



任务目标
1.能够描述数控机床电动刀架不转的故障现象。
2.能够叙述数控机床电动刀架的机械结构及工作原理。
3.能够叙述四工位电动刀架的控制过程。
4.通过查阅相关资料,能够分析系统数控机床电动刀架不转的故障原因,能够掌握该故障的处理方法。
5.在教师指导下,能够以小组合作的方式制订数控机床电动刀架不转的故障维修计划并排除故障。
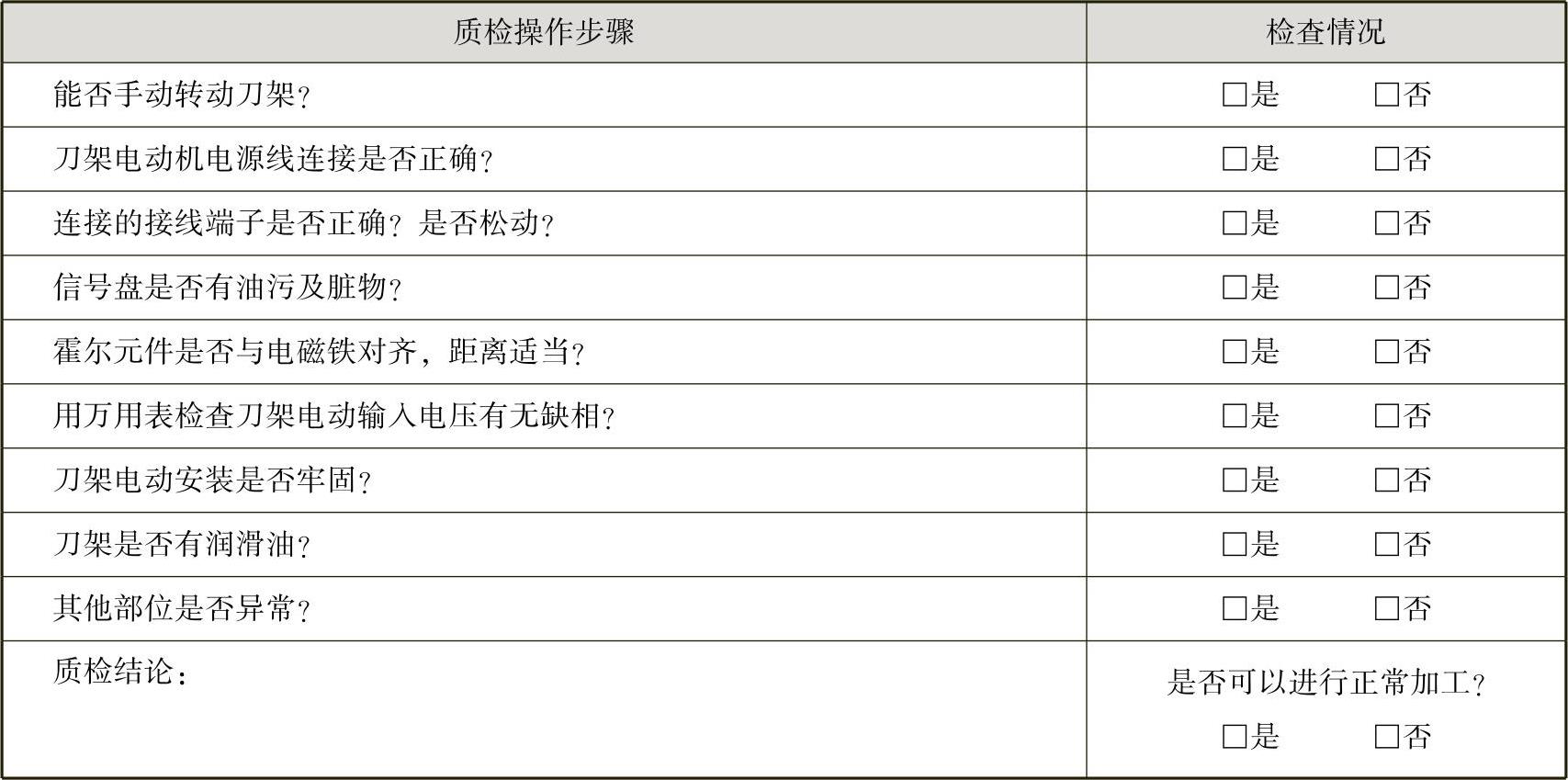
6.能够根据数控机床的验收标准对维修的机床进行质量检查。
7.能够对完成工作任务的情况进行评价。
建议学时 66学时。
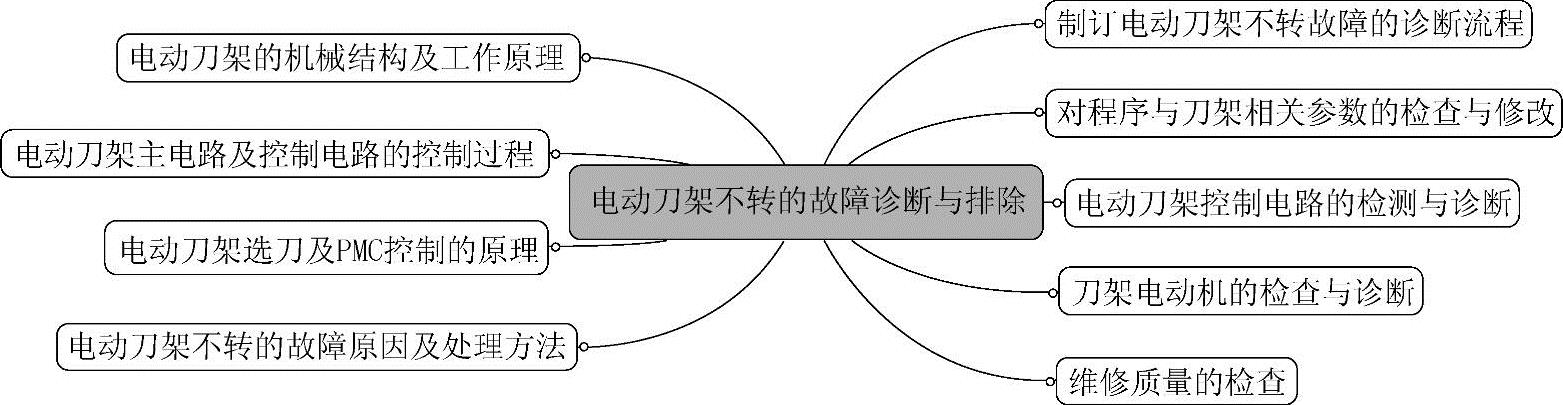
内容结构
任务描述
GSK980TD系统机床出现电动刀架不能换刀的故障。维修技术人员到达现场,对故障进行询问调查,试进行换刀操作,出现四工位电动刀架不转的故障现象。维修技术人员按数控机床的维修要求对数控机床故障进行诊断维修。
【任务准备】
一、受理故障报修
引导问题 接到数控机床故障报修通知时,需要了解报修单的哪些内容?
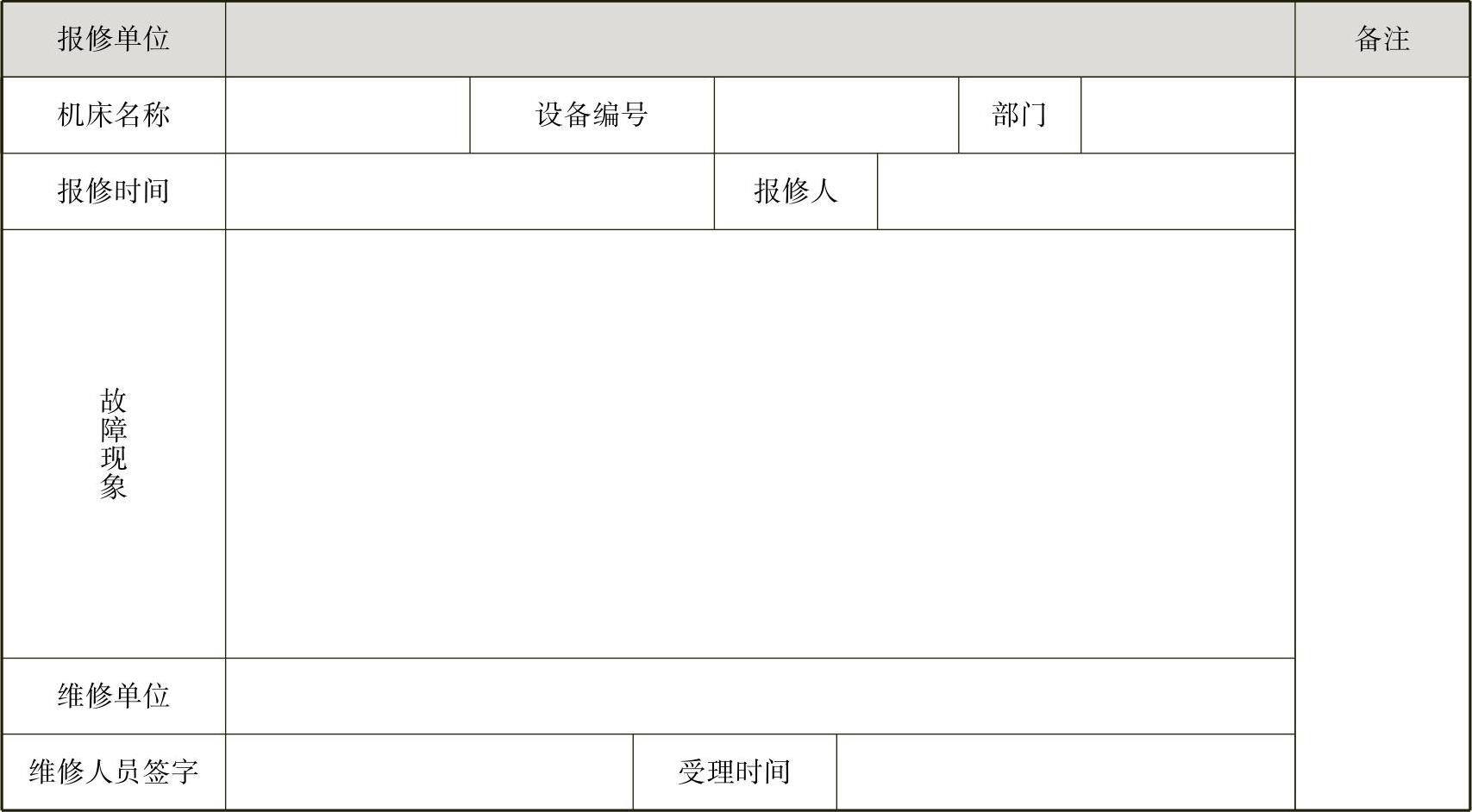
数控机床故障报修单见表4-1。
表4-1 数控机床故障报修单
二、初步检查
引导问题 维修工到达车间对设备故障进行初步判断时,需要进行哪些基本检查?
