



任务目标
1.能够描述数控机床加工尺寸超差的故障现象。
2.能够叙述数控机床进给轴的工作原理。
3.通过查阅相关资料,能够分析数控机床加工尺寸超差的故障原因,能够掌握该故障的处理方法。
4.在教师指导下,能够以小组合作的方式制订数控机床加工尺寸超差的故障维修计划并排除故障。
5.能够根据数控机床的验收标准对维修的机床进行质量检查。
6.能够对完成工作任务的情况进行评价。
建议学时 68学时。
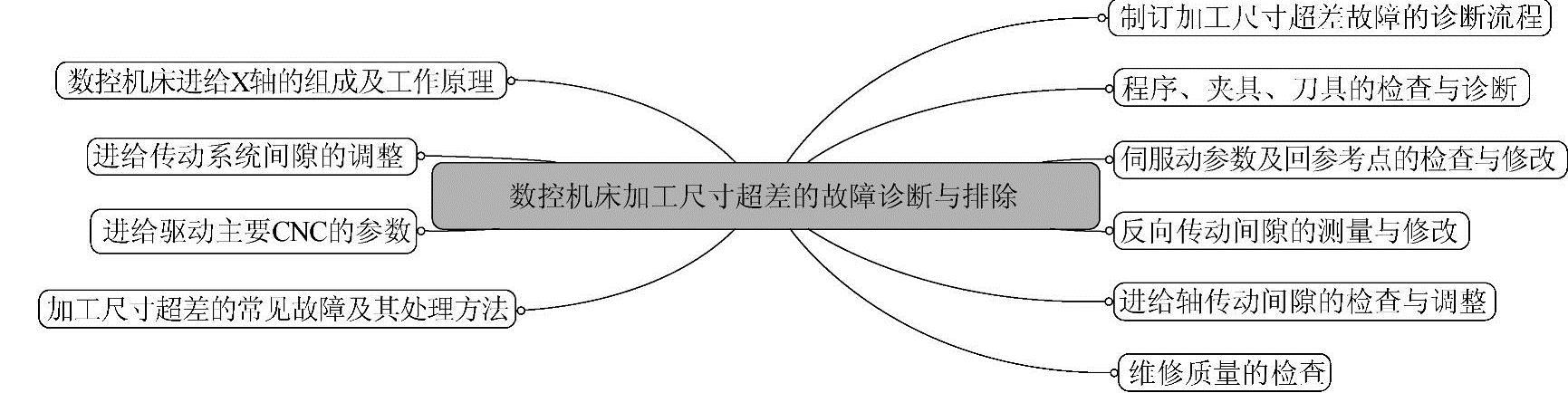
内容结构
任务描述
GSK980TD数控机床在加工过程中出现加工工件直径尺寸超差的现象,并呈现不规律现象。维修技术人员到达现场进行故障确认,并按数控机床的维修要求对数控机床进行诊断、维修。
【任务准备】
一、受理故障报修
引导问题 接到数控机床故障报修通知时,需要了解报修单的哪些内容?
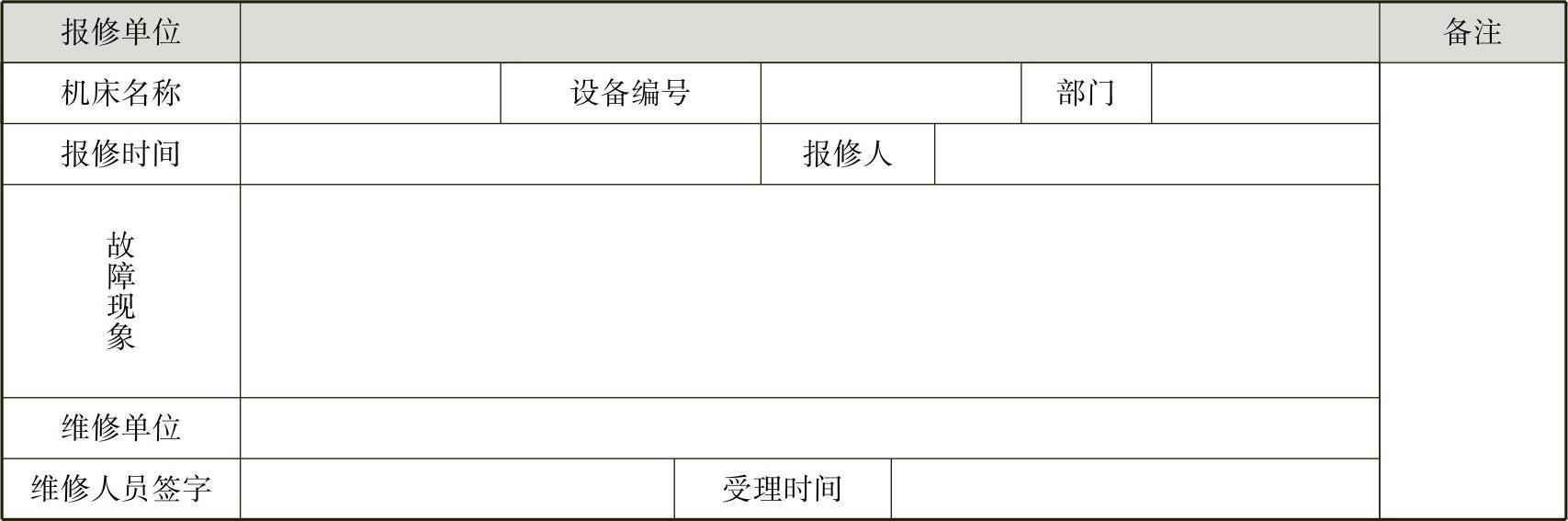
数控机床故障报修单见表3-1。
表3-1 数控机床故障报修单
二、初步检查
引导问题 维修工到达车间对设备故障进行初步判断时,需要进行哪些基本检查?
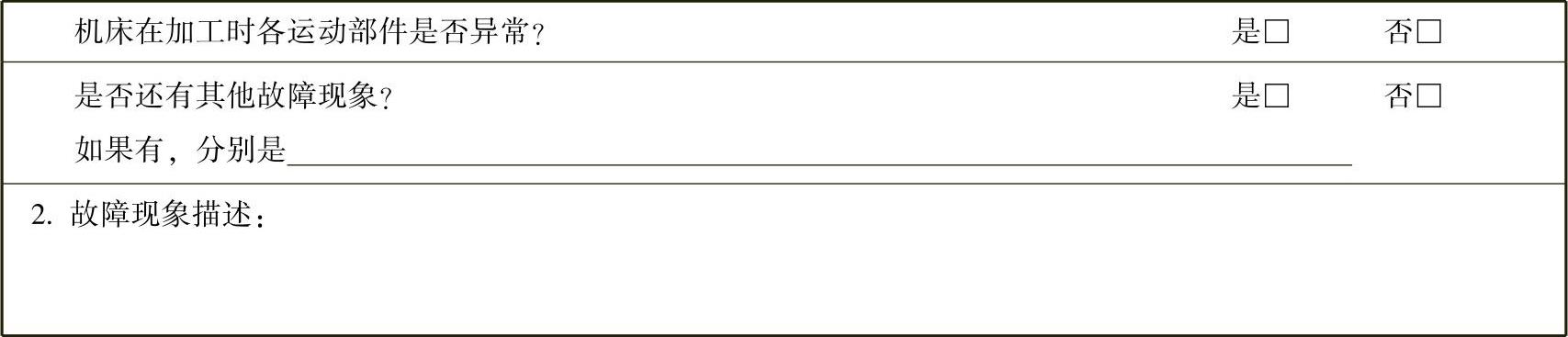
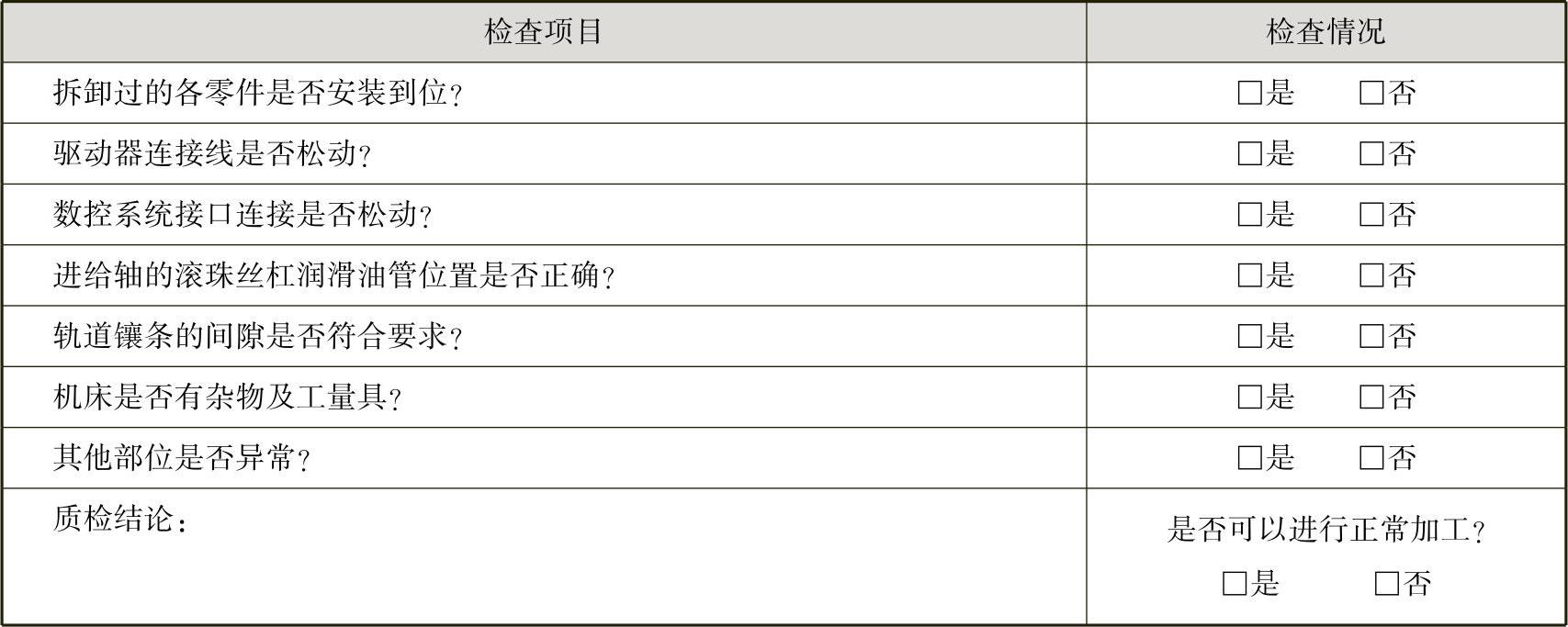
在试起动机床不扩大故障及保证安全的情况下试加工工件,出现加工工件尺寸超差的故障现象。此时,需要进行基本检查,并将检查情况填写在表3-2中。
表3-2 检查情况

(续)
三、收集故障信息
