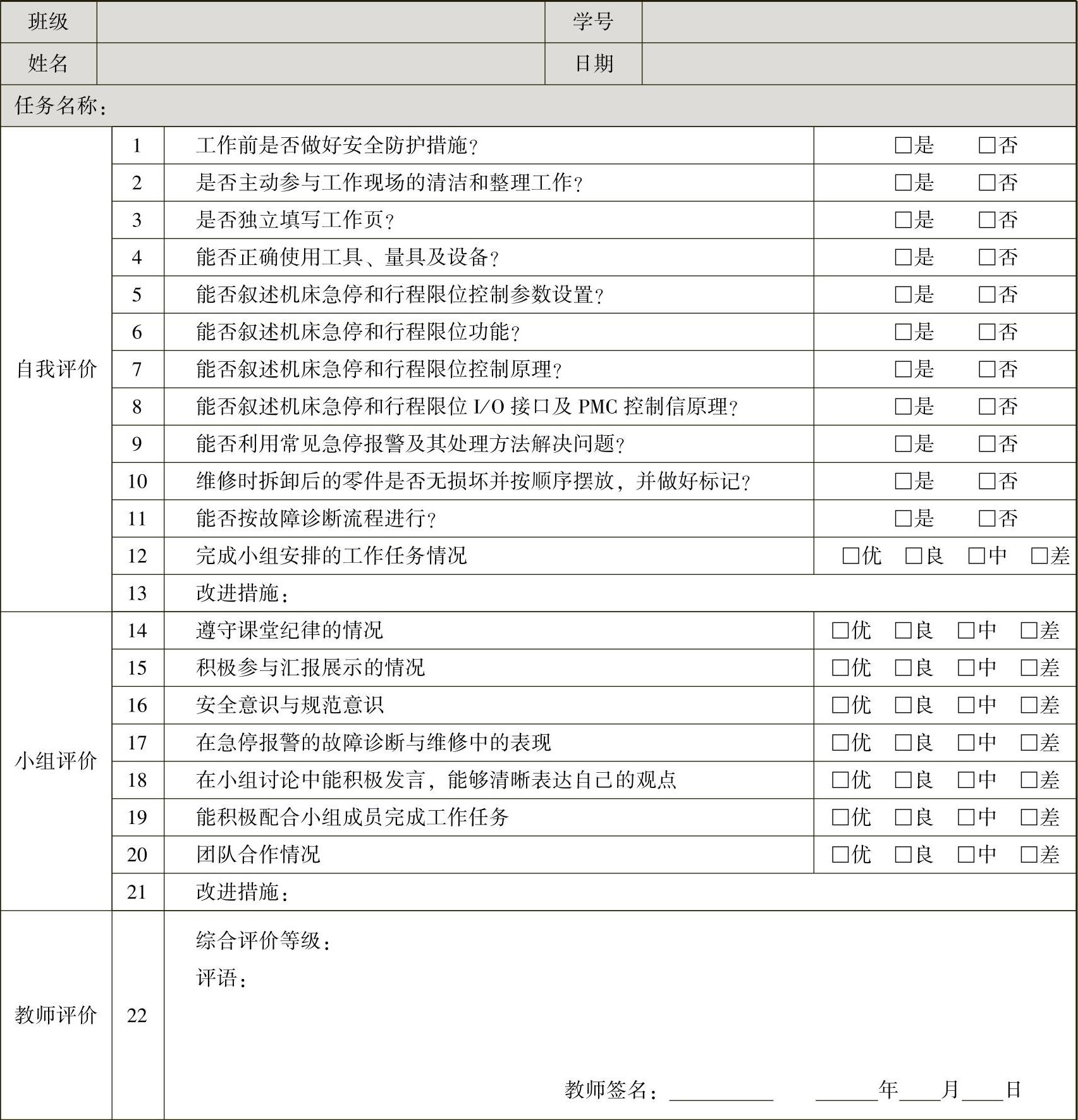
引导问题 如何对本任务进行评价(表5-9)?