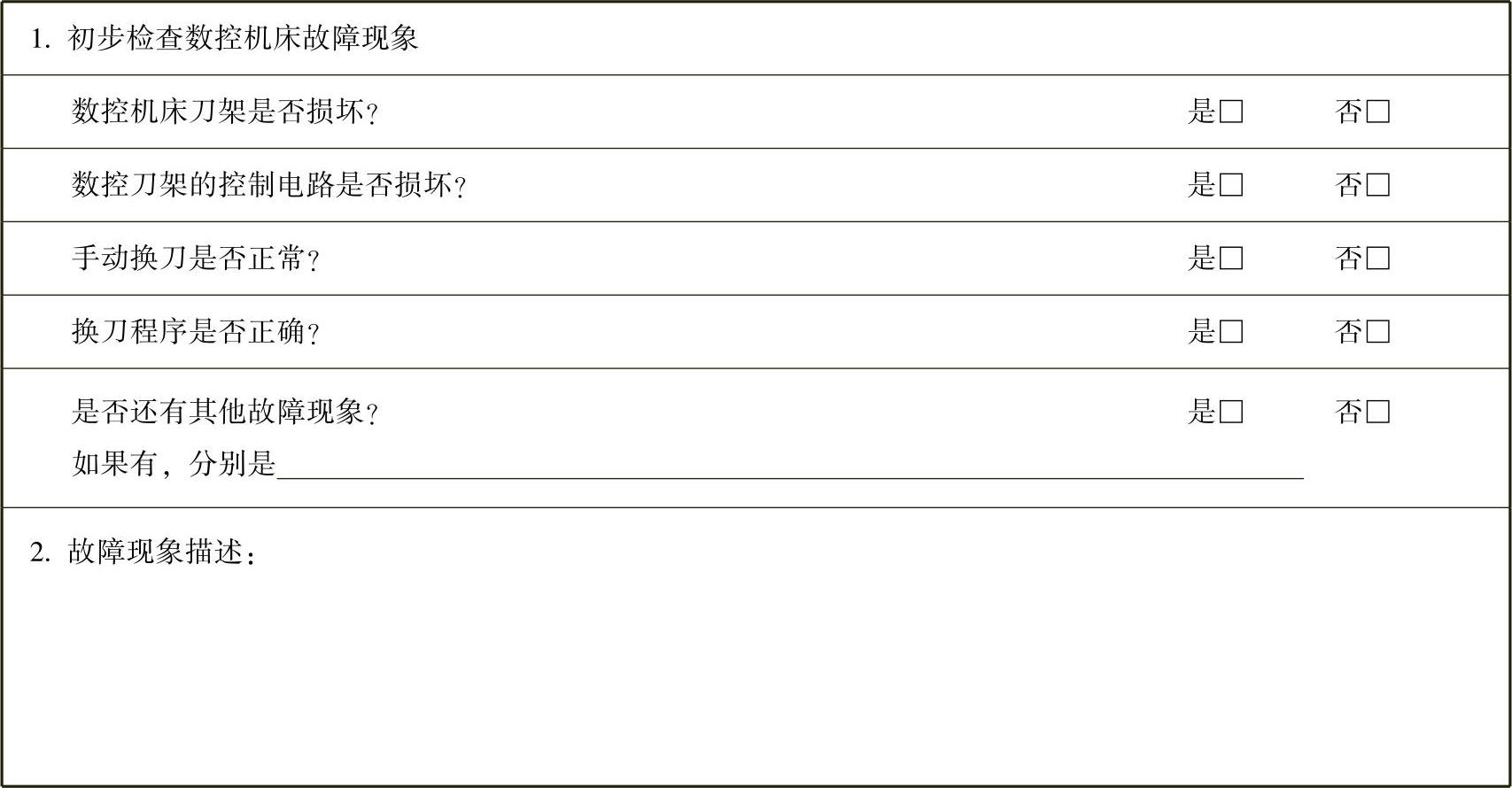
在试起动机床不扩大故障及保证安全的情况下试进行换刀操作(包括手动换刀和自动换刀),换刀时出现电动刀架不转动的现象。此时,需要进行基本检查,并将检查情况填写在表4-2中。
表4-2 检查情况
三、收集故障信息
数控机床出现电动刀架不能换刀的故障现象。此故障有可能由刀架机械结构损坏、刀架电动机、刀架主电路、刀架控制电路、数控系统等原因引起。在检测维修前,必须对电动刀架不转的故障原因进行分析,再进行检查。
引导问题 电动刀架换刀的动作顺序是什么?
系统输出换刀信号—电动机转动—通过减速机构—刀架放松____——信号核对—电动机反转—____—刀体精定位—____—电动机停转—换刀完成。
引导问题 图4-1所示的四工位电动刀架结构及机械机构工作原理是什么?
