



1.功能简介
CNC的主轴传动级交换简称主轴换档,功能主要用于带机械变速装置的主传动系统,它可根据主电动机和主轴的实际传动比,自动调整主电动机转速,使主轴转速能够和加工程序中的S代码指令保持一致。
在通用型数控车床、铣床及加工中心上,大直径工件的车削、大规格铣刀的铣削、大规格螺纹的攻螺纹等加工,均要求机床主轴具有低速大扭矩输出特性。另外,由于金属切削机床单位时间能切除的材料体积和主轴功率成正比,为保证机床的加工效率,就要求主轴在不同转速下的输出功率能保持恒定,即具有恒功率输出特性。但是,由于电动机的输出转矩和功率受到结构、额定电流的限制,它在额定转速以下的调速特性,一般为额定转矩输出;在转速高于额定转速时,为额定功率输出。因此,主轴需要通过图7-10所示的机械变速箱,利用齿轮变速的方法,提高低速转矩和扩大恒功率调速范围。
例如,对于额定输出为22kW/140N·m、额定转速为1500r/min、最高转速为6000r/min的主电动机,在额定转速以下区域的输出转矩为140N·m,实际的恒功率调速范围只有4倍(1500~6000r/min)。但如主轴采用1∶1和1∶4两级机械减速,便可获得图7-11所示的转矩和功率输出特性,两者组合后,主轴在375r/min以下区域的输出转矩可达额定输出转矩的4倍,375~1500r/min区域的输出转矩也将显著提高;而主轴的恒功率调速范围也将由4倍扩大到16倍(375~6000r/min);而主轴最高转速仍可达到6000r/min不变。
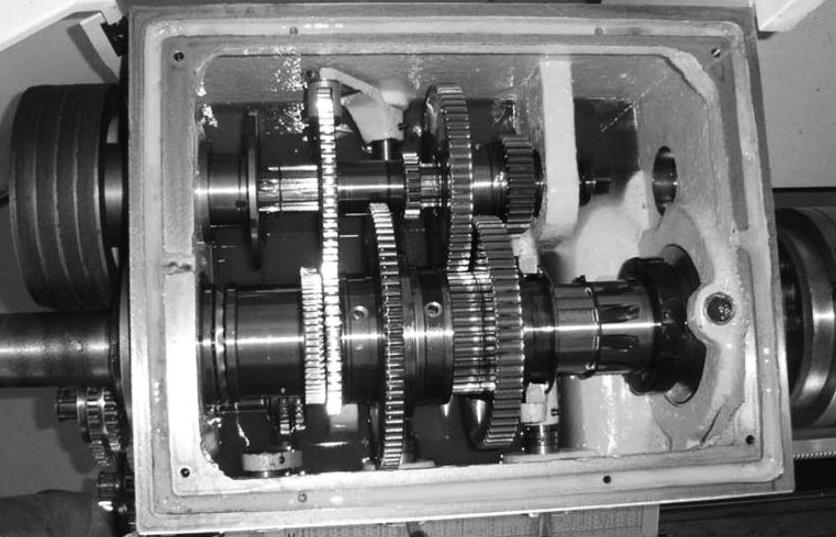
图7-10 主轴机械变速箱
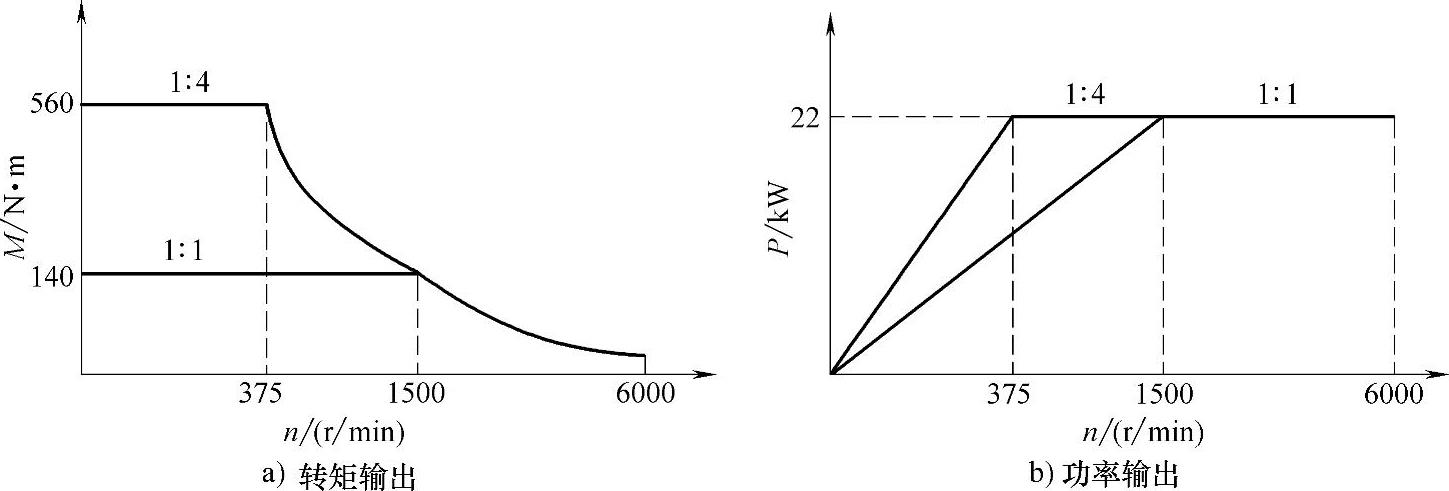
图7-11 主轴变速输出特性
主轴增加机械变速后,在不同的传动比下,同样的主轴转速将对应不同的电动机转速。例如,对于图7-11所示的主轴传动系统,当主轴转速为1200r/min时,如机械传动比为1∶1,主电动机转速应为1200r/min;如传动比为1∶4,则主电动机转速应为4800r/min等。这就要求主轴驱动系统能够根据机械传动比,自动改变主电动机的转速。
2.实现形式
为了便于数控机床的编程,一般规定CNC加工程序中的S代码应直接指定主轴的转速;而CNC的主轴转速输出(模拟量或数字量)通常就是主轴驱动器的速度给定输入,因此,对于同一S指令,在不同传动比下,能够改变主电动机转速的方法有两种:一是保持驱动器给定输入和电动机转速间的关系不变,通过改变CNC的主轴转速输出改变电动机转速,这一功能称为CNC主轴传动级交换功能;二是保持S代码和CNC主轴转速输出的关系不变,通过驱动器参数改变电动机转速,这一功能称为驱动器传动级交换功能。在FS-0iD等CNC上,模拟主轴控制一般使用前者,串行主轴一般使用后者;如机床的变速档较多,两者也可同时使用。