表5-9 任务评价
二、拓展任务———FAUNC-MATE-0iTD系统数控机床超程报警的故障诊断与维修
1.找不到参考点导致机床超程报警。
超程梯形控制如图5-7所示,机床回零过程无减速动作或一直以减速回零,多数原因为减速开关及接线故障。
机床回零动作正常,但系统得不到一转信号。原因可能是电动机编码器及接线或系统轴板故障。
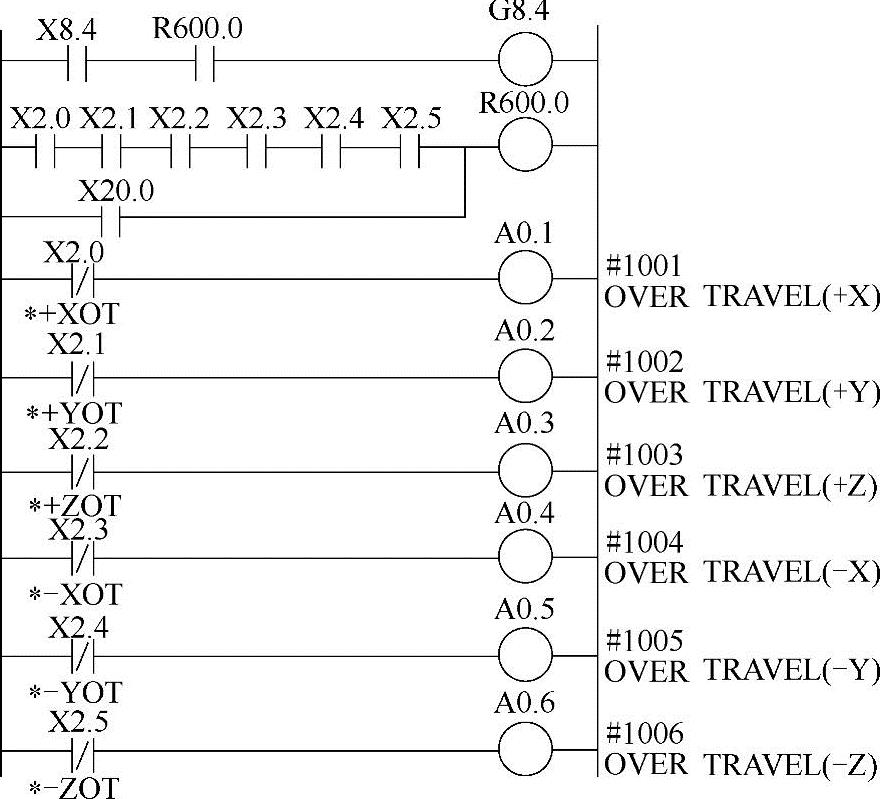
图5-7 超程梯形控制
X20.0———机床超程释放按钮开关 X2.0———X轴正向超程限位开关
X2.1———Y轴正向超程限位开关 X2.2———Z轴正向超程限位开关
X2.3———X轴负向超程限位开关 X2.4/X2.5———Y/Z轴负向超程限位开关
2.数控机床软件超程报警及处理方法。
1)系统存储行程极限值的设定方法。如图5-8所示,把A、B值转换成系统的检测单位后,分别输入到系统参数的1320和1321中,从而完成系统存储行程极限值的设定。
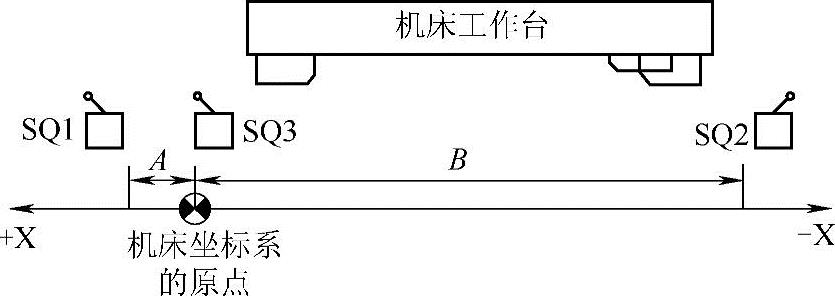
图5-8 行程极限值控制
2)系统软件超程报警的处理方法。
①当系统出现软件超程报警时,系统状态开关工作在手动连续进给状态(JOG)。按下超程报警轴的反方向按钮开关,使机床反方向退出超程范围,然后按下系统复位键<RE-SET>使系统复位。
②如果机床出现软件超程且系统处于死机状态时,首先把存储行程极限参数设定为无效,即参数1320设定为99999999,参数1321设定为-99999999,然后将系统断电并重新上电,进行机床返回参考点操作后,再按原来机床软限位坐标值重新设定系统的存储行程极限参数。
③如果机床还出现超程报警或系统死机,则需要把系统参数全部清除,再重新恢复系统参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。