1.四工位电动刀架抬起。当____发出换刀指令后,电动机正转。经传动装置驱动____机构,蜗轮带动丝杠螺母机构旋转,使上刀架体产生____的轴向力,将齿盘松开并抬起,直至两定位齿盘脱离____状态,从而带动上刀架和齿盘产生“____”动作。
2.换刀。当刀架抬到一定距离后,上、下齿盘完全脱开。轴套仍在继续转动,同时带动刀架8转过90°(如不到位,刀架还可继续转位180°、____°、360°),并由微动开关20发出信号给数控装置,即与信号盘(霍尔开关电路板)配合进行刀号的检测。
3.程序的刀号与实际刀架检测的刀号一致。此时,霍尔开关反馈信号使电动机反转,8____由13____定位而19____继续转动并产生轴向位移。这时球头销从转位套的中挤出,使定位销在弹簧的作用下进入粗定位盘的凹槽中进行粗定位。这时,上刀架停止转动,电动机继续反转,使其在该位置落下,通过螺母丝杠机构使上刀架与齿盘重新啮合,实现精确定位。
4.锁刀。电动机继续反转(反转时间由系统PLC控制),夹紧刀架,当两齿盘增加到一定夹紧力时,压缩22____、21____的外圆曲面压缩20____使23____停止旋转,从而完成一次转位。
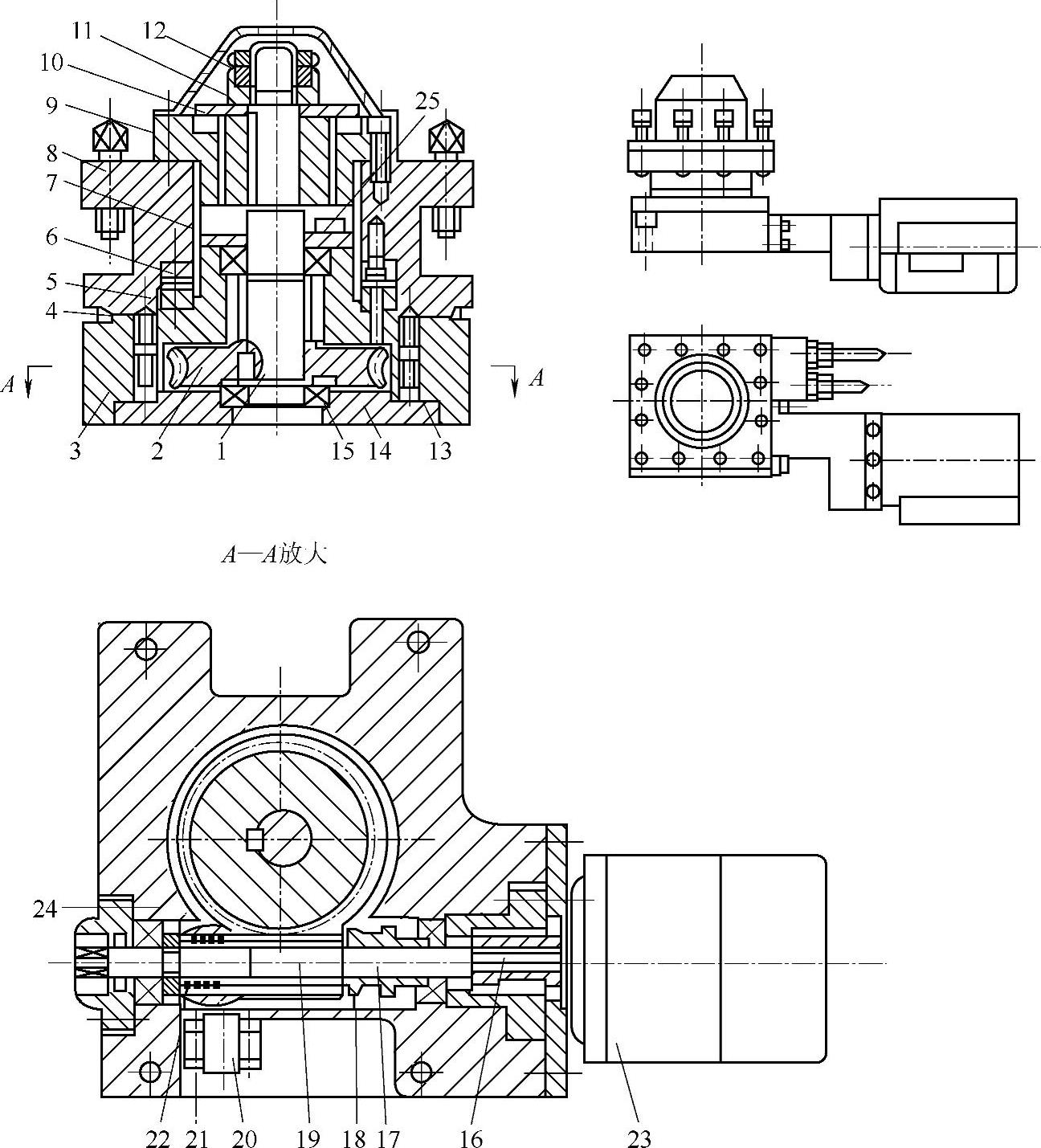
图4-1 四工位电动刀架结构
1、17—轴 2—蜗轮 3—刀架底座 4—密封圈 5—下端齿盘 6—上端齿盘 7、24—压盖 8—刀架 9、21—套筒 10—轴套 11—垫圈 12—螺母 13—销 14—底盘 15—轴承 16—联轴器 18—套 19—蜗杆 20—微动开关 22—弹簧 23—电动机 25—开关
引导问题 四工位电动刀架电气控制过程是怎样的?
1.刀架抬起,转位,数控系统发出换刀指令,系统经过译码在接口____发出刀架正转信号“TL+”到图4-2____中得电,主触头闭合,电动机正转,对应机械部分的刀架体抬起并转位。
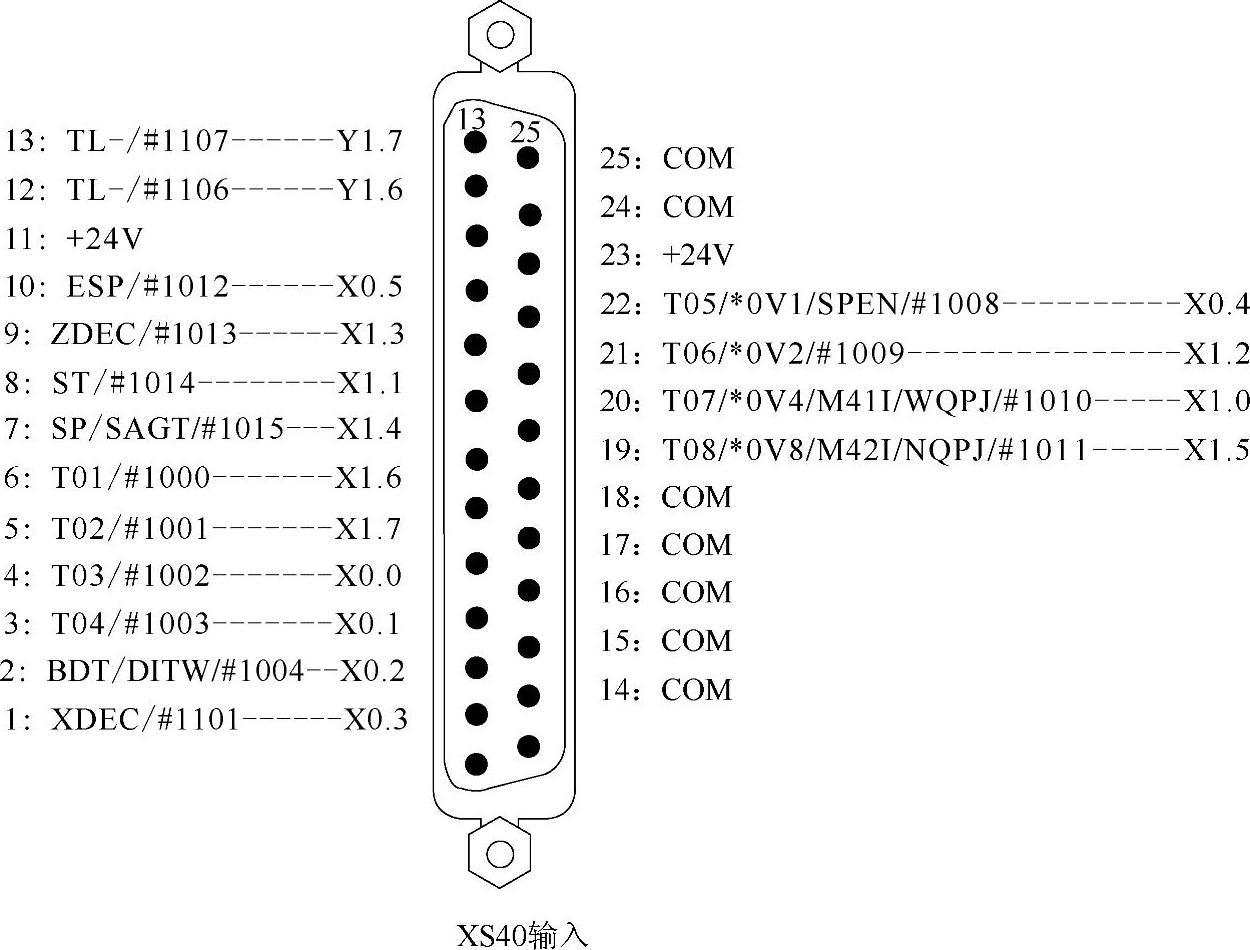
图4-2 XS40接口图
2.刀架定位、锁紧。____检测到刀架到位信号,相应刀位的____闭合,刀架正转信号“TL+”关闭,延时,系统输出刀架反转信号“TL-”,KM02得电,主触头闭合,电动机起动____转,对应机械部分的刀架定位。电动机延时反转刀架锁紧,刀架反转信号“TL-”关闭,换刀结束。
引导问题 四工位立式刀架的主电路是怎样控制的?
