



1.基本要求
刚性攻螺纹是一种攻螺纹进给轴(通常为Z轴)与主轴转角保持同步的进给控制方式,在刚性攻螺纹方式下,进给轴将跟随主轴同步进给,当主轴进行加减速时,进给轴将自动调整进给速度,严格保证主轴每转所对应的进给量为1个螺距。
使用刚性攻螺纹功能的基本要求如下。
1)刚性攻螺纹既可用于串行主轴,也可用于模拟主轴。在多主轴控制的机床上,刚性攻螺纹功能第1主轴、第2主轴均可使用刚性攻螺纹功能。
2)选择刚性攻螺纹功能时,主轴必须安装有1024P/r(或512P/r)的位置检测编码器。
3)当主轴处于M代码定向、定位状态时,不能启动刚性攻螺纹功能。
4)在CNC程序指令刚性攻螺纹的M代码,将主轴从转速控制切换到刚性攻螺纹方式。刚性攻螺纹的M代码可通过参数PRM5210进行设定,FANUC出厂默认为M29。
5)空运行、机床锁住对刚性攻螺纹有效。空运行时CNC可自动调整主轴转速,使之与空运行进给速度匹配;机床锁住时,主轴与进给轴同时停止。通常而言,刚性攻螺纹过程中不应进行进给暂停或单程序操作。
6)在CNC加工程序中,刚性攻螺纹需要与攻螺纹固定循环指令(如G84/G74)同时使用,指令的编程格式可通过CNC参数PRM5200.0的设定选择。设定PRM5200.0=0时,需要在固定循环指令(如G84/G74)前,指令刚性攻螺纹的M代码(如M29);如PRM5200.0=1,则攻螺纹固定循环(如G84/G74)可直接指令刚性攻螺纹,刚性攻螺纹的M代码(如M29)可由固定循环指令自动生成。对于后者,PMC程序同样需要进行M代码执行完成应答处理,而且攻螺纹固定循环指令(如G84/G74)不能再用于普通的柔性攻螺纹。
刚性攻螺纹的固定循环指令在不同系列的CNC上有所不同。对于FS-0iMD,其固定循环指令为G84/G74。在FS-0iTD上,则可以选择FS-0或FS-10/11两种编程格式,固定循环指令G84/G88或G84.2,有关内容可参见本书作者编写的《FANUC-0iD编程与操作》(机械工业出版社,2013年5月)一书。
7)刚性攻螺纹控制需要设定较多的CNC参数,例如,加减速参数、主轴位置控制增益、允许误差等,有关内容可参见本书作者编写的《FANUC-0iD调试与维修》(机械工业出版社,2013年11月)一书。