加工工件时,数控机床出现加工尺寸超差的故障现象。此现象有可能是由CNC系统的参数设置、联轴器松动、滚珠丝杠与螺母之间的间隙过大、丝杠预紧力的变化、导轨平行度变差或伺服控制不良等原因引起的。维修前,必须先对加工尺寸超差的故障原因进行分析,再进行检查。
引导问题 GSK980TD数控机床进给X轴由哪些零部件组成?请完成图3-1的填空。
GSK980TD系统的数控机床的进给传动系统采用交流伺服电动机,通过同步齿形带带动滚珠丝杠旋转。其横向进给传动系统是带动刀架作横向(轴)移动的装置,它控制工件的向尺寸;纵向进给装置是带动刀架作轴向(轴)运动的装置,它控制工件的向尺寸。
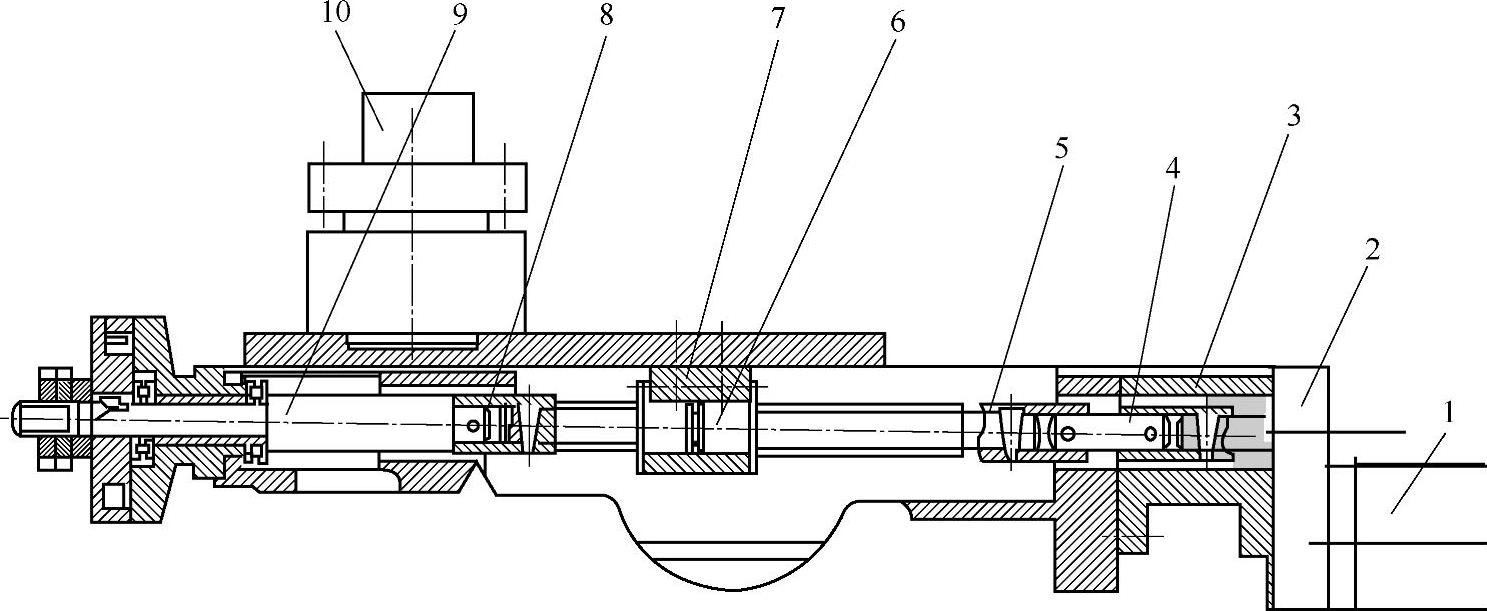
图3-1 X向进给结构组成图
1—交流伺服电动机 2____— 3—滚珠丝杠支架 4—____ 5—____ 6—____ 7—____ 8—联轴器 9—____ 10—四工位刀架
引导问题 GSK980TD数控机床进给X轴的工作过程是怎样的?
进给:进给驱动器得到正脉冲进行放大电压,伺服电动机得电正转电源,伺服电动机正转,带动滚珠丝杠,向左移动,带动,实现进给。
退刀:进给驱动器得到负脉冲进行放大电压,伺服电动机得反相电源,伺服电动机反转,带动滚珠丝杠,向右移动,带动,实现退刀。
引导问题 滚珠丝杠副由哪些零部件组成(图3-2)?
为保证数控机床的高加工精度,这就要求其进给传动系统有高的传动精度、高的灵敏度(响应速度快)、高的工作稳定性、高的构件刚度及使用寿命、小的摩擦因数及运动惯量,并能清除传动间隙。
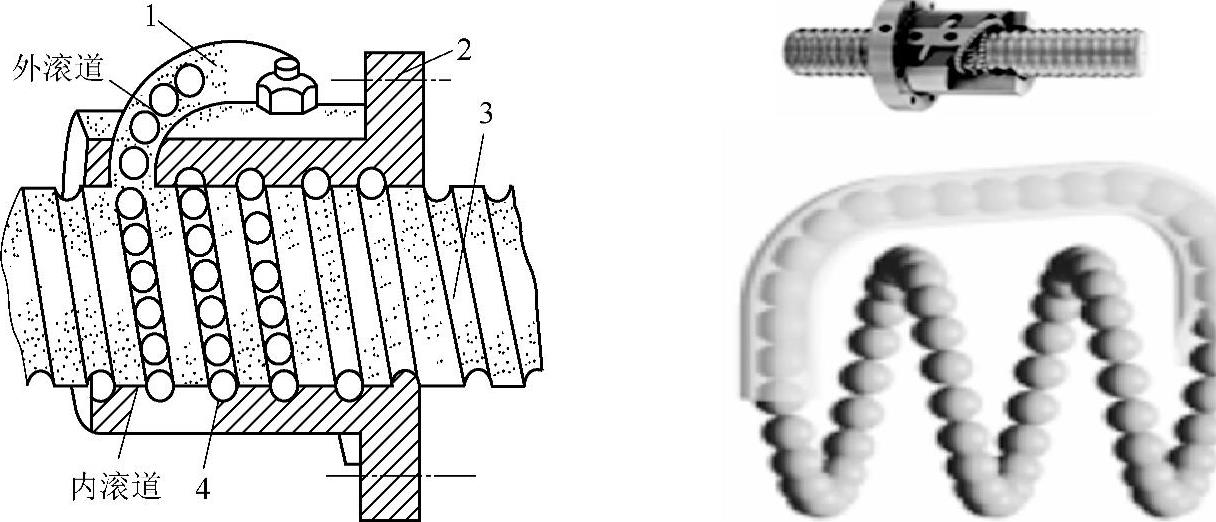
图3-2 滚珠丝杠副
1— 2—螺母 3— 4—滚珠
引导问题 如何调整进给传动系统的间隙?