刀架控制主电路中,四工位刀架电动机为三相异步电动机,额定电压为V。换刀时,电极____转,到位后____转定位并锁紧,实现换刀的目的,U、V、W为电动机的接线端子。
利用霍尔传感器检测刀架到位检测信号,如图4-3所示,____V、____V为霍尔传感器电源输入端子。T1、T2、T3、T4为信号输出,输出的是0V信号。也就是说,当到达对应的刀位时,____V和对应输出信号间有____V电压。
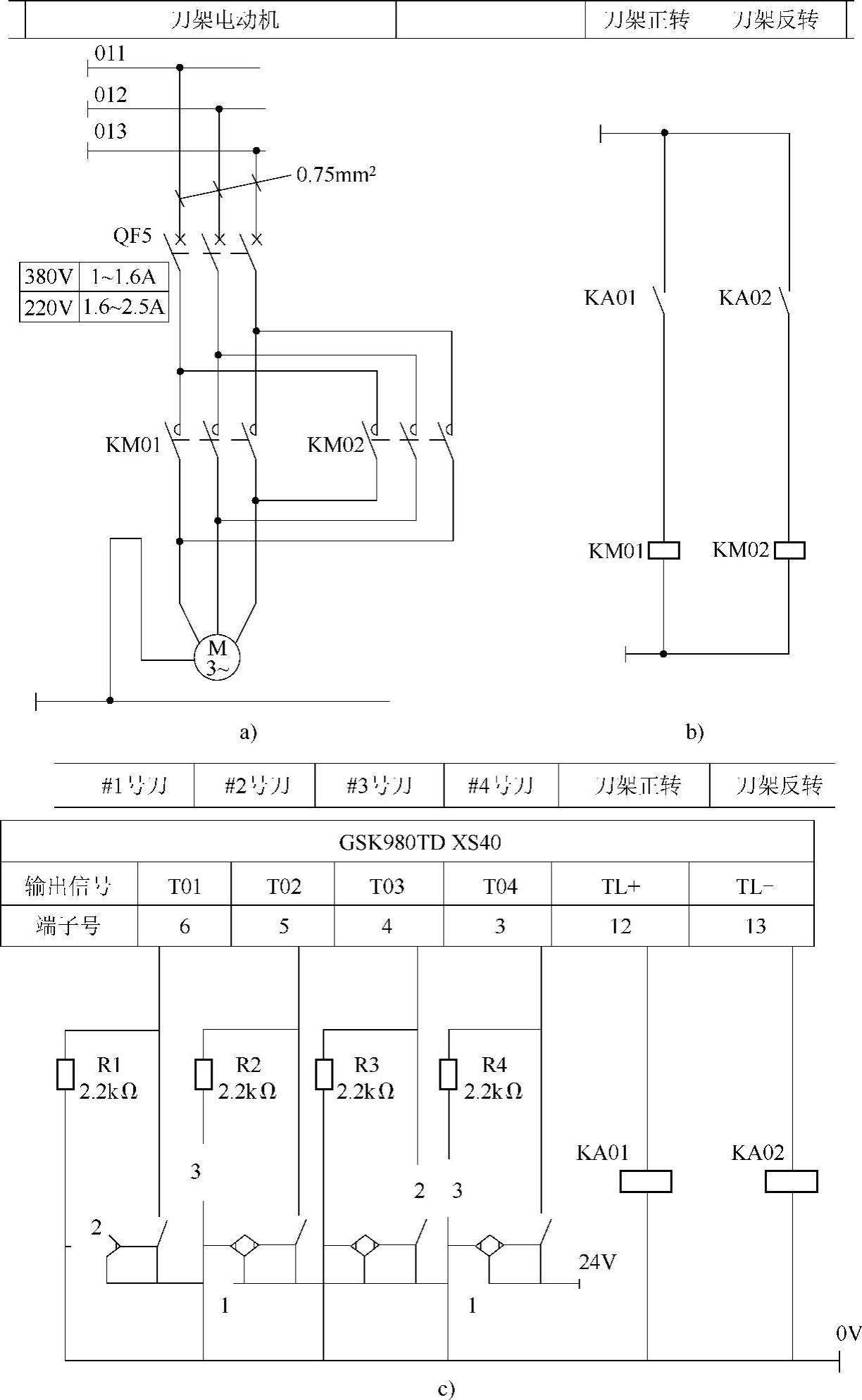
图4-3 刀架主电路控制原理
引导问题 电动刀架是怎样进行选刀的?
1.如果当前停留1号刀,则1号刀霍尔元件2、3脚之间导通,低电平信号由XS40插座第____脚进入系统,系统确认前刀号。
2.系统执行T0300指令,要求选择____号刀。系统发出刀架正转____低电平信号,控制电路KA02继电器导通,然后____接触器吸合,刀架电动机主电路导通,电动机正转。
3.在蜗杆蜗轮的传动作用下,刀架放松,并开始转位。转到2号刀位时,2号霍尔元件的2、3脚导通,低电平信号由XS40插座的第____脚进入系统,但由于信号刀位号(2号)与指令刀位号(3号)致,故系统不予理会,刀架继续转动。
4.转到3号刀位时,3号刀霍尔元件2、3脚之间导通,低电平信号由XS40插座第____脚进入系统。此时,信号刀位号(3号)与指令刀位号(3号)核对____,系统停止输出TL+低电平信号,KA02断开—KM02断开—刀架电动机失电____转,刀架停留在当前刀号位置。与此同时,系统输出TL-低电平信号,KA01继电器接通—KA01继电器吸合—刀架电动机主电路导通,电动机反转。
