



1.PMC信号
在使用FANUC串行主轴控制功能的CNC上,主轴驱动器可通过CNC-PMC的接口信号直接进行控制,与刚性攻螺纹相关的CNC-PMC接口信号地址如表7-16所示。
2.PMC程序
串行主轴刚性攻螺纹的PMC程序设计的基本思路与模拟主轴相同。由于串行主轴驱动器的控制信号、状态信号可直接通过CNC-PMC的接口传输,因此,模拟主轴控制时的主轴驱动器起动输出Y8.0,需要以CNC-PMC接口信号串行主轴急停∗ESPA(G071.1)及主轴驱动使能MRDYA(G070.7)替代;主轴正/反转控制输出Y8.1/Y8.2,需要以串行主轴正/反转接口信号SRVA(G070.4)/SFRA(G070.5)替代。同样,模拟主轴控制时的驱动器报警输入信号X16.2,需要以串行主轴报警接口信号ALMA(F045.0)替代;主轴停止输入信号X16.0,需要以串行主轴停止接口信号SS-TA(F045.1)替代;转速到达输入信号X16.1,需要以串行主轴转速到达接口信号SARA(F045.3)替代等。
表7-16 刚性攻螺纹PMC输入/输出信号表
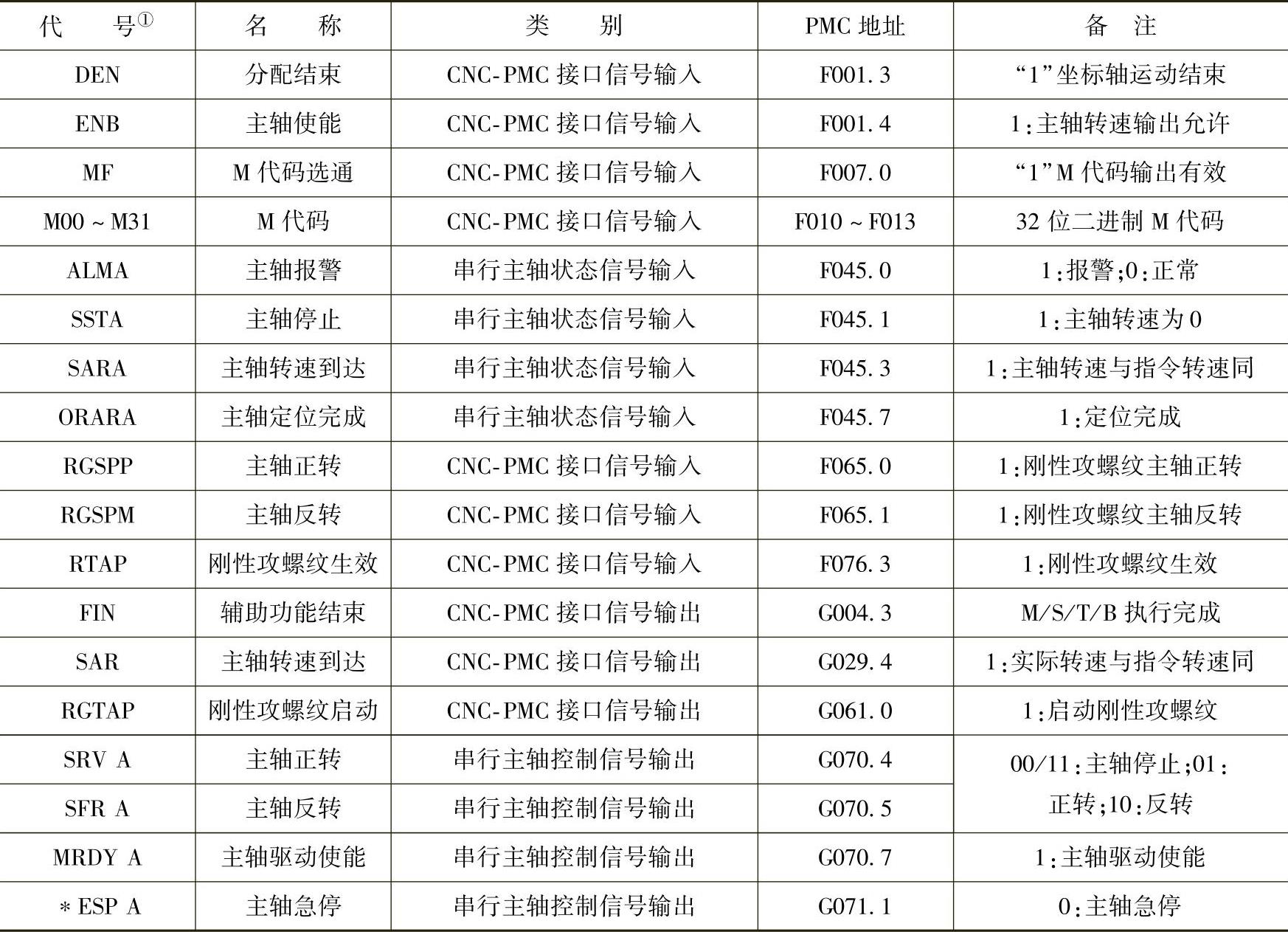
①代号后缀“A”,为第1主轴信号,其他信号同。
根据刚性攻螺纹的动作流程和控制要求,串行主轴刚性攻螺纹的PMC程序如图7-40、图7-41所示,程序同样可直接用于数控镗铣加工机床的速度控制和刚性攻螺纹控制。但是,对于需要同时使用刚性攻螺纹与主轴定位、主轴换档等功能的机床(如加工中心等),程序中的主轴停止信号∗SSTP、正/反转控制信号SRV/SFR,也需要根据主轴换档、主轴定位控制要求,参照本章前述,增加相应的控制条件;同时,在PMC程序中还需要增加相关的主轴换档、主轴定位等控制程序。(https://www.xing528.com)
