



FS-0iTD不但可通过CNC控制主轴定向,而且还能使用CNC控制的主轴定位功能。根据实际需要,FS-0iTD的CNC主轴定位可选择任意位置定位和固定位置定位两种方式,前者的定位位置通过C轴指定,故称C轴定位;后者的定位位置通过M代码指定,故称M代码定位。两者的控制要求和PMC程序的设计方法如下。
1.C轴定位
(1)功能与要求
C轴定位的主轴定位位置可通过加工程序中的C轴编程指令任意指定。C轴定位需要在主轴定向完成后才能进行,定位功能的撤销也需要使用专门的M代码(CNC参数PRM4961设定)指令。
C轴定位指令的编程格式与其他坐标轴运动指令相同,它可通过“G00 C□□□”指令来生效主轴定位功能和选择定位位置、定位方向,地址C实际有效的输入范围为-359.999°~359.999°,但由于位置检测编码器的分辨率为1024P/r,通过CNC的4倍频处理后,实际能够控制的定位精度为360°/4×1024=0.088°。
定位指令G00 C□□□可采用绝对或增量编程,对于G代码体系A,绝对/增量定位的位置分别用地址C/H指令;对于G代码体系B和C,绝对/增量定位可通过G90/G91指令选择,编程地址统一使用C。如设定CNC参数PRM1008.0=0、PRM1008.1=1,还可生效捷径定位功能。
(2)PMC程序设计
C轴定位实质上是在主轴定向基础上,对主轴定位位置进行的调整,定位通过改变CNC位置给定、利用主轴闭环位置调整功能自动实现。
CNC执行C轴定位指令时,如主轴位置控制状态信号MSPOS(F039.0)及主轴停止确认信号SPSTP(G028.6)为“1”,便可自动输出主轴松开SUCLP(F038.1)、主轴夹紧SCLP(F038.0)信号,并完成定位。因此,在PMC程序上,只需要进行主轴松开和夹紧的控制,并按主轴定向同样的要求,提供主轴松开完成信号∗SUCPF(G028.4)及夹紧完成信号∗SCPF(G028.5),而无须进行M代码译码、应答等处理。