2.刚性攻螺纹启动控制
启动刚性攻螺纹的动作流程如图7-36所示,PMC程序设计要求如下。
1)CNC执行刚性攻螺纹指令,输出刚性攻螺纹的M代码和MF信号;同时,将刚性攻螺纹状态信号RTAP(F076.3)置“1”,并撤销主轴使能信号ENB(F001.4)。(https://www.xing528.com)
2)PMC接收到CNC发送的刚性攻螺纹M代码后,立即停止主轴旋转。为了避免刚性攻螺纹和传动级交换、主轴定向定位等功能的冲突,主轴的停止一般应通过撤销驱动器转向信号的方式实现。例如,对于串行主轴,可将转向信号SFR/SRV(G70.4/G70.5)同时置为“0”;对于模拟主轴,可通过PMC程序将主轴正/反转输出信号同时置为“0”等。
3)当主轴完全停止后,通过PMC程序,向CNC发送刚性攻螺纹启动信号RGTAP(G0061.0=1),使CNC进入刚性攻螺纹同步控制模式。
4)通过CNC的刚性攻螺纹转向输出信号RGSPP(F065.0)/RGSPM(F065.1),控制主轴正反转、起动主轴以刚性攻螺纹转速旋转。
5)PMC向CNC发送M代码执行完成信号FIN,结束刚性攻螺纹M代码执行过程;CNC恢复主轴使能信号ENB(F001.4)。
3.刚性攻螺纹撤销控制
刚性攻螺纹需要通过CNC加工程序中的固定循环撤销指令G80或CNC复位撤销,撤销刚性攻螺纹的动作流程如图7-37所示,PMC程序设计要求如下。
1)CNC执行G80指令、撤销刚性攻螺纹方式,并将刚性攻螺纹状态输出信号RTAP(F0076.3)、主轴使能信号ENB(F0001.4)同时置“0”。
2)通过PMC程序,利用主轴正/反转控制信号同时置为“0”等方式,停止主轴旋转。
3)主轴完全停止后,利用PMC程序,撤销刚性攻螺纹信号RGTAP(G0061.0),CNC结束刚性攻螺纹。
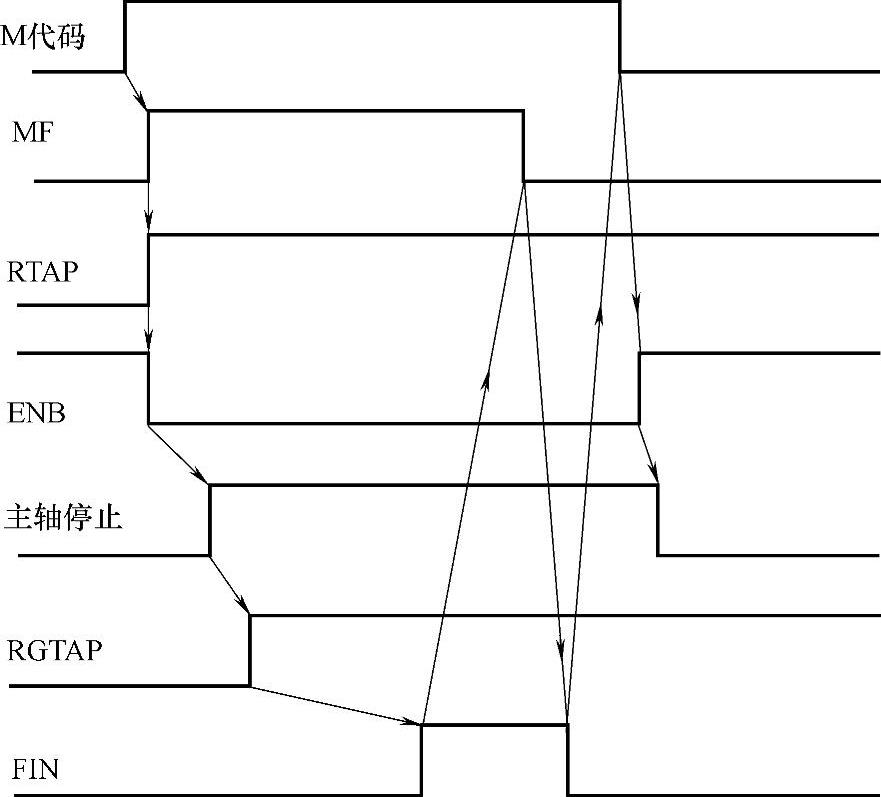
图7-36 刚性攻螺纹的启动流程
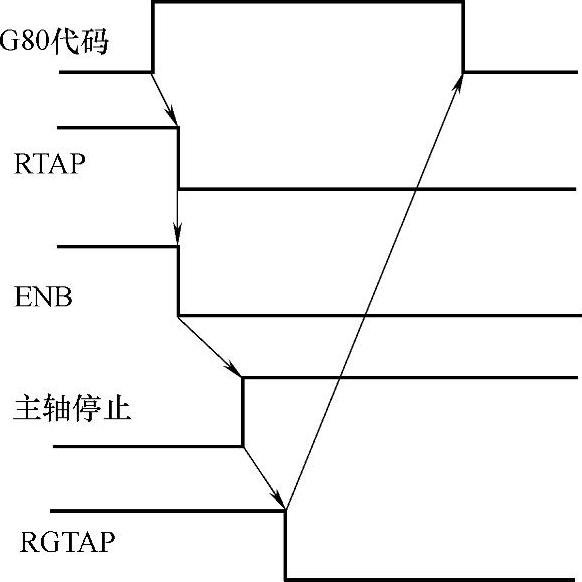
图7-37 刚性攻螺纹的撤销流程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。