1.滚珠丝杠副预紧的目的是为了消除丝杠与螺母之间的____和施加____,以保证滚珠丝杠反向____精度和轴向刚度。在数控机床进给系统中使用的滚珠丝杠螺母副的预紧方法有____、____和齿差式调整方法等。
2.导轨镶条与导轨间隙太____,调得太紧。松开镶条防松螺钉,调整镶条螺栓,使运动部件运动灵活,保证____mm的塞尺不得塞入,然后锁紧防松螺钉。
3.工作台镶条松动或镶条弯度太大。调整镶条间隙,镶条弯度在自然状态下小于____mm/全长。
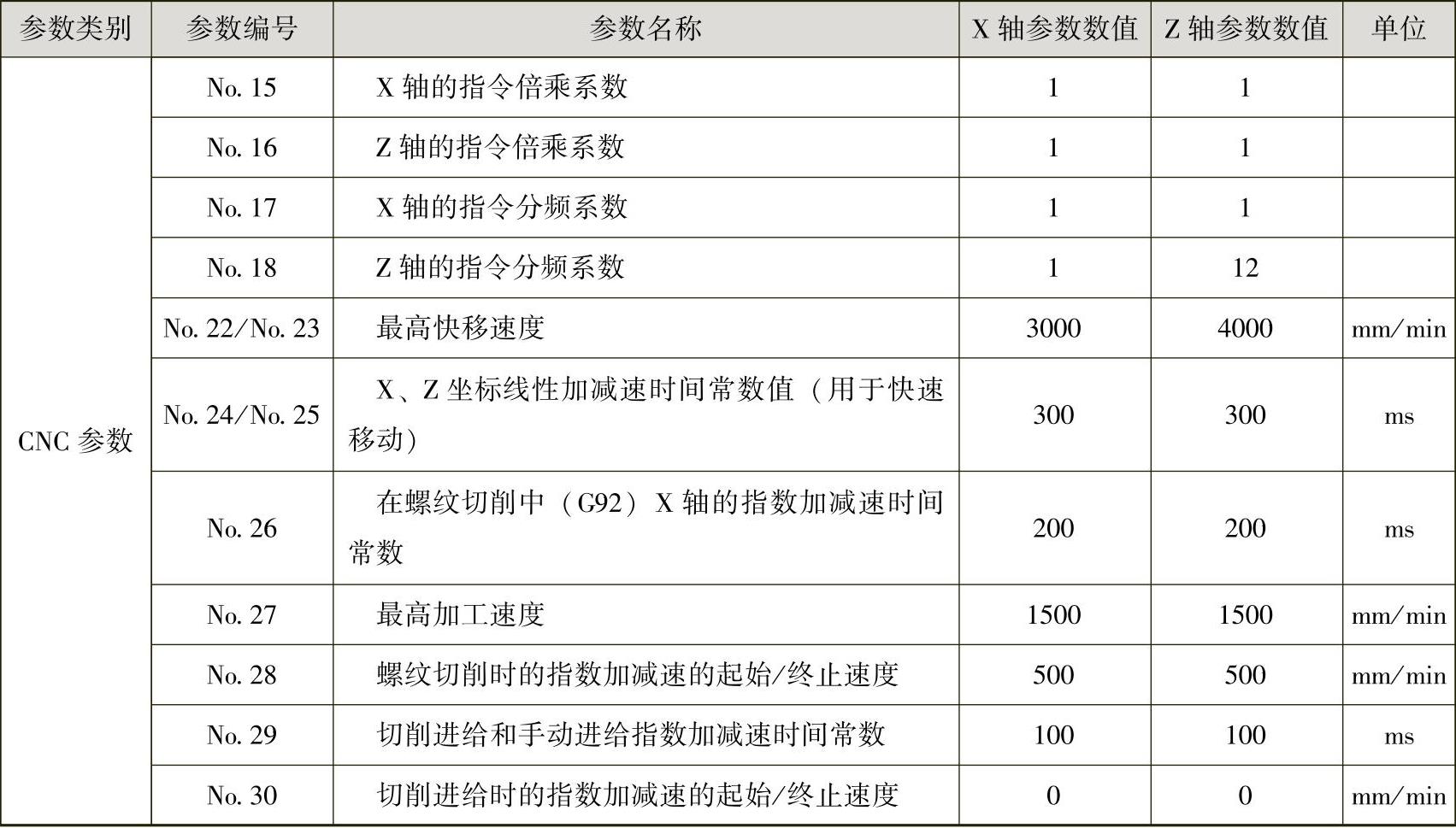
引导问题 GSK980TD系统的数控机床进给伺驱动的主要CNC参数有哪些?
1.机床的性能决定了它加工零件的精度。在数控机床中,X/Z进给轴的加工精度与伺服系统____及伺服____设置相关,也会影响到数控机床的加工尺寸。
2.数控机床进给驱动CNC参数的设置。机床____误差过大会引起X向的加工尺寸不稳定,甚至导致机械故障。____丢失或____设置不当,以及____干扰,也会引起X向的加工尺寸不稳定。进给驱动主要CNC参数见表3-3。