5.在蜗轮蜗杆的传动作用下,刀架下移,分别经过刀架内部键槽____定位和底盘____定位,最后锁紧刀架,完成整个换刀过程。刀架反转信号TL-的持续时间由____设定,持续时间结束,TL-信号停止输出。还有一种情况是在刀架某一位置安装刀架锁紧到位开关,刀架锁紧到位后该开关闭合,发送低电平信号给系统,系统接到信号后才停止TL-信号输出,这种情况下不需要设定反转时间参数。
引导问题 四工位刀架PLC是如何进行选刀控制的?
1.如图4-4所示,输出地址Y1.6和Y1.7,控制电动机刀架正反转。T1~T4为刀架位置检测开关。Y0007.0换刀提示指示灯信号输出。换刀PLC控制过程为:操作者在CNC输入____,如T0202(换2号刀、调用2号刀补值),T代码通过____地址被传送到PMC侧,通过代码转换,PMC输出信号—首先将刀架松开的马达控制开关激发,松开/卡紧动作,将刀架推出。
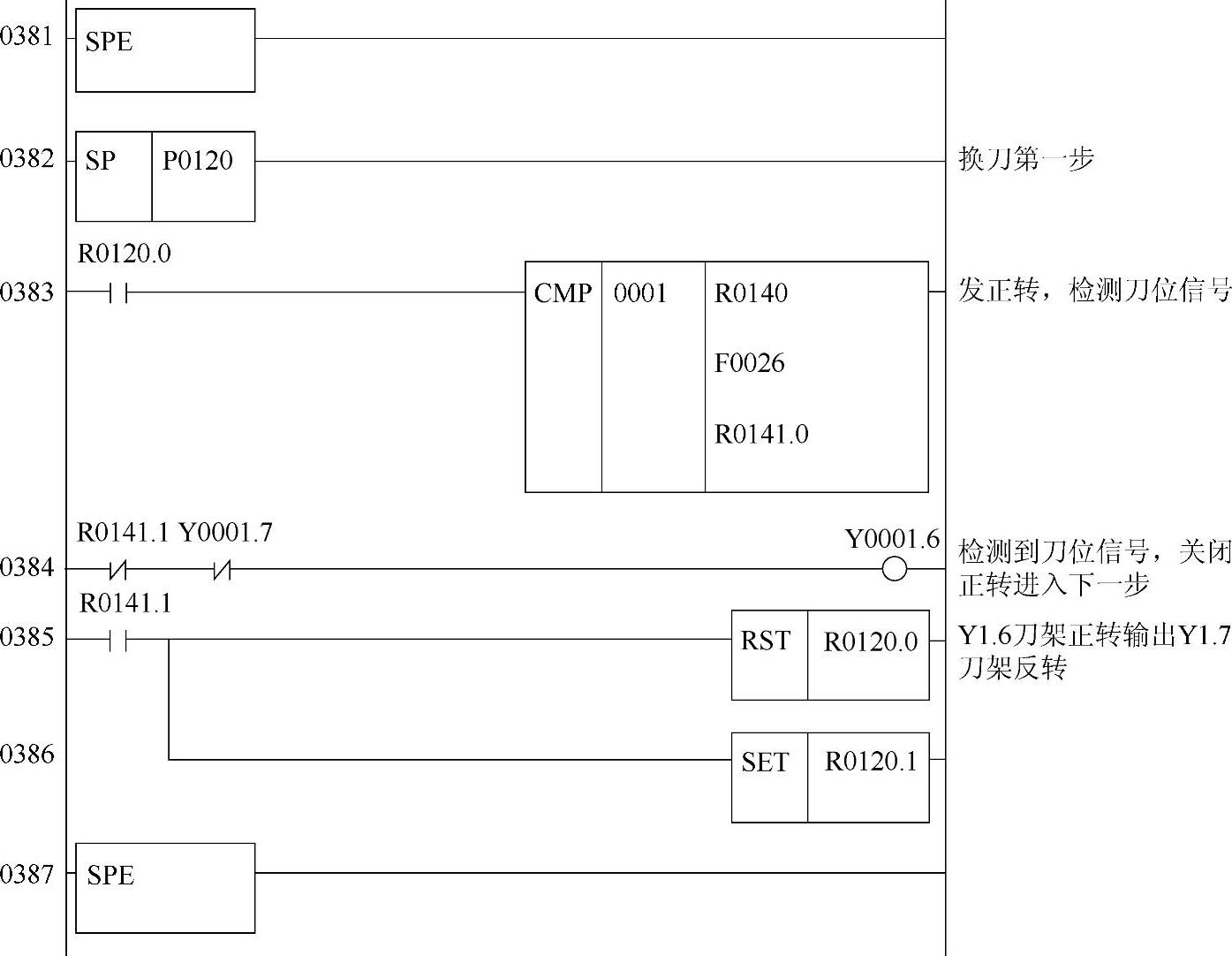
图4-4 控制电动机刀架正反转PLC第一步子程序
2.一边旋转一边读取刀位信号(信号读入PMC),并随时____。当PMC读取的计数信号与目标位置(调用的刀号)____时,PMC发出指令,关断马达控制开关,同时控制松开/卡紧的电动机马达____转,将刀架拉回,完成一次换刀过程。
3.换刀第一步子程序P0124。
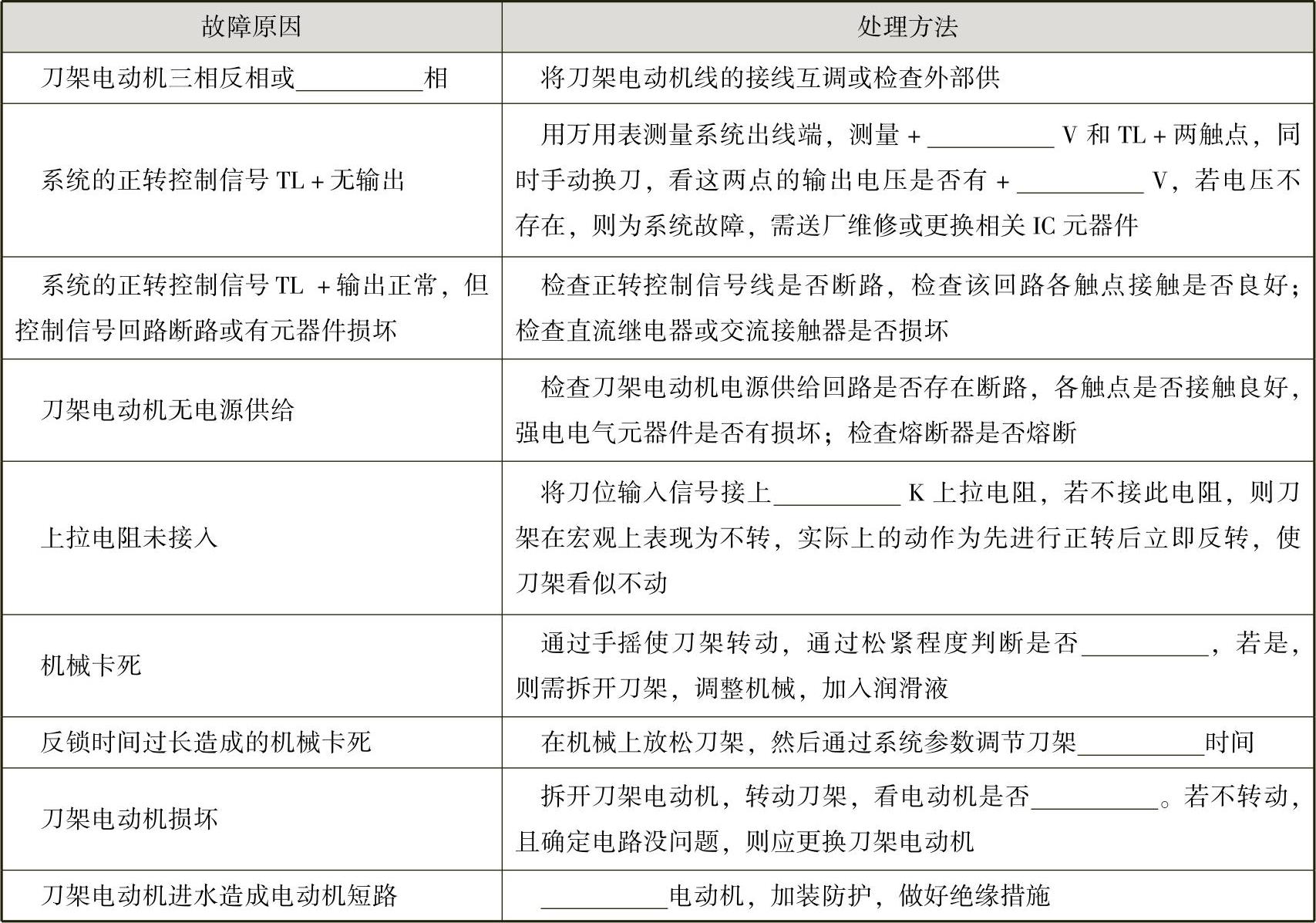
引导问题 电动刀架不转的故障原因及其处理方法有哪些(表4-3)?
表4-3 电动刀架不转的故障原因及其处理方法(https://www.xing528.com)
【计划与实施】