图7-40所示的程序用于串行主轴的刚性攻螺纹的M译码与刚性攻螺纹启动、撤销控制。由于主轴处于M代码定向、定位状态时,不能启动刚性攻螺纹功能。因此,产生刚性攻螺纹启动脉冲的信号R702.0,需要增加主轴定位完成信号F045.7=0的互锁条件。
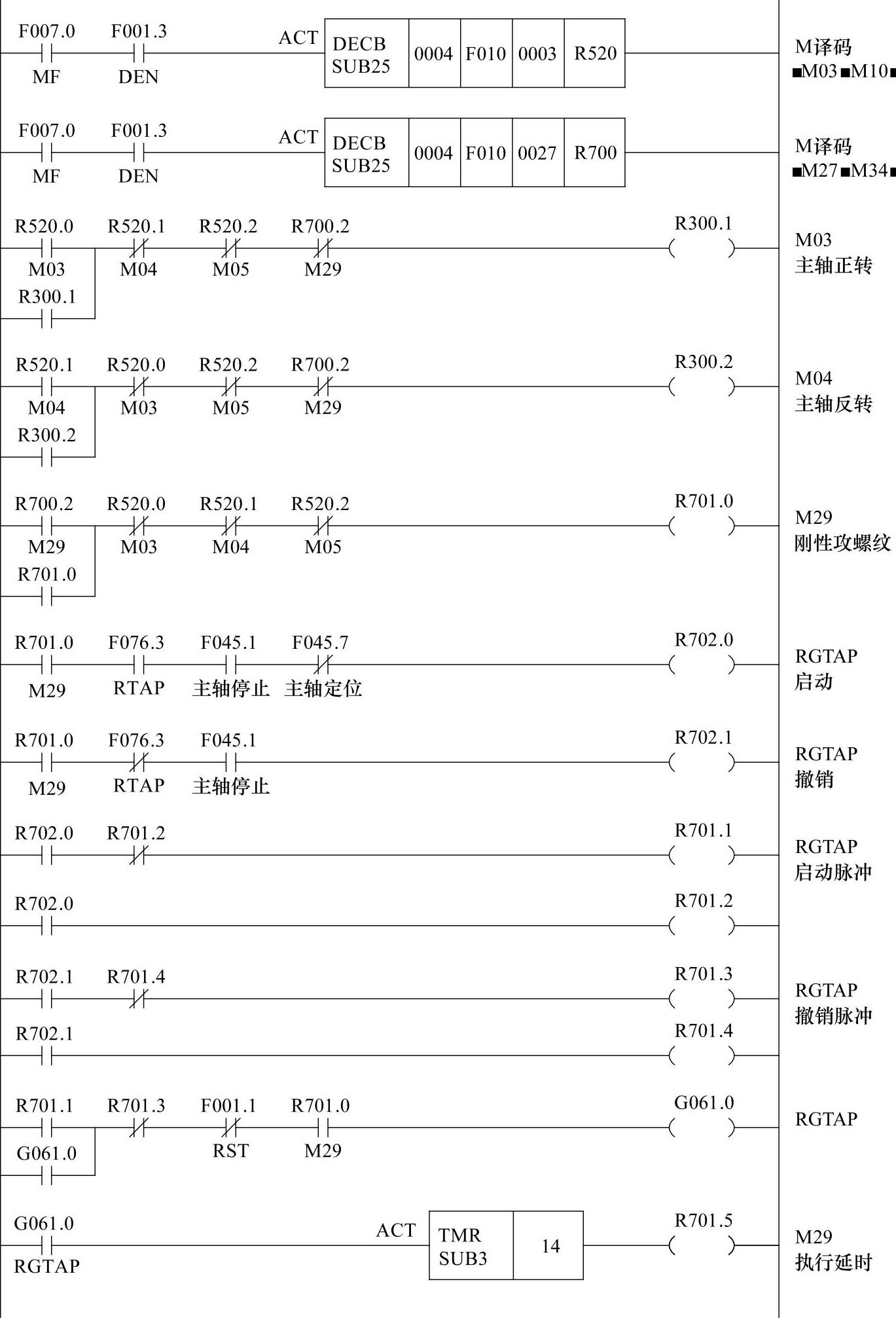
图7-40 串行主轴刚性攻螺纹启动和撤销程序
图7-41所示的程序用于串行主轴驱动器控制和M代码完成应答,程序只是以串行主轴的CNC-PMC接口,代替了模拟主轴的外部驱动器控制信号。
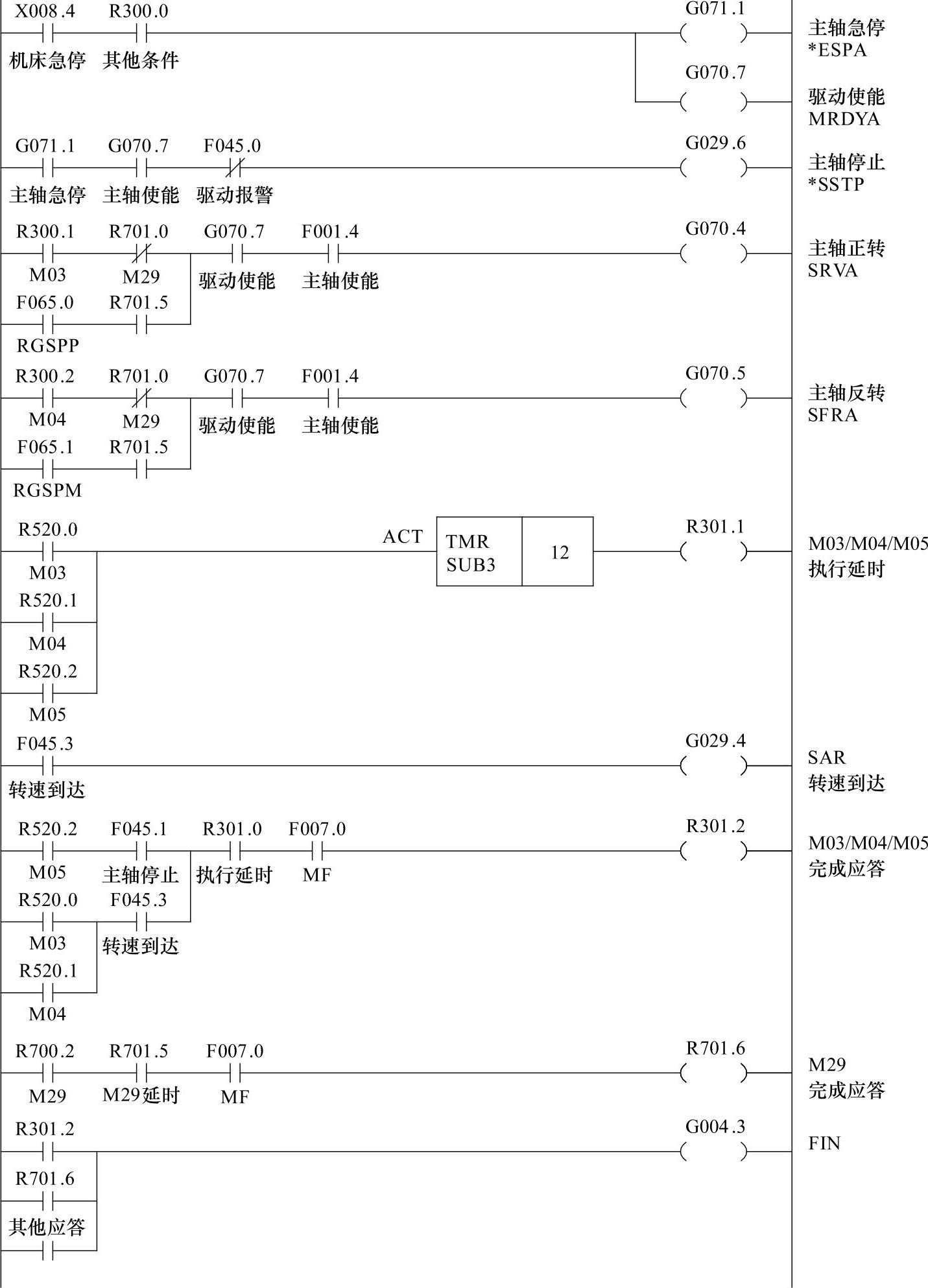
图7-41 串行主轴驱动器控制和M应答程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。