表3-3 进给驱动主要CNC参数
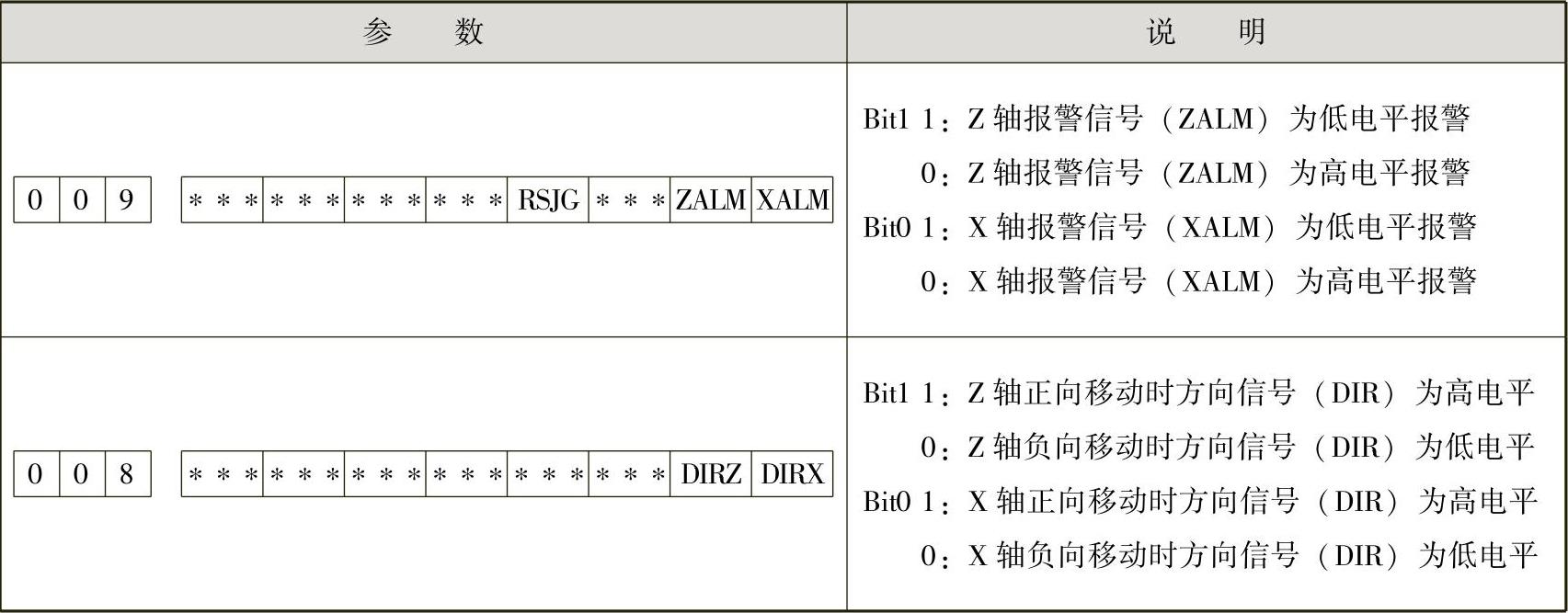
3.进给伺驱动器的参数设置。检查驱动器的报警逻辑电平,根据驱动器的报警逻辑电平设置NO009的参数。如果机床的移动方向与位移指令的方向,则修改状态参数NO008。进给伺驱动器的参数见表3-4。
表3-4 进给伺驱动器的参数
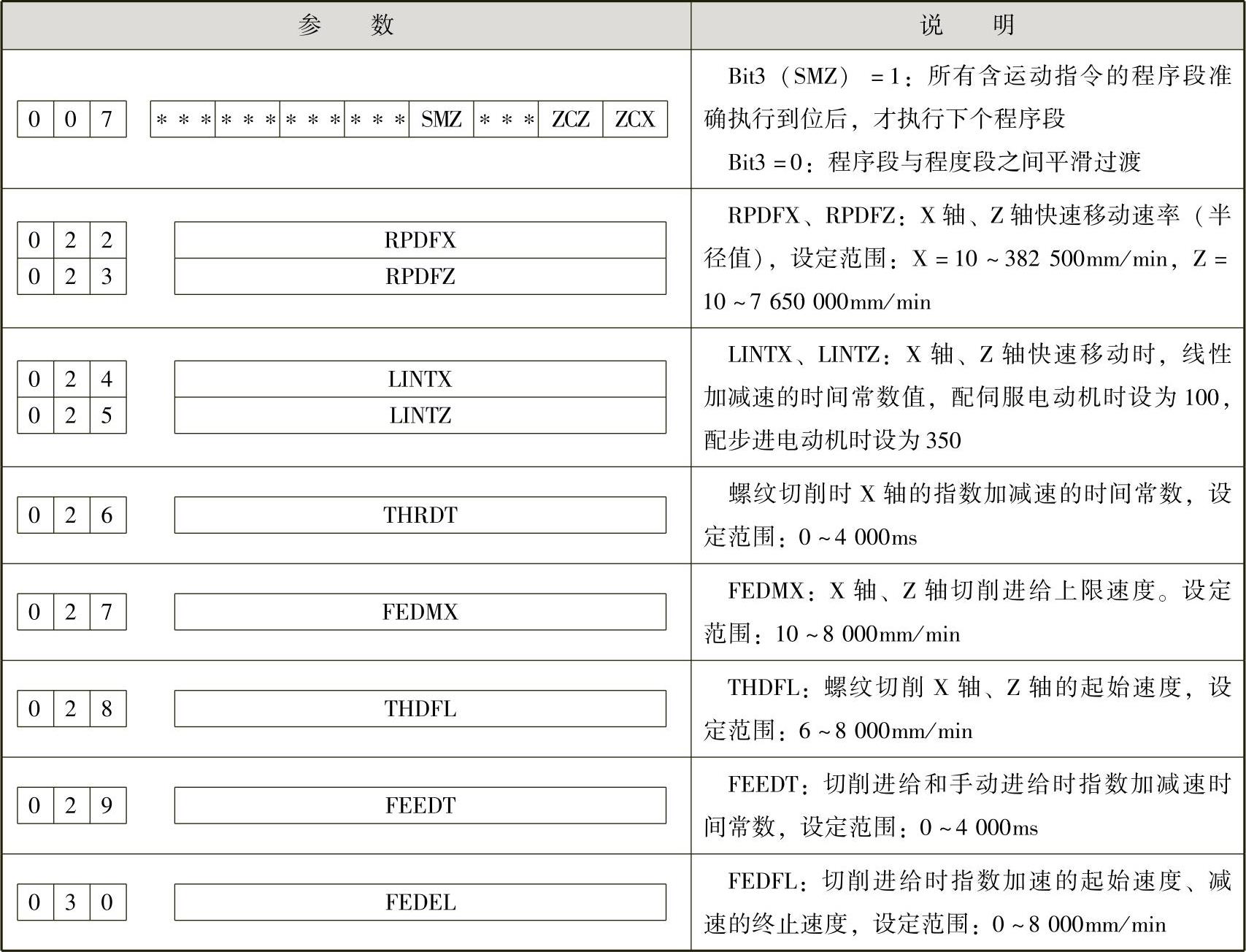
引导问题 怎样控制进给伺服系统的加减速?
在CNC装置中,为了保证机床在起动和停止时不产生冲击、失步、超程或振荡,对进给电动机的进给脉冲____或____进行加减速控制。
一般在CNC装置中采用软件实现,参数调整见表3-5。
表3-5 参数调整
引导问题 产生数控机床加工尺寸超差的故障原因及处理方法是什么?
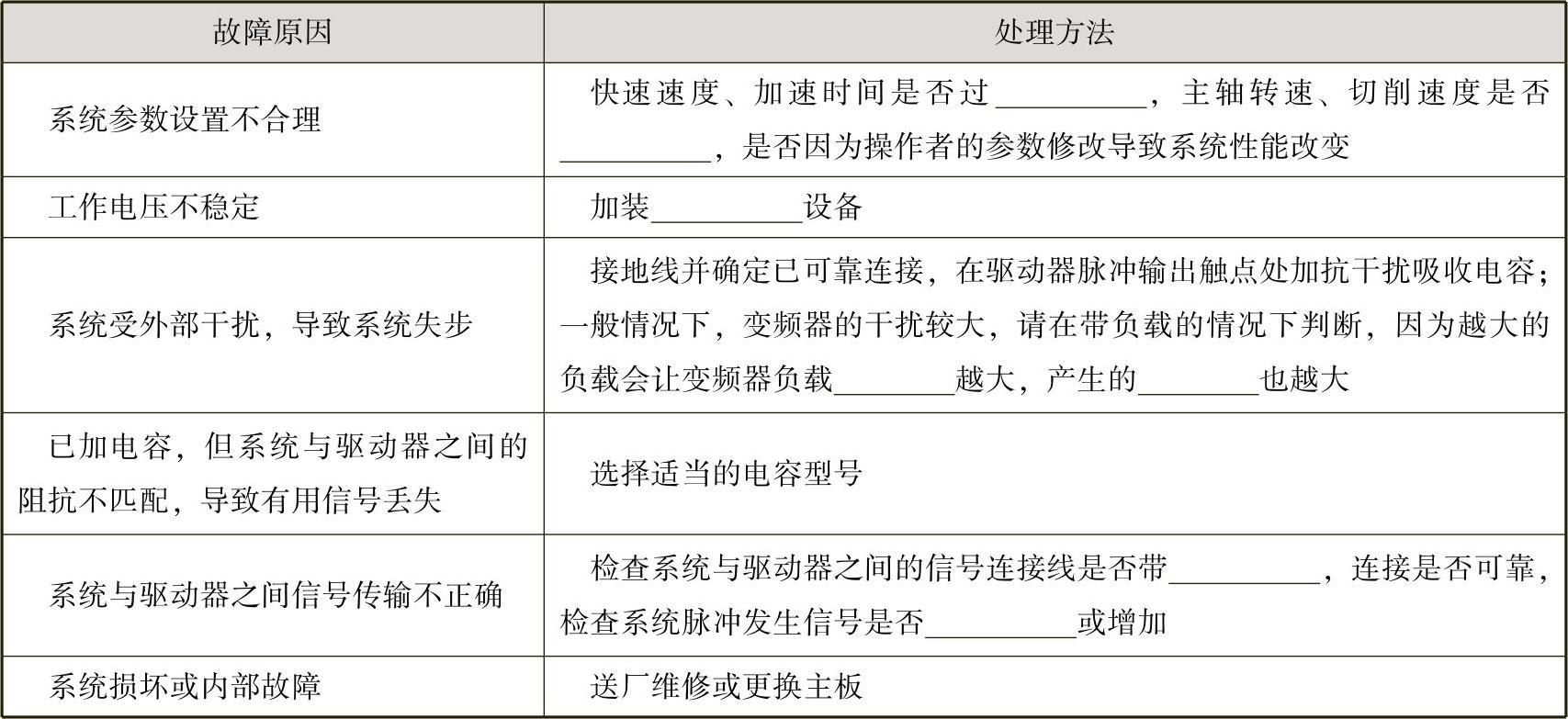
1.引起加工尺寸变化不稳定的故障原因及处理办法见表3-6。
表3-6 引起加工尺寸变化不稳定的故障原因及处理办法