C轴定位的控制要求可直接通过图7-31所示的主轴定向控制PMC程序实现,无须另行设计PMC程序。
2.M代码定位功能
M代码一般用于部分圆周等分位置的主轴分度定位,它可通过1~255个连续的M代码,来选择定位位置并进行定位;在FANUC中文手册上,该功能又称“半固定角度定位”。
与主轴定向一样,用于主轴定位控制的M代码,在加工程序中需要使用独立的程序段;CNC的进给保持、试运行、机床锁住等操作,不能中断已启动的CNC主轴定位动作,它们需要在定位完成后才能生效;程序重新启动、辅助功能锁住对主轴定位的M代码无效。
用于主轴定位点选择和CNC定位控制的起始M代码、M代码数量(定位点数量)、定位点间隔角度、定位转向等,均可通过CNC参数的设定选择,相关参数如下。
PRM4950.1(IDM):M代码定位转向,“0”为正、“1”为负。
PRM4950.6(ESI):M代码数量选择,设定0时为6个;设定1时最大可为256个,数量由参数PRM4964设定。
PRM4962:主轴定位的M代码起始值。
PRM4963:定位点间隔角度,输入范围为0°~60°。
PRM4964:PRM4950.6=1时的M代码数量,输入范围为0~255,设定0时为6个。
例如,当设定PRM4962=50、PRM4963=30、PRM4950.6=0(或PRM4964=0、6)时,辅助功能M50~M55将被定义为CNC主轴定位指令,执行M50、M51、…、M55,可分别将主轴定位到30°、60°、…、180°位置。
M代码定位可根据需要,通过CNC参数PRM4950.7(IMB)的设定,选择A和B两种不同的定位方式。
PRM4950.7(IMB)=0:仅进行主轴定位(方式A)。执行M代码定位指令前,需要先通过CNC参数PRM4960设定的M代码,完成主轴定向;主轴定位撤销需要通过CNC参数PRM4961设定的M代码实现(与主轴定向撤销通用)。