一、制订维修计划
维修工根据故障现象,分析电动刀架不转故障产生的原因,并制订合理的维修计划,同时准备维修工具和材料。
引导问题 电动刀架不转的故障判断流程及处理方案是什么?
根据先简后繁、先易后难的原则,综合诊断刀架的机械结构和电气控制系统,如图4-5所示。
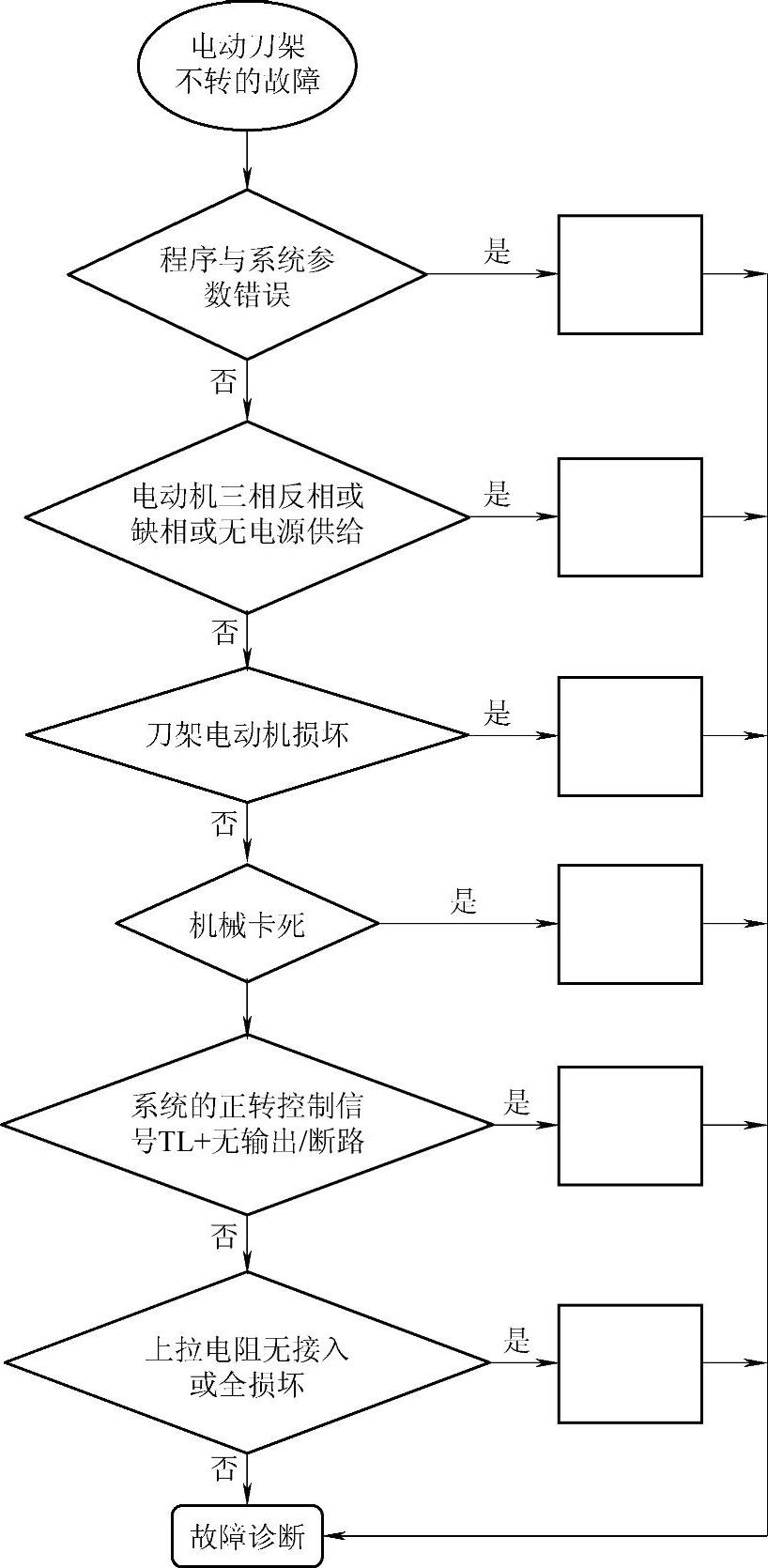
图4-5 电动刀架不转故障诊断流程
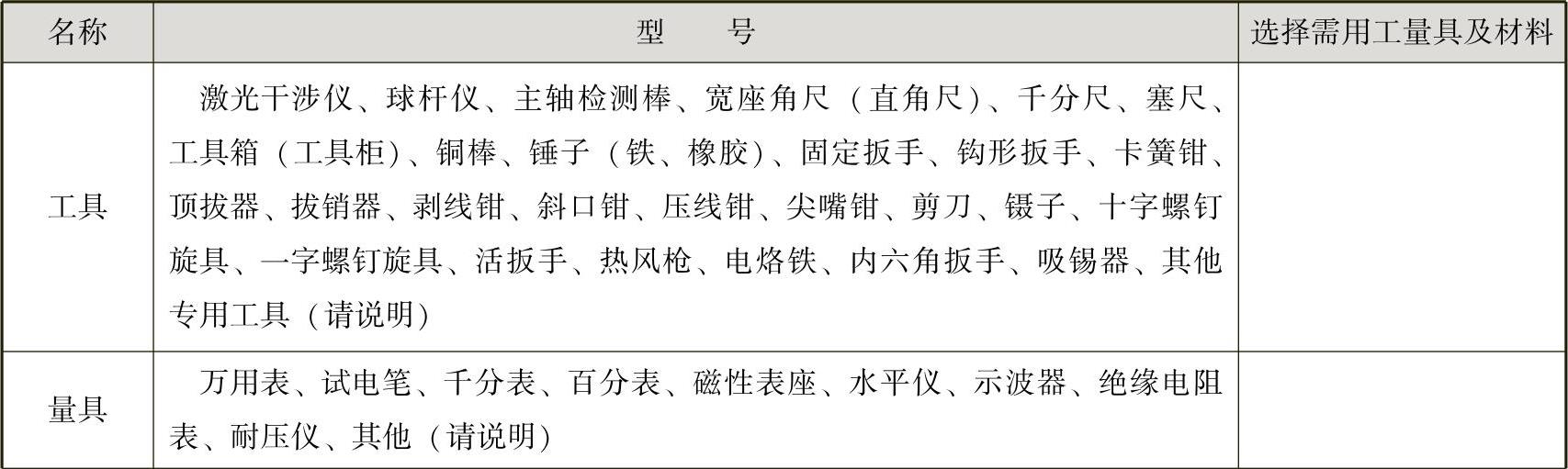
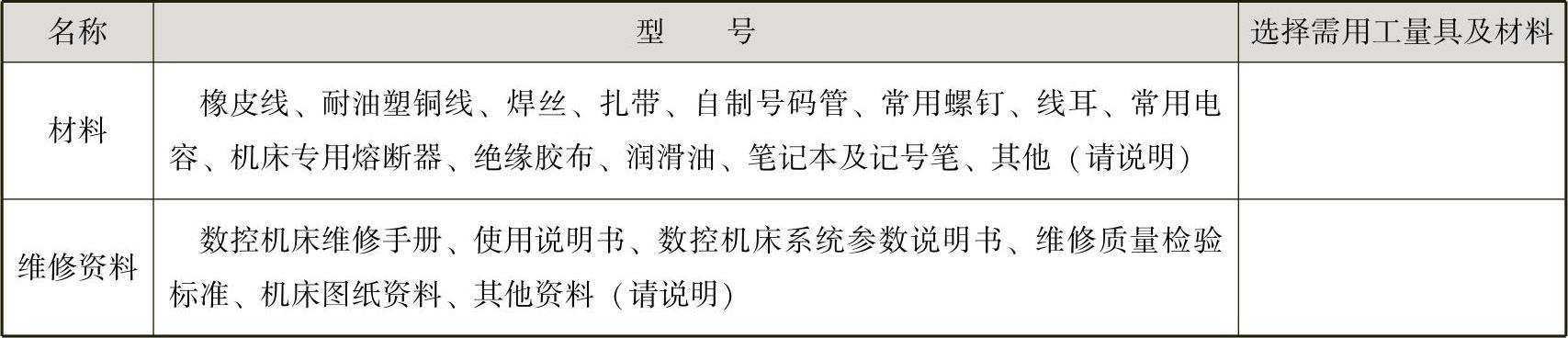
引导问题 需要的维修资料及工量具有哪些(表4-4)?
表4-4 维修资料及工量具
(续)
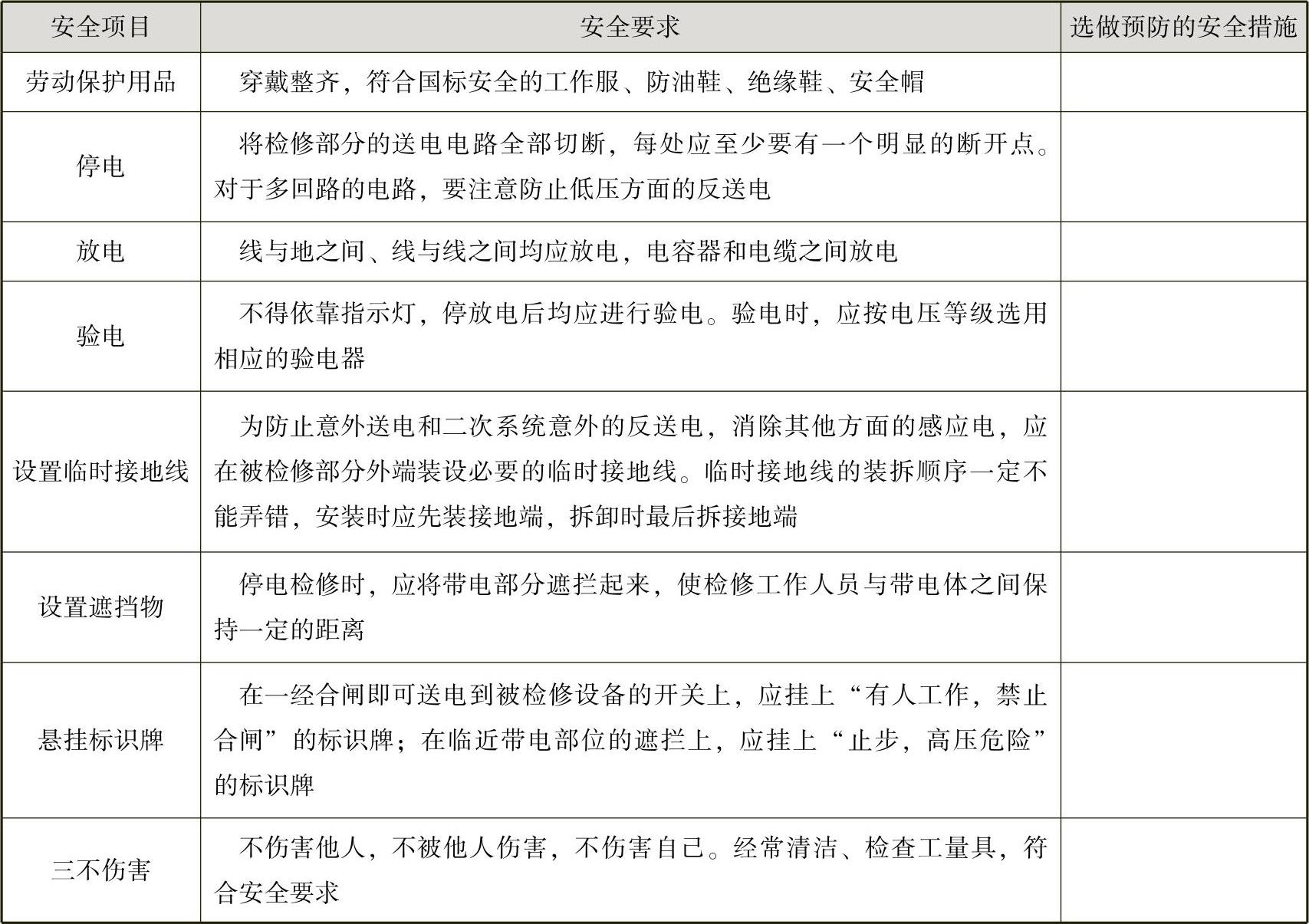
引导问题 在进行故障诊断与维修工作中有哪些安全注意事项(表4-5)?
表4-5 安全注意事项
二、实施维修操作
引导问题 根据先易后难的维修原则,如何检查及修改程序与刀架的相关参数?
首先检查数控系统____参数的设定值。GSK980TD系统,按[参数]键进入参数设置界面,使用翻页找到076~084号参数。检查刀架电动机反锁紧信号的持续时间是否为机床制造厂技术资料注明的出厂设定数据,经核对参数数据正常。
检查加工程序的换刀指令,没有发现异常。尝试输入换刀指令程序,电动刀架仍不转。
引导问题 如何检测电动刀架的主电路?
检查刀架电动机主控制电路到电动机端是否存在____,测量各触点是否接触良好,强电电气元件是否有____,查看熔断器是否熔断。测量电源到电动机之间是否存在电压。
引导问题 如何检测电动刀架的控制电路?