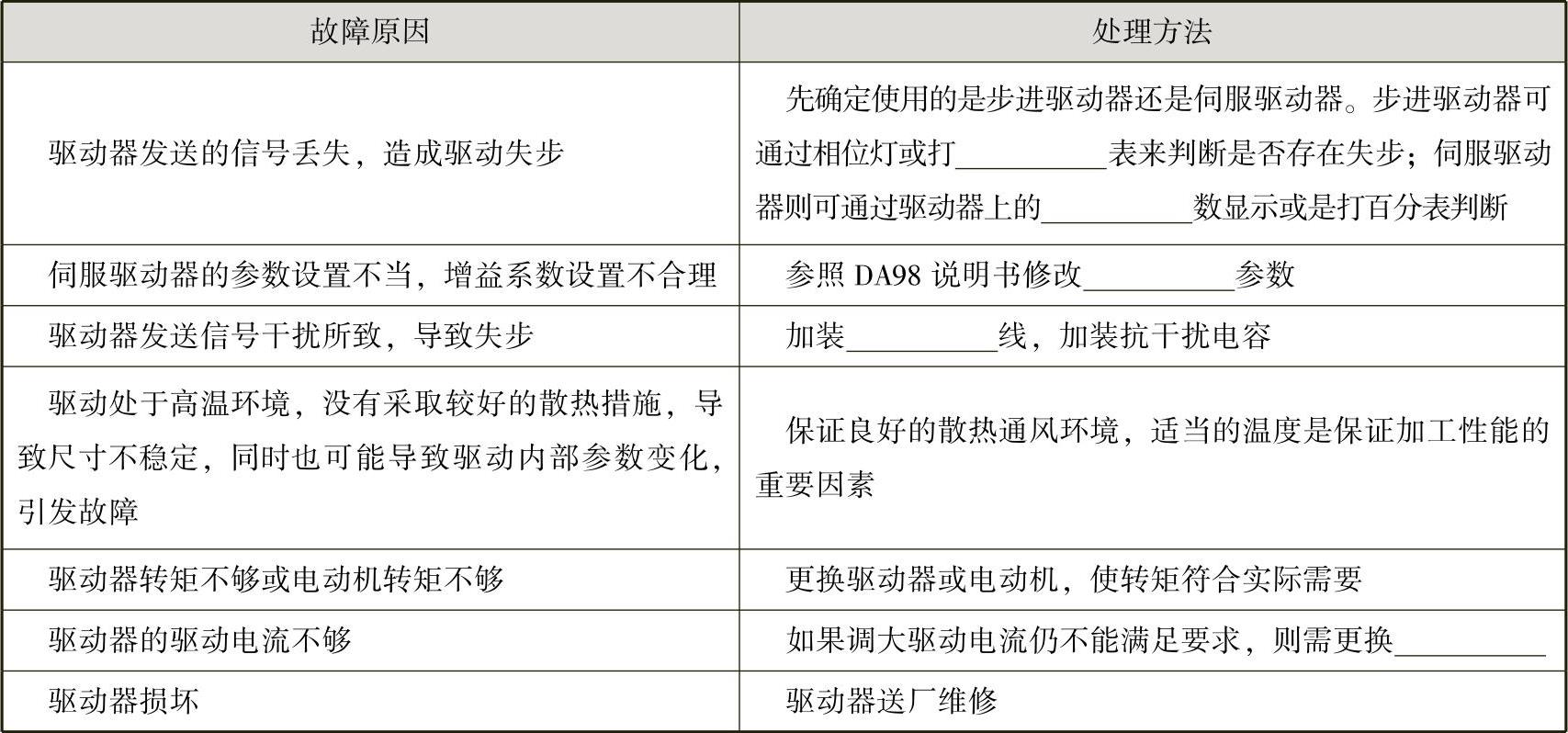
2.驱动器引起加工尺寸不稳定的故障原因及处理办法见表3-7。
表3-7 驱动器引起加工尺寸不稳定的故障原因及处理办法
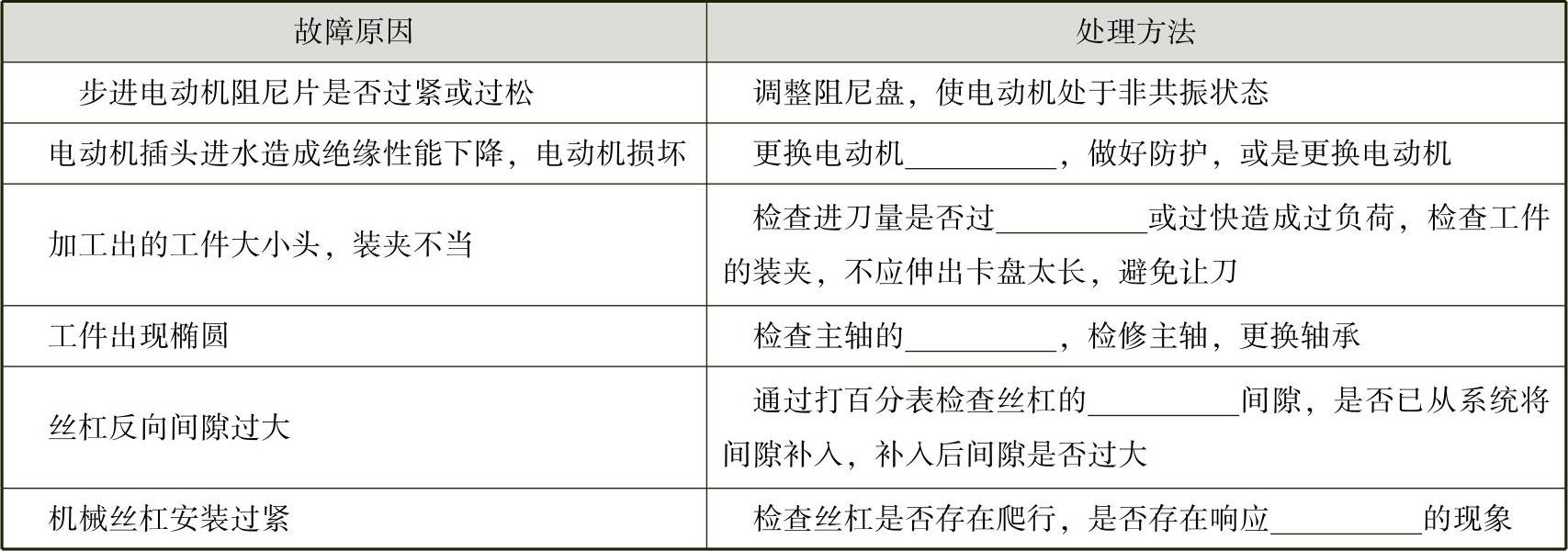
3.机械方面引起的加工尺寸不稳定的故障原因及处理办法见表3-8。
表3-8 机械方面引起的加工尺寸不稳定的故障原因及处理办法
【计划与实施】
一、制订维修计划
根据故障现象,分析数控加工尺寸超差的故障原因,并制订合理的维修计划,同时准备维修时要用的工具和材料。
引导问题 加工尺寸超差故障的正确处理方案是什么?
根据先简后繁,先参数后机械检测的维修原则,加工尺寸超差的故障判断流程如图3-3所示。
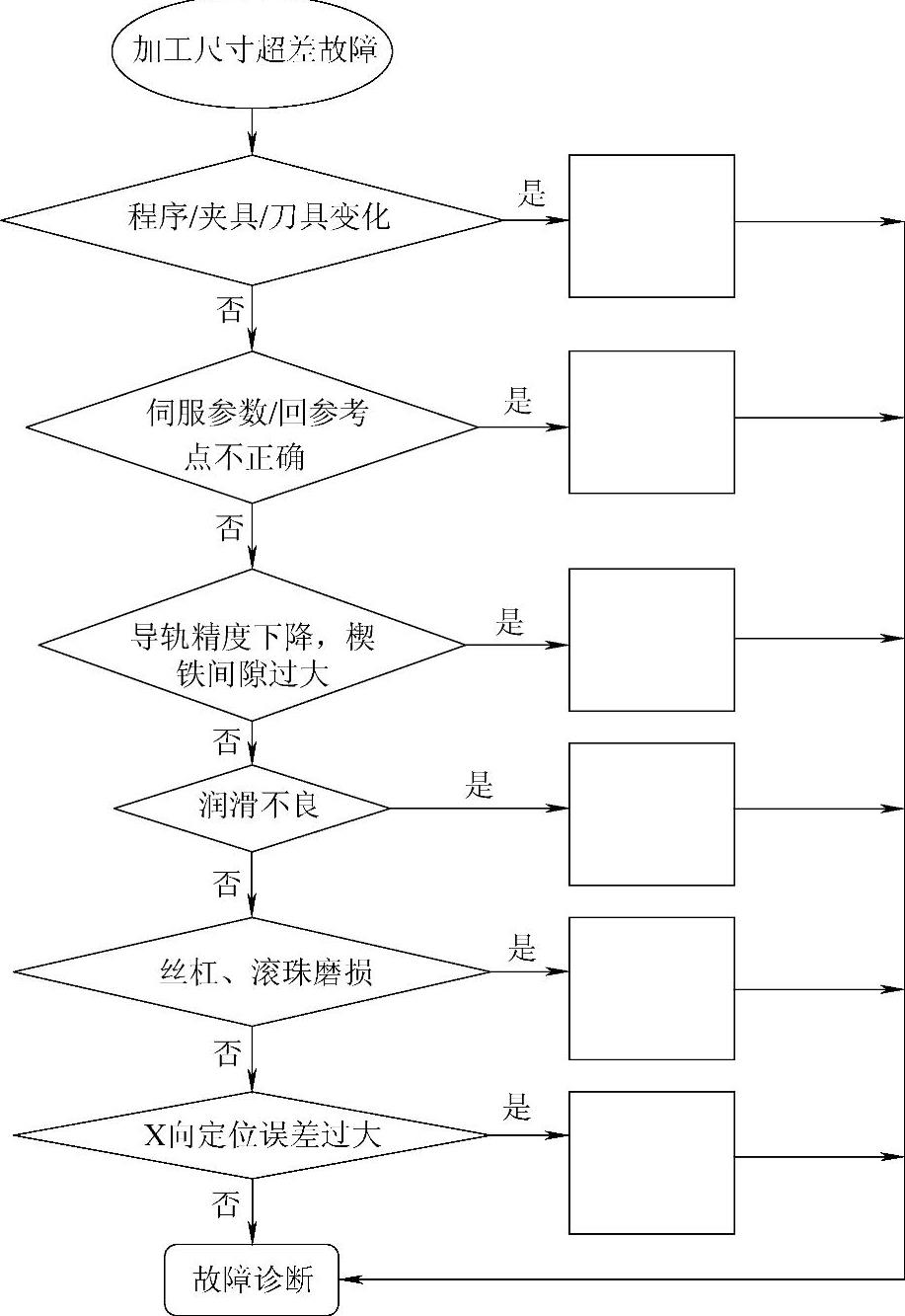
图3-3 故障维修的诊断流程示意(https://www.xing528.com)
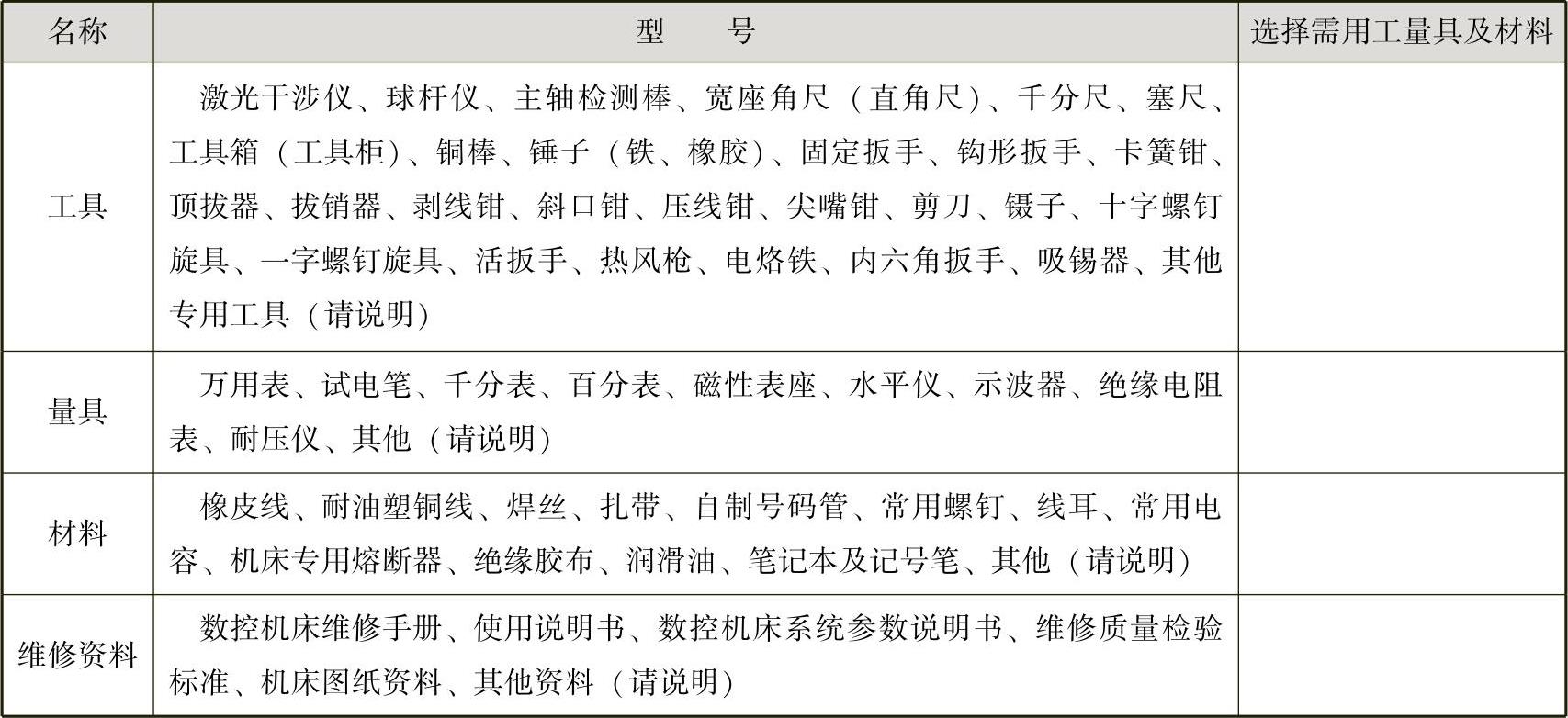
引导问题 需要的维修资料及工量具有哪些(表3-9)?