PRM4950.7(IMB)=1:执行M代码定位指令,可同时完成主轴定向、主轴定位和定位撤销动作(方式B)。定位方式B有效时,M代码定位既可在主轴定向完成后进行,也可直接在主轴速度控制模式下完成;主轴定位完成后,还可自动撤销主轴位置控制、恢复主轴速度控制模式。
3.PMC程序设计要求
(1)定位方式A
选择M代码定位方式A时,主轴定位及定位撤销需要通过主轴定向(PRM4960设定)、M代码定位(PRM4962/PRM4964等设定)、定位撤销(PRM4961设定,与主轴定向撤销通用)3个不同的M代码实现。主轴定向及定位撤销的M代码的动作流程、PMC程序设计要求可参见前述。
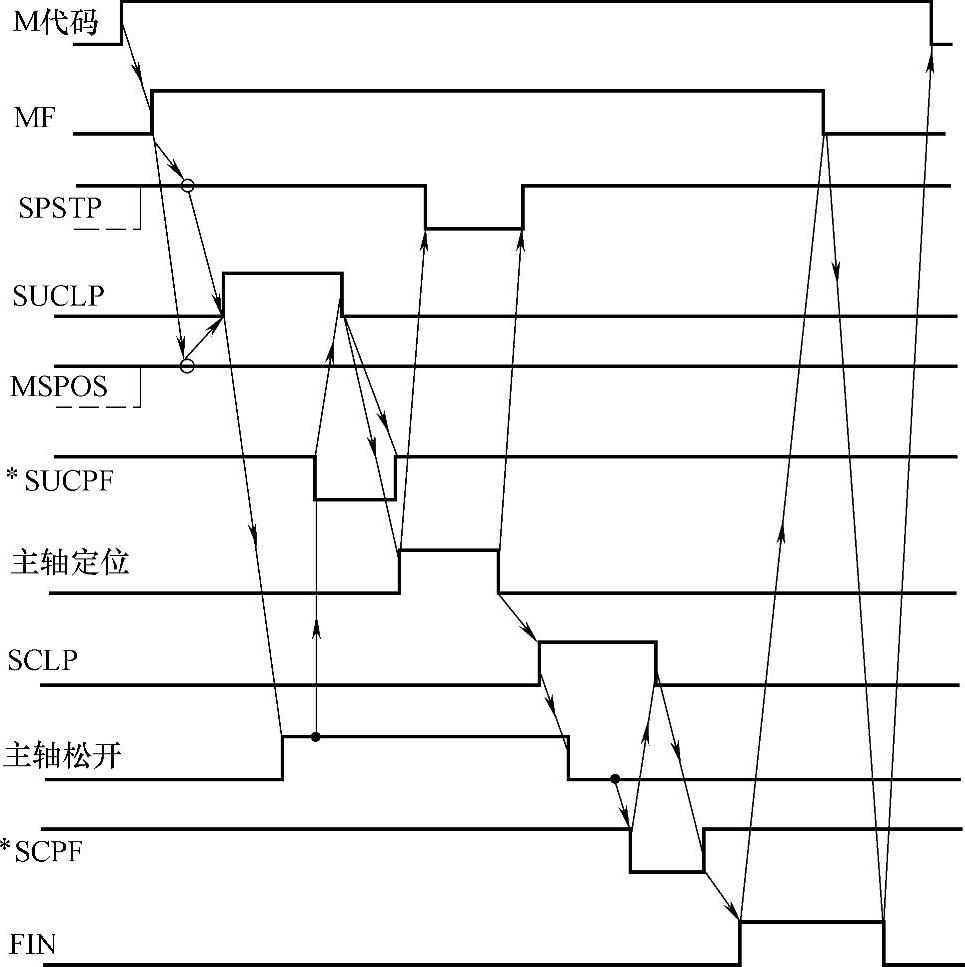
M代码定位的动作流程如图7-32所示。CNC执行M代码定位指令时,需要向PMC发送32位二进制代码和M代码修改信号MF;主轴定位完成后,需要通过PMC的辅助功能完成信号FIN,结束M代码指令的执行过程。
当CNC输出主轴定位M代码后,如主轴已完成定向并处于位置控制状态、信号MSPOS(F039.0)为“1”,且主轴停止确认信号SPSTP(G028.6)为“1”,则与主轴定向同样,依次进行发送主轴松开信号、确认主轴松开、主轴定位、输出夹紧信号、确认主轴夹紧等动作;在PMC程序上,则需要进行松开主轴、发送松开/夹紧完成信号等动作的控制。
M代码定位的位置可变,故定位完成后,CNC不能输出定位位置到达信号;但如CNC的主轴夹紧信号SCLP(F038.0)输出为“1”,代表主轴定位已完成。因此,PMC程序中的辅助功能完成信号FIN(G004.3),应在主轴定位有效(F039.0=1)、主轴夹紧完成(X16.6=1)、夹紧应答完成(F038.0=0)后输出。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-32 方式A的M代码定位动作流程