如图4-6所示,首先检查控制电路,用万用表测量系统出线端,____V和TL+两端触点,同时手动换刀,查看这两点的输出电压是否有____V,若存在电压,则可以确定是系统故障。
为了防止系统出线端的正转控制信号线到刀架之间存在断路,应检查该回路各触点是否良好,直流继电器或交流接触器是否损坏。特别是刀位输入信号线上的2K上拉电阻是否____或。
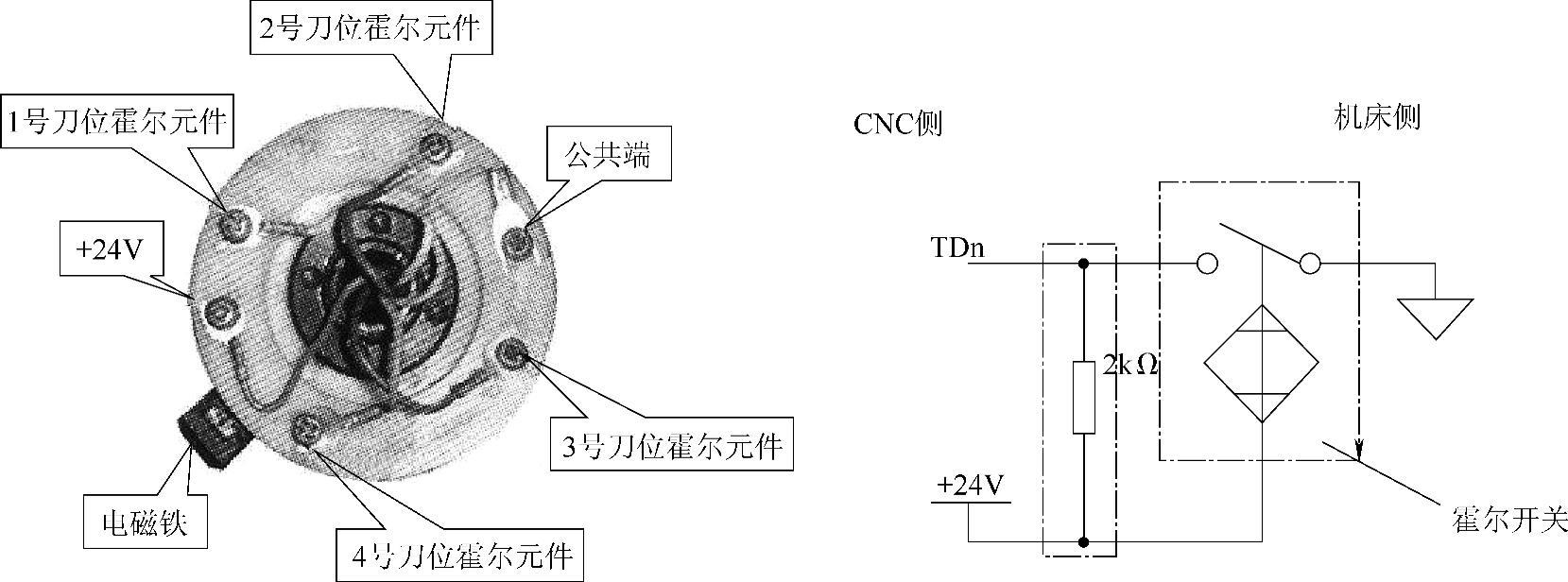
图4-6 刀架霍尔元件
引导问题 如何检测刀架电动机?
首先拆开刀架电动机,检查是否是因为电动机进水而造成的短路故障。再转动刀架,刀架机械____。看电动机是否转动,若不转动,再检查电路是否有问题,或更换刀架电动机。
测量电动机入线端是否有____。经测量,存在电压,初步判断电动机三相反相。将电动机线按原接法通入电源,并试换刀,结果电动机____转,检查外部供电,发现三相电反相,造成不能换刀,电动机堵转,出现发热过载现象。
三、质量检查引导问题 维修质量的检查包括哪些项目(表4-6)?
表4-6 维修质量的检查
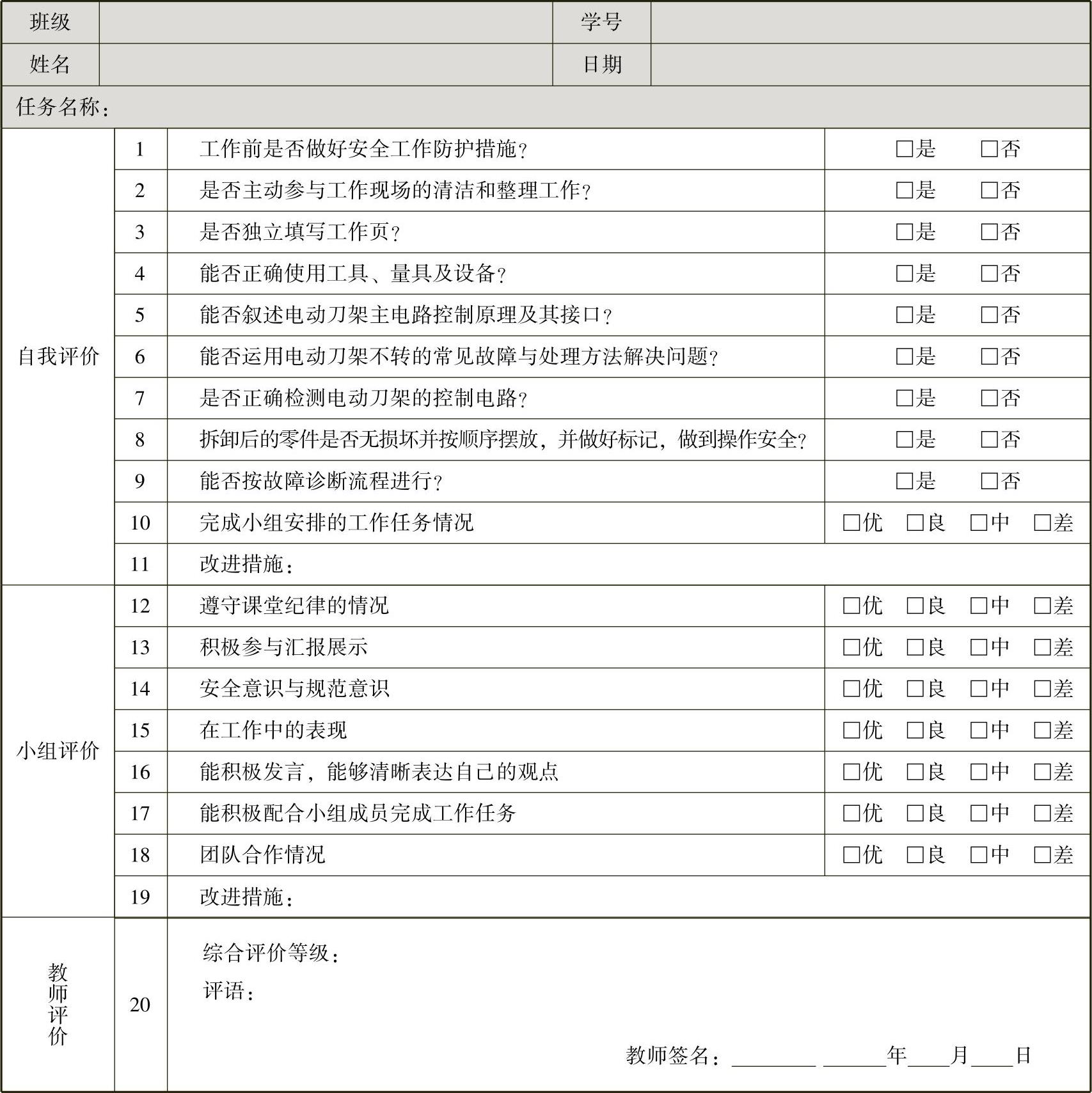
【评价与反馈】
完成本任务后,请对工作进行评价。自我评价由学习者本人填写,小组评价由组长填写,教师评价由任课教师填写。
一、验收交接
引导问题 数控机床试运行是交付使用的重要环节,交接过程中要注意哪些问题?