表3-9 维修资料及工量具
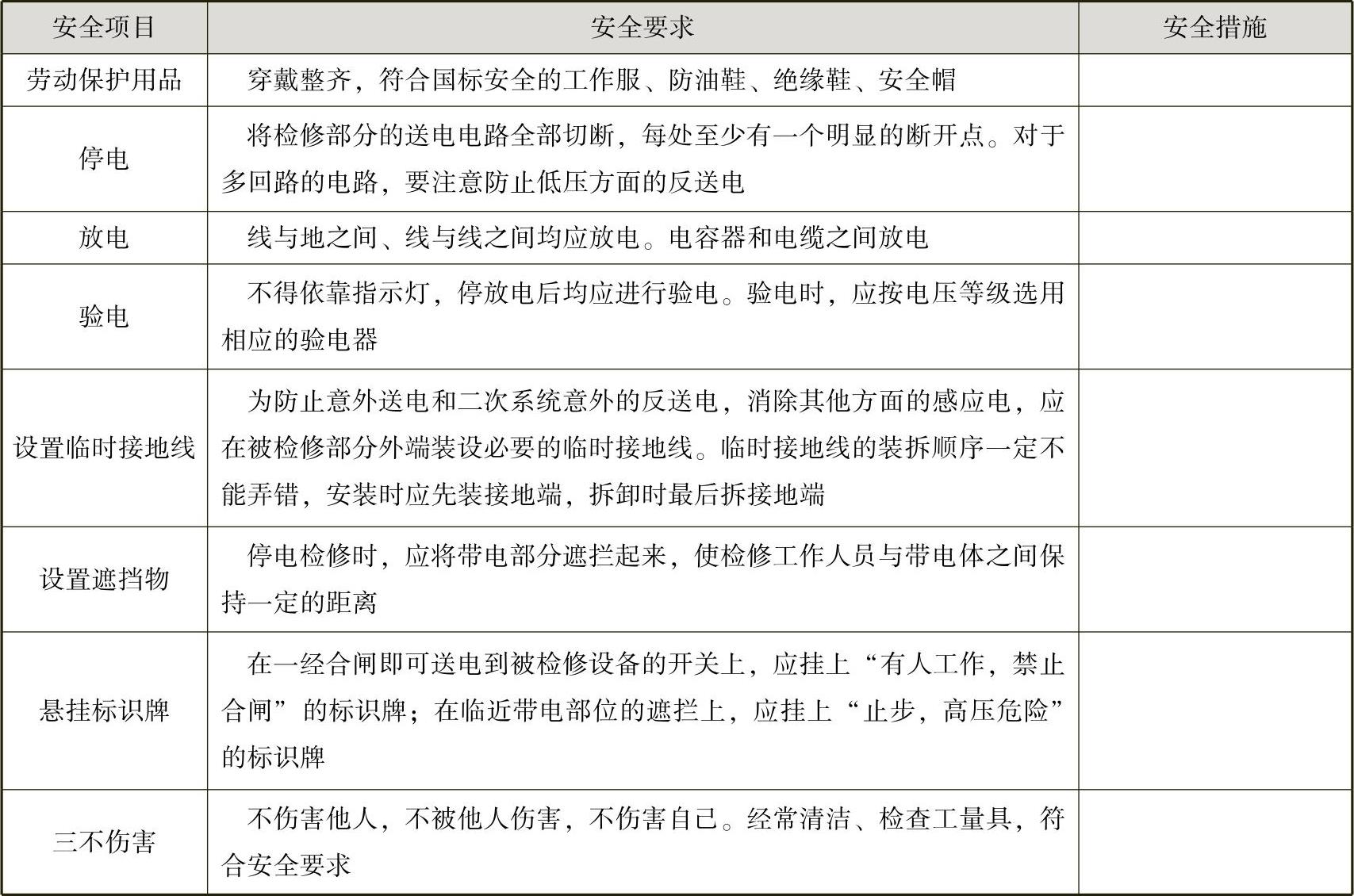
引导问题 在进行故障诊断与维修工作中有哪些安全注意事项(表3-10)?
表3-10 安全注意事项
二、实施维修操作
引导问题 如何检查与诊断程序、夹具及刀具?
1.调出加工序程,分析____,并在其他机床上试加工,检查有无尺寸超差现象。
2.检查各夹具是否完好。经检测,工件的圆跳动误差为____,是否与主轴同轴(____(是/否))。
3.刀具安装主轴中心____,拆卸刀具,检查有无损坏现象(____(有/无))。
4.检查导轨的磨损情况,导轨是否良好(____(是/否));检查导轨楔铁间隙是否过大____(____(是/否))。
5.检查导轨和滚珠丝杠的润滑情况,工作是否正常,输出压力是否正常,仔细观察各轴导轨面和滚珠丝杠____,看是否有明显的____。
6.检查进给传动系统,传动系统中任何连接部分存在____,均可引起位置偏差,从而造成加工零件尺寸超差。
引导问题 如何进行伺服动参数及回参考点的检查与修改?