(2)定位方式B
当设定CNC参数PRM4950.7(IMB)=1,选择M代码定位方式B时,执行M代码定位指令,可同时完成主轴定向、主轴定位和定位撤销动作。因此,采用定位方式B时,既无须在定位前进行主轴定向,也无须在定位完成后,通过定向撤销指令取消位置控制模式。
方式B的M代码定位动作流程如图7-33所示。CNC执行M代码定位指令时,同样可向PMC发送32位二进制代码和M代码修改信号MF;主轴定位完成后,需要通过PMC的辅助功能完成信号FIN,结束M代码指令的执行过程。
方式B的主轴定位M代码输出后,首先必须通过PMC程序立即停止主轴旋转;当主轴停止后,向CNC发送停止确认信号SPSTP(G028.6),使CNC切换至闭环位置控制模式,状态信号MSPOS(F039.0)为“1”。随后,CNC将发送主轴松开信号SU-CLP,PMC可执行主轴制动器动作;主轴松开后,PMC向CNC发送松开完成信号∗SUCPF。
主轴松开一旦完成,CNC将控制主轴以定向转速,一次性完成从主轴定向到指定位置定位的全部动作。定位位置到达后,CNC将输出主轴夹紧信号SCLP,PMC程序应进行主轴制动器的夹紧动作,使主轴保持在定位位置上。主轴夹紧完成后,PMC向CNC发送夹紧完成信号∗SCPF。
CNC一旦收到PMC的夹紧完成信号∗SCPF后,将取消夹紧信号SCLP输出;同时,直接撤销闭环位置控制、重新回到速度控制模式;主轴的定位位置依靠制动器保持。此后,只要松开主轴制动器,便可进行正常的旋转。
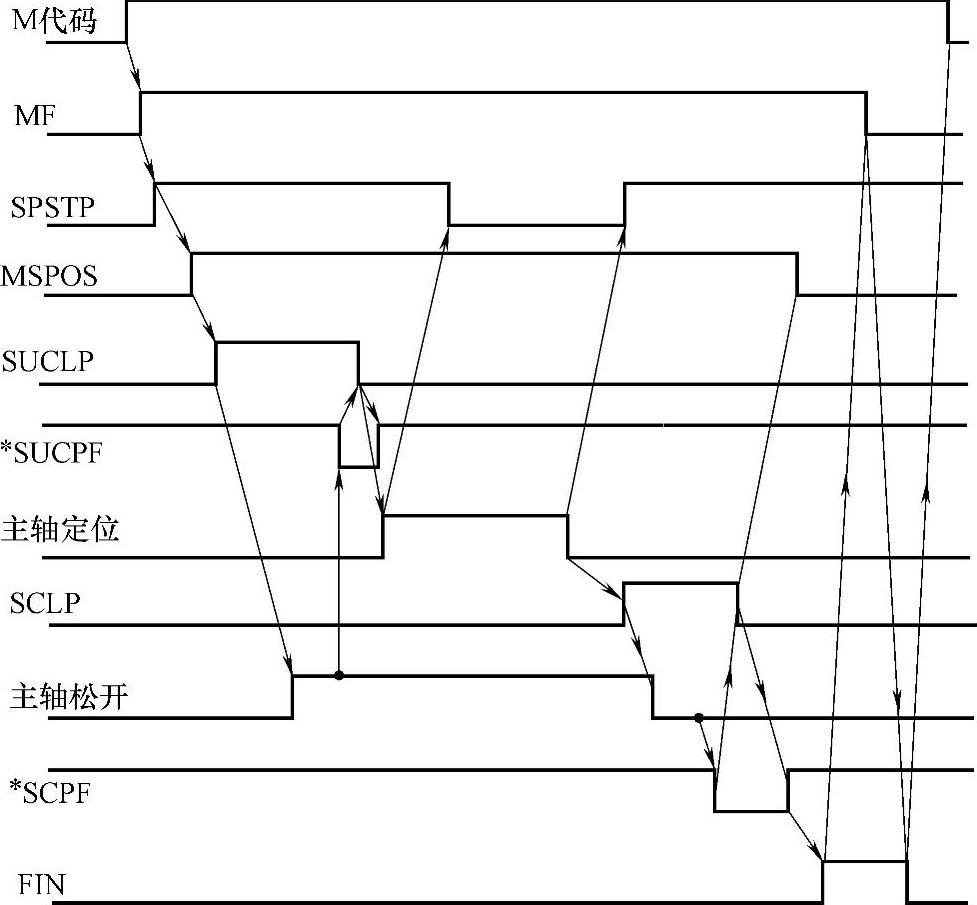
图7-33 方式B的M代码定位动作流程
4.PMC程序
以模拟主轴控制为例,如CNC的主轴定向、定位参数设定如下:
PRM4950.6(ESI)=0,用于定位的M代码数量为6个;
PRM4960=19,主轴定向代码为M19;
PRM4961=20,主轴定向、定位撤销代码为M20;
PRM4962=50,主轴定位控制代码为M50~M55;
PRM4963=30,定位点间隔角度为30°。且主轴驱动器及机床的I/O信号如表7-14所示时,用于CNC主轴定向、M代码定位和定向(定位)撤销的综合控制PMC程序如图7-34、图7-35所示,程序既可用于只使用主轴定向的机床,也可用于M代码定位方式A或方式B控制。
图7-34的程序用于CNC主轴定向、定位和撤销主轴定向(定位)的M代码和主轴制动器松开/夹紧控制。
当CNC执行定向定位指令M19/M20、M50~M55中任意一条指令时,R306.0为“1”,PMC即向CNC发送主轴停止信号∗SSTP(G029.6),撤销CNC主轴转速的模拟量输出,停止主轴。主轴停止后,PMC将通过来自主轴驱动器的停止信号输入X16.0,向CNC发送主轴停止确认信号SPSTP(G028.6),生效CNC的主轴定向、定位及撤销主轴定向(定位)控制功能。
主轴制动器的夹紧/松开控制分以下两种情况:
1)当CNC执行主轴定向、定位及定向(定位)撤销指令时,主轴闭环位置控制状态信号MSPOS(F039.0)为“1”,制动器Y8.7可通过CNC输出的主轴松开SUCLP(F038.1)、夹紧SCLP(F038.0)信号控制通断。
2)CNC执行M20指令,撤销CNC主轴定向(定位)功能、切换到速度控制模式后,主轴定位有效状态信号MSPOS(F039.0)为“0”、Y8.7保持“0”,主轴仍处于夹紧状态;直至CNC执行指令M03/M04,才能使Y8.7=1,并保持松开状态。
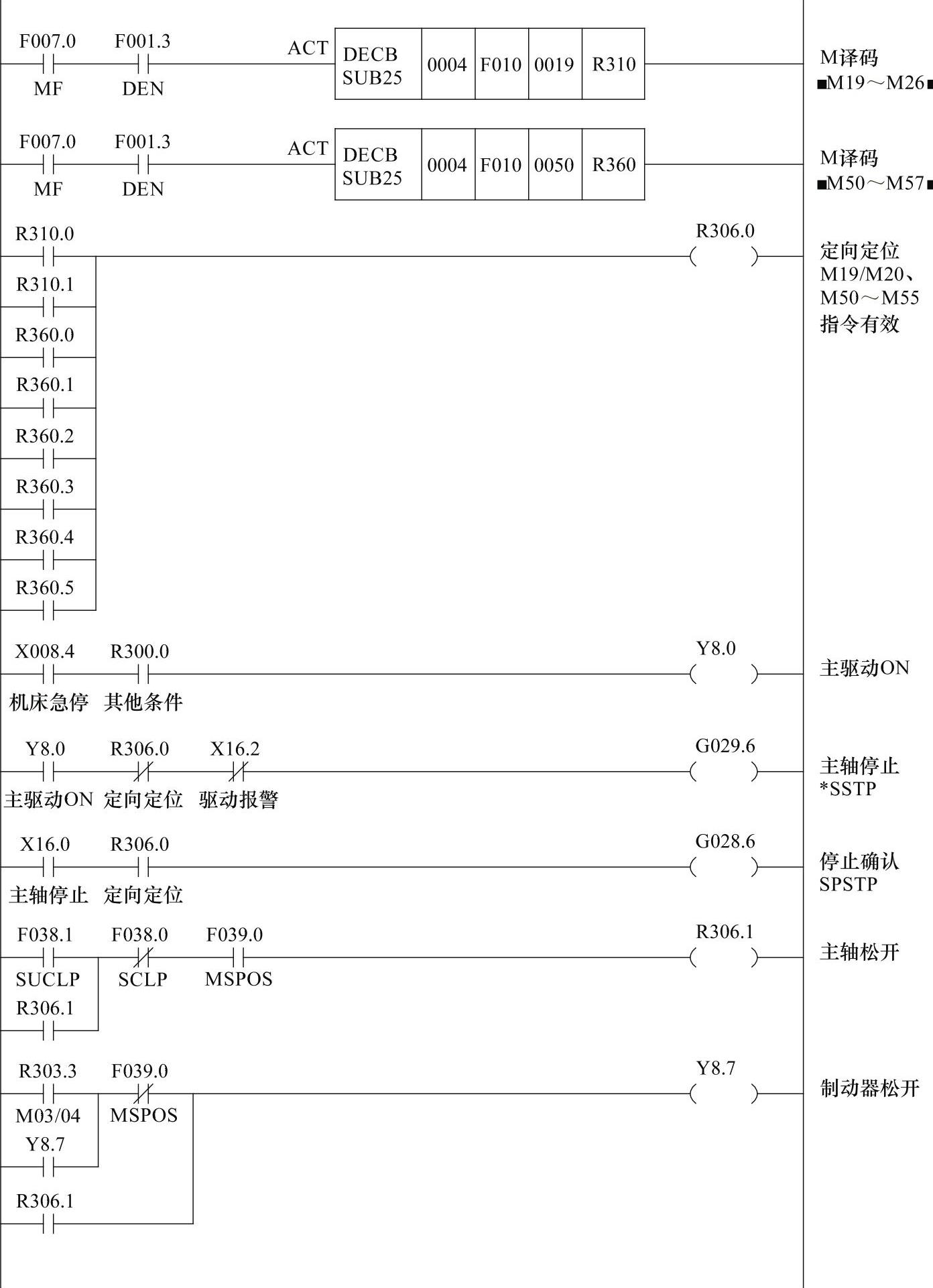
图7-34 M译码和松开/夹紧控制程序