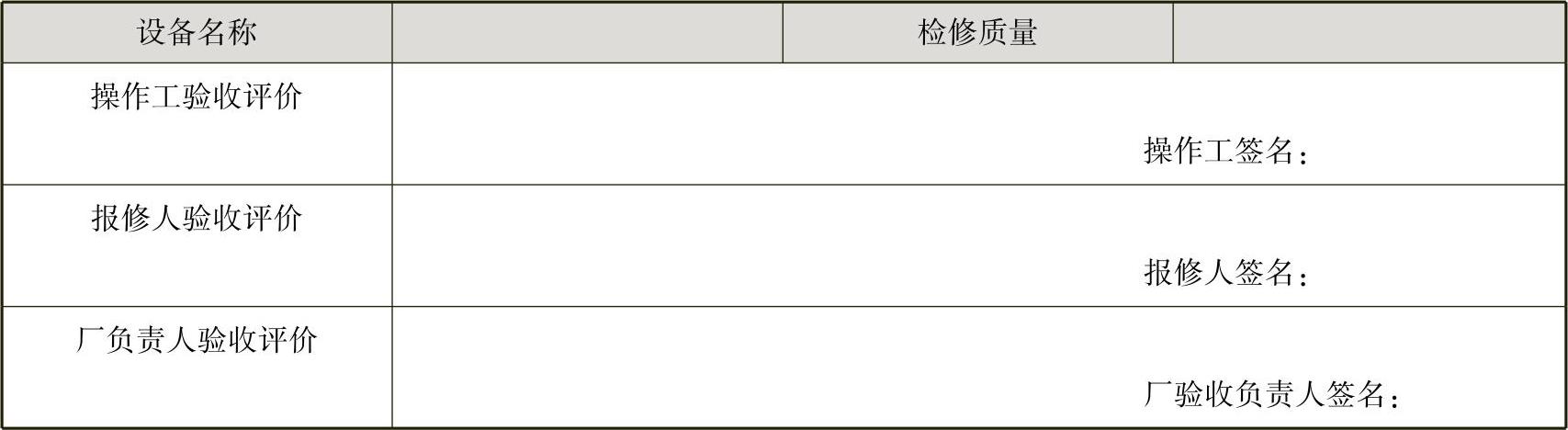
电动刀架不转的故障排除后验收交接,要对维修的故障内容部分进行检测。待能进行换刀后,与报修人员确认故障排除,提出造成本次故障的原因,提出机床维护保养的要求,并填写验收交接表(表4-7)。
表4-7 验收交接表

(续)
引导问题 如何对本任务进行评价(表4-8)?
表4-8 任务评价
二、拓展任务———FAUNC-MATE-0iTD系统数控机床电动刀架不转的故障及维修
1.排除FAUNC-MATE-0i TD系统数控机床刀架找不到1号刀的故障,具体操作流程如图4-7所示。
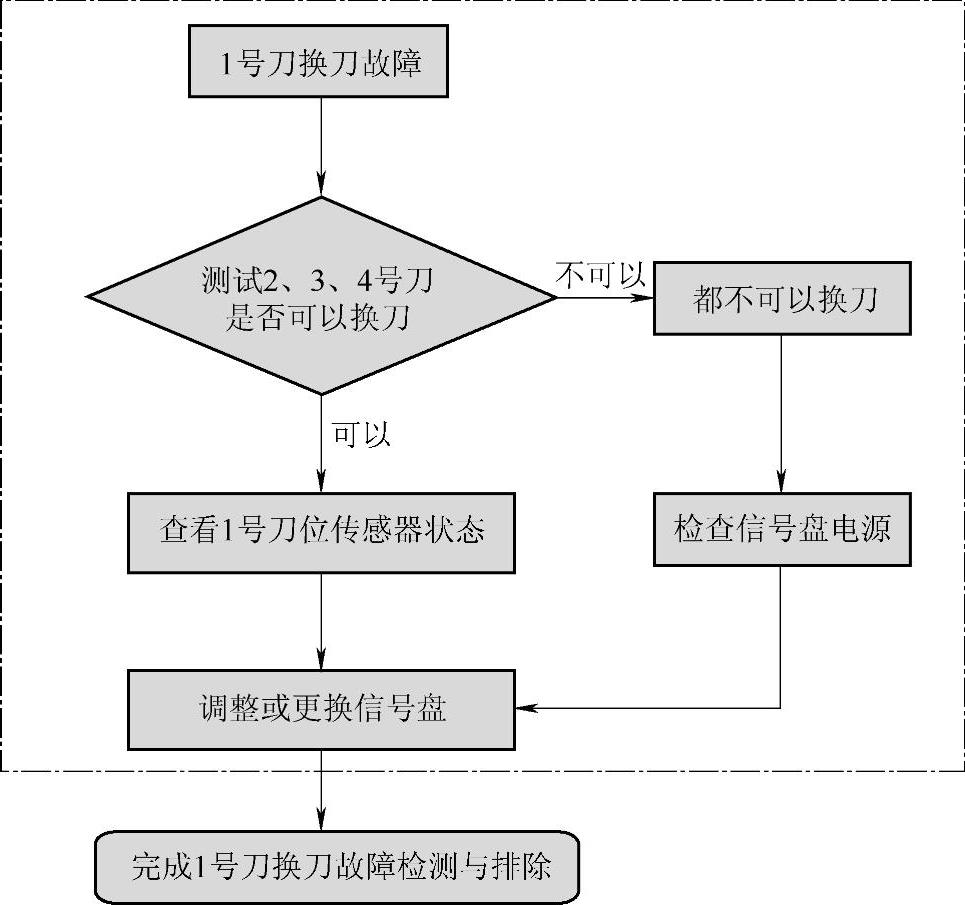
图4-7 刀架故障诊断流程
查看PMC状态表。发那科系统提供PMC状态查询,用户可以按系统面板上的【SYS-TEM】/【PMC】(图4-8)/【信号】,搜索X3,查询现有地址的状态。正常状态下的刀
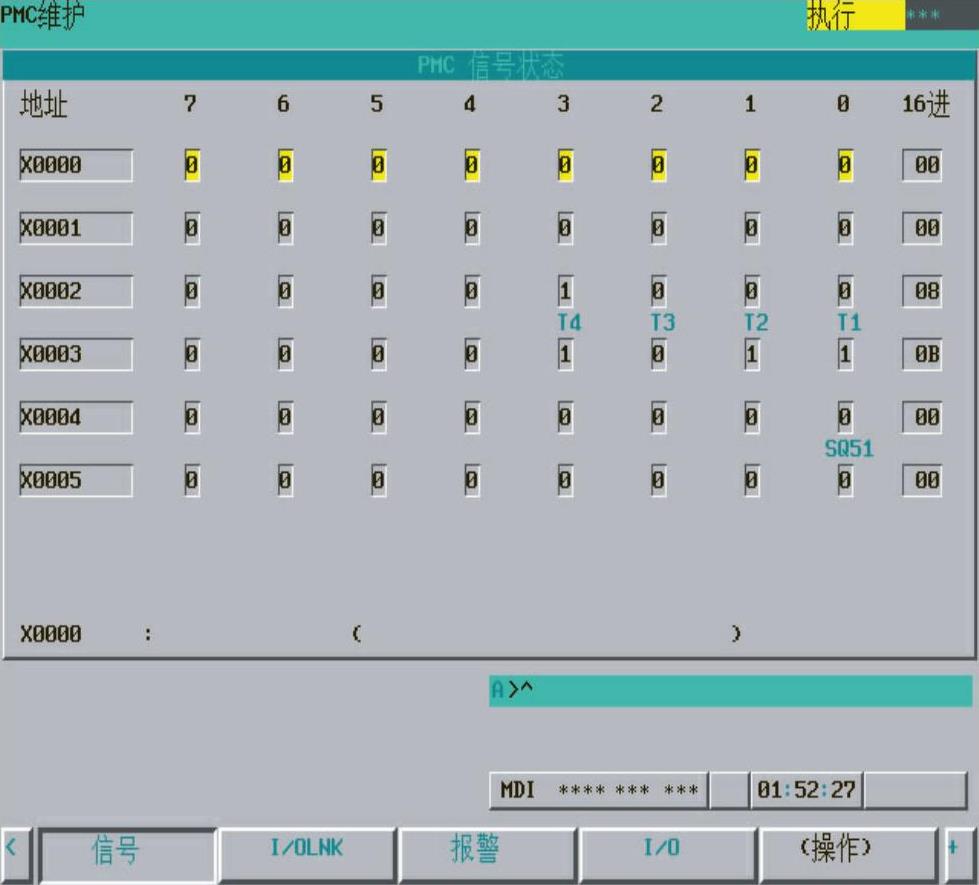
图4-8 刀架PMC状态查询界面
架有一个是低电平,三个是高电平。如果四位相同,那么就表示刀架信号异常,就会产生不能换刀的故障。这时候,就需要用到检查信号盘与电路了。发那科提供的信号状态查询功能,可以很好地进行信号状态的查询,为判断故障原因提供很大的方便。
2.FAUNC-MATE-0iTD电动刀架的常见故障及维修。
1)正常工作中,出现刀架未锁紧报警。由于锁紧到位信号未接通产生的报警,故障原因可能是接近开关损坏,接近开关调整位置不当,或刀架机械传动故障。
2)换刀时出现乱刀现象。出现该故障的原因是角度编码器故障,此时需要更换编码器。
3)换刀过程中出现断路器跳闸的现象。产生故障的主要原因是电动机短路、刀架内部机械传动卡死及断路器本身故障。
4)换刀过程中,系统发出电动机过热报警。产生故障主要原因有预分度电磁铁插销不能准确动作,电动机缺相或匝间短路,角度编码器位置调整有偏差或电动机内装热偶开关故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。