1.该机床数控系统为GSK980TD,采用交流伺服电动机,并带有内装____编码器。从数控机床控制的角度来判断,X轴尺寸偏差是由X轴____偏差造成的。进入系统,检查X轴的相关参数是否与说明书一致。
2.开机,检查X轴回参考点的位置,用____检测,看每次回参考点的位置是否一致。
引导问题 如何测量反向传动间隙?
1.反向传动间隙____修调法。如果反向间隙过大,则需要修调丝杠螺母副和修紧中拖板线条,直至达到误差在要求范围内(反向间隙补偿(X、Z轴):0~65.535mm)。
2.反向传动间隙____进行补偿。
1)测量反向间隙,编辑程序。参考程序如下:
O001;
N10G01 W10 F800;
N20 W15;
N30 W1;
N40 W-1;
N50M30;
2)测量。使用百分表、千分表或激光检测仪等工具和仪器进行测量,测量步骤如下:
①测量前应将反向间隙误差补偿值设为____。
②单段运行程序,定位两次后找测量基准A,记录A点的当前数据,再同向运行1mm,然后反向运行1mm到B点,读取B点的当前数据,如图3-4所示。
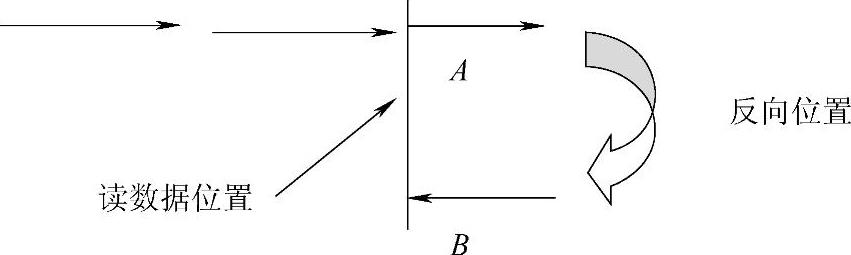
图3-4 测量原理图
③输入反向间隙补偿量。首先计算测量数据之差,其公式是
测量数据之差=∣A点记录的数据-B点记录的数据∣
输入反向间隙补偿量至参数____中,其中,X轴的补偿值为测量数据之差乘以2(以直径值输入,但与直径无关)。Z轴的反向间隙补偿量为测量数据之差。输入值的单位为0.001mm。
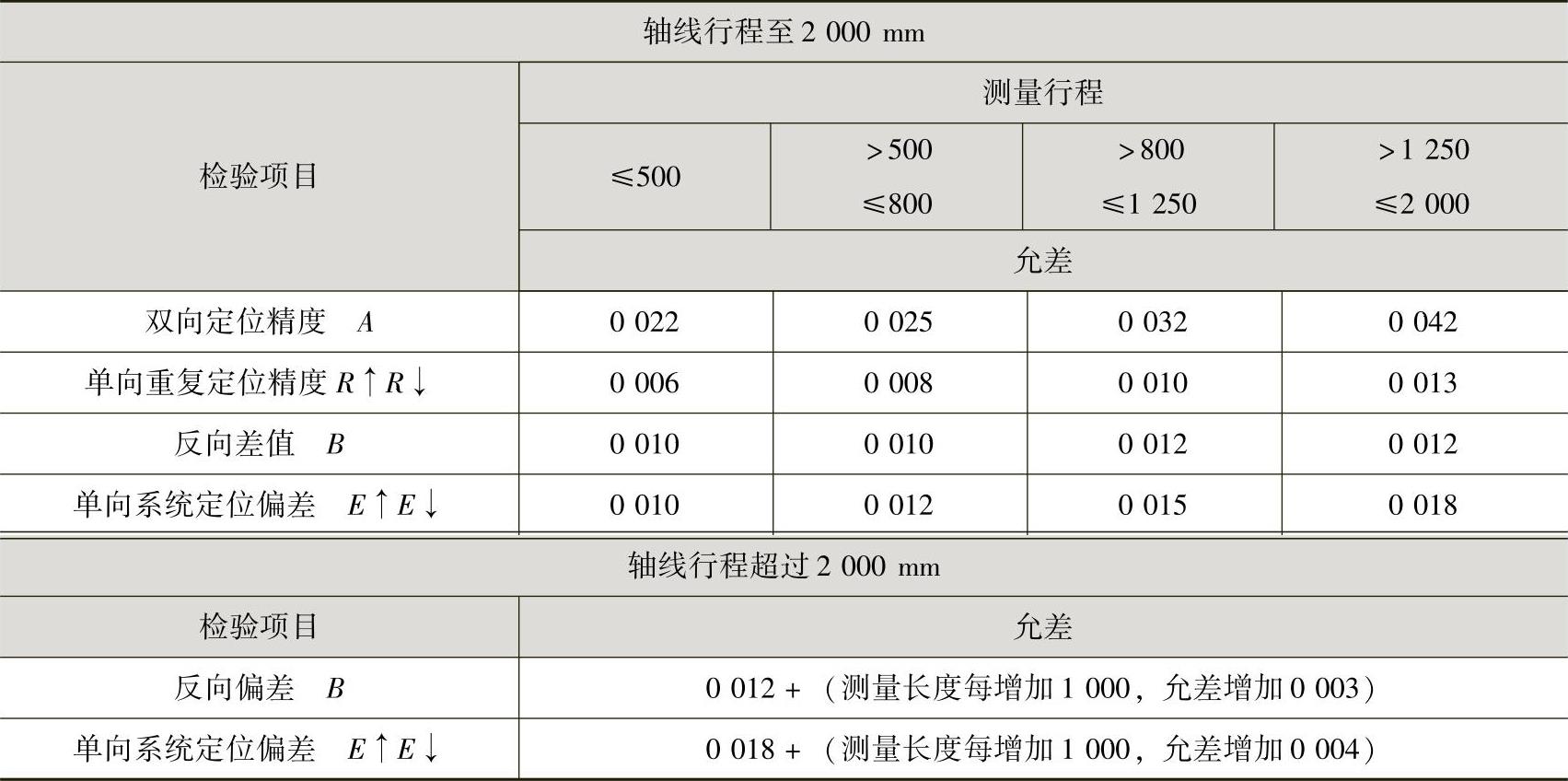
3.修改机床的内部CNC参数,通过CNC装置的____补偿功能来补偿。反向间隙补偿的方式和补偿率可通过____参数设定,补偿值输入到数据参数____、NO035中,见表3-11。
4.开机检查X轴回参考点的位置,用____检测,看每次回参考点的位置是否一致。
表3-11 线性轴的位置精度允差 (单位:mm)
引导问题 如何对进给轴的传动间隙检查?
1.将一个带有千分表的磁性表座吸在____上,利用测头找正主轴____运动的负方向,并使测头压缩,然后将表头指针复位到零。
2.将机床操作面板上的工作方式开关置于增量方式“×10”挡,轴选择开关置于X轴挡,按负方向进给键,观察千分表____的变化。理论上,每按一下,千分表读数增加____μm。经测量,X轴正、负方向的增量运动都存在不规则的偏差。
3.找一粒滚珠置于滚珠丝杠的端部中心,用千分表的测头顶住____,将机床操作面板上的工作方式开关置于手动方式(JOG),按正(负)方向的进给键,主轴箱沿____轴正(负)方向连续运动,观察千分表读数无明显变化,故排除滚珠丝杠____的可能性。
4.检查与X轴伺服电动机和滚珠丝杠连接的____,发现与伺服电动机转子轴连接的联轴器锥套有松动,这会造成进给传动与伺服电动机驱动不同步。由于在运行中联轴器锥套的松动情况是不规则的,从而造成位置偏差的不规则,最终会使零件加工尺寸出现不规则的偏差。出现这种问题应及时进行紧固联轴器锥套,解决故障。
三、质量检查
引导问题 维修质量的检查包括哪些项目(表3-12)?