图7-35的程序用于CNC主轴定向、定位和撤销主轴定向(定位)时的主轴松开/夹紧信号生成及M代码执行完成应答。
CNC主轴定向、定位和撤销主轴定向(定位)时的主轴制动器松开/夹紧信号生成的方法,与前述的主轴定向控制相同。例如,当主轴制动器松开到位后,检测信号输入X16.7=1,F038.1&X16.7&F306.0的运算结果将为“1”,取反后的状态“0”可作为CNC的主轴松开完成信号∗SUCPF(G028.4)输出;因CNC在接收到∗SUCPF信号后,可自动将SU-CLP复位至“0”,从而使F038.1&X16.7&R306.0的运算结果将为“0”,取反后的状态可将松开完成信号∗SUCPF恢复“1”;这样便可满足CNC对松开完成信号∗SUCPF的应答要求。
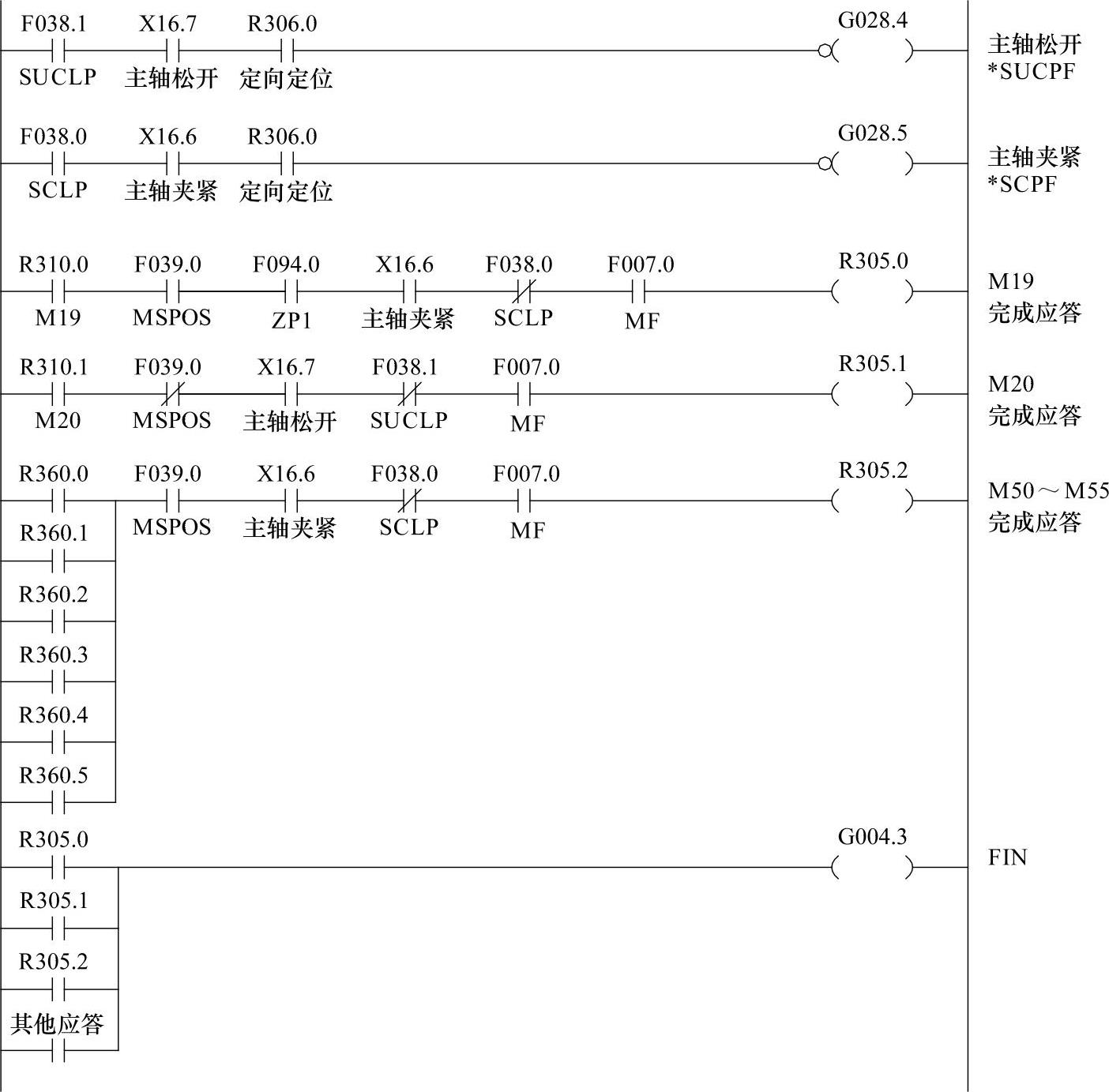
图7-35 主轴松开/夹紧和M完成应答程序
CNC主轴定向、定位和撤销主轴定向(定位)的M代码执行完成信号,需要分别产生。主轴定向指令M19的完成信号R305.0,在主轴定位生效(F093.0=1)、定向位置到达(F094.0=1)、主轴制动器夹紧(X16.6=1)、CNC夹紧信号撤销(F038.0=0)后生成。主轴定向(定位)撤销指令M20的完成信号R305.1,则在主轴闭环位置控制模式撤销(F093.0=0)、主轴松开(X16.7=1)、CNC松开信号撤销(F038.1=0)后生成。而主轴定位指令M50~M55的完成信号R305.2,则需要在主轴定位生效(F093.0=1)、主轴制动器夹紧(X16.6=1)、CNC夹紧信号撤销(F038.0=0)后生成。
以上应答信号合并后,便可作为CNC主轴定向、定位和撤销主轴定向(定位)的辅助功能执行完成信号FIN输出,以结束M代码执行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。