表3-12 维修质量的检查
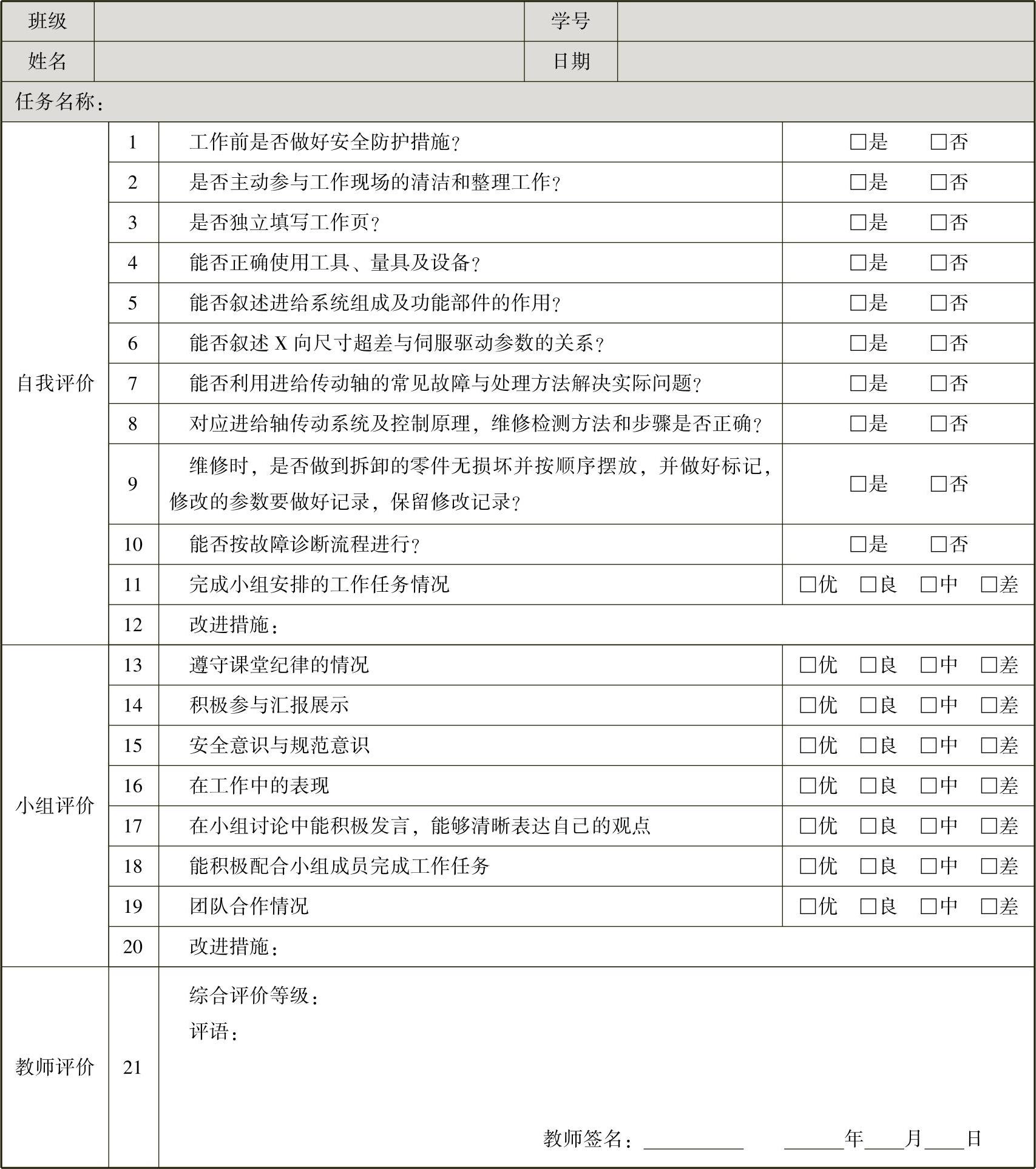
【评价与反馈】
完成本任务后,请对工作进行评价。自我评价由学习者本人填写,小组评价由组长填写,教师评价由任课教师填写。
一、验收交接
引导问题 数控机床试运行是交付使用的重要环节,交接过程中要注意哪些问题?
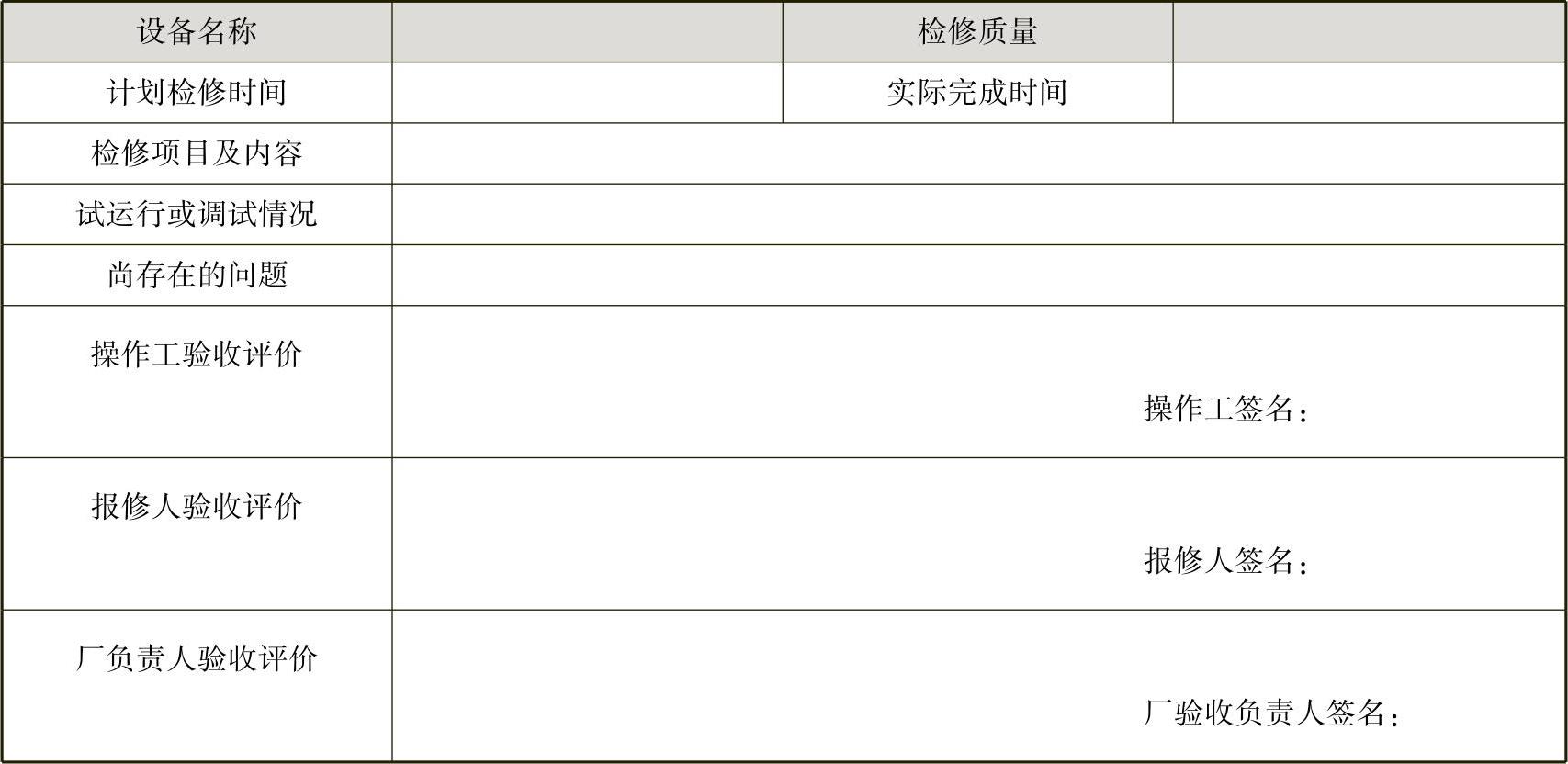
加工尺寸超差的故障排除后需要进行验收交接。通常要对维修的部分进行检测、试验或试运行,直至加工尺寸合格。交接时,与报修人员确认故障已排除,提出造成本次故障的原因,提出机床维护保养的要求。请填写验收交接表(表3-13)。
表3-13 验收交接表
引导问题 如何对本任务进行评价(表3-14)?
表3-14 任务评价
二、拓展任务———FAUNC-MATE-0iTD系统数控机床进给伺服移动误差过大报警的故障
伺服移动误差过大报警(#411)的故障诊断与维修方法如下:
1)系统检测原理。当系统发出移动指令时,系统的位置偏差计数器(FANUC-OC/OD系统的诊断号为800~803;FANUC-16/16i/18/18i/21/21i/Oi系统的诊断号为300)偏差值超过了系统参数(FANUC-OC/OD系统为504~507;FANUC-16/16i/18/18i/21/21i/Oi系统为1828)所设定的数值时,系统发出移动误差过大报警。系统检测原理如图3-5所示。
2)故障原因及判别方法。如果给出移动指令而机床不移动,则故障原因可能是:
①机械传动卡死。
②如果故障发生在垂直轴控制时,则故障发生在伺服电动机的电磁制动回路。
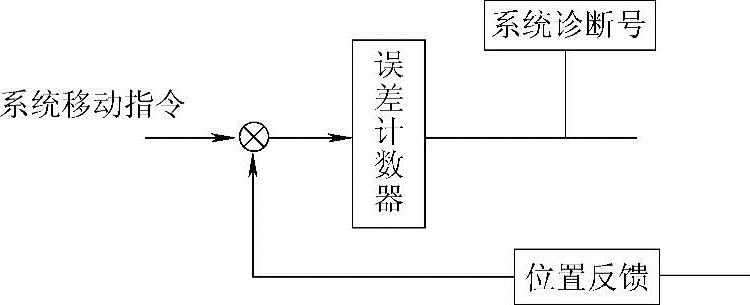
图3-5 系统检测原理图
③伺服电动机及动力线有断相故障或伺服电动机的动力线连接错误。
④伺服放大器本身故障。
3)硬件故障原因。
①机械传动间隙过大或导轨润滑不良。
②伺服电动机编码器及系统有故障。
③伺服放大器不良。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。