模拟主轴使用CNC传动级交换功能时,由于驱动器的速度给定输入与电动机转速存在线性关系,因此,传动级变换时,实际上只需要根据机械传动比改变CNC的主轴转速输出值。例如,对于图7-12所示、10V模拟量输入对应电动机转速为6000 r/min的驱动器,当传动比为1∶1时,指令S1200的CNC主轴模拟量输出应为10V×1200/6000=2V,主电动机转速为1200r/min;而在传动比为1∶4时,指令S1200所对应的CNC主轴模拟量输出应为2V×4=8V,主电动机转速为6000r/min×8/10=4800r/min,从而保证了此时的主轴转速仍为1200r/min。(https://www.xing528.com)
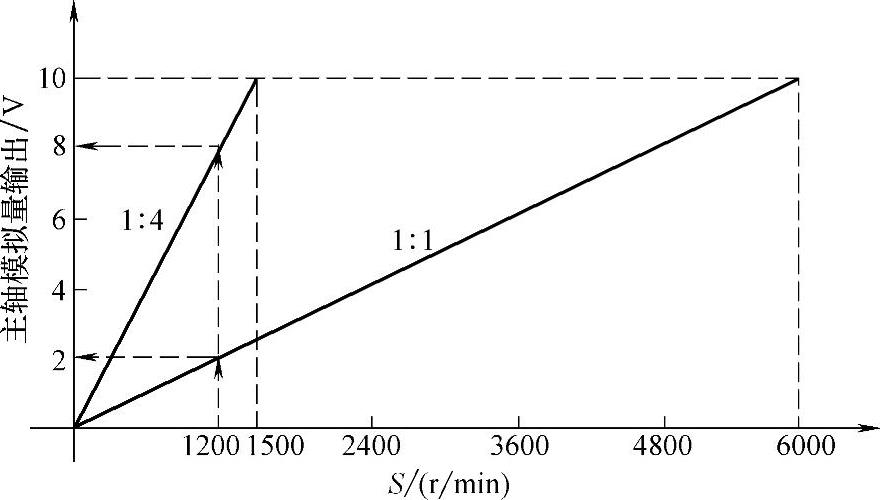
图7-12 传动级交换功能
3.T型和M型换档
FS-0iD的CNC传动级交换控制有T型换档和M型换档两类,其中,M型换档又有A型、B型和攻螺纹型之分。
采用T型换档控制时,主轴的变速档可由操作者自由选择,CNC将根据来自PMC程序输出的主轴实际传动级信号GR1/GR2(G028.1/G028.2),自动改变CNC的转速输出值。但是,CNC不能根据加工程序中的S代码,自动选择所需要的传动级,故不能向PMC输出传动级选择信号GR1O~GR3O(F034.0~F034.2)。
采用M型换档控制时,主轴的变速档由CNC自动选择,CNC可根据加工程序中的S指令,自动判断所需要的变速档,并输出传动级选择信号GR1O~GR3O(F034.0~F034.2),PMC程序应根据这一信号,进行传动级交换。交换完成后,由PMC程序返回主轴实际传动级信号GR1/GR2(G028.1/G028.2),使CNC改变主轴转速输出值。
总体而言,T型换档属于操作者自由换档,它可根据实际加工需要,利用M指令等方式随时进行换档,CNC总是可以根据机床的实际传动比,输出对应的转速给定值;因此,即使对于相同的S代码,由于变速档的不同,CNC的主轴转速输出值也可能不同。而M型换档是由CNC强制选择的换挡方式,CNC将根据S代码编程的转速值,决定所需的传动级,强制机床进行换档;因此,每一S代码只能有唯一的变速档和主轴转速输出值。
T型换档和M型换档应根据CNC的规格选择,FS-0iD系列产品可使用的CNC传动级交换功能及主要区别如表7-6所示。
表7-6 传动级交换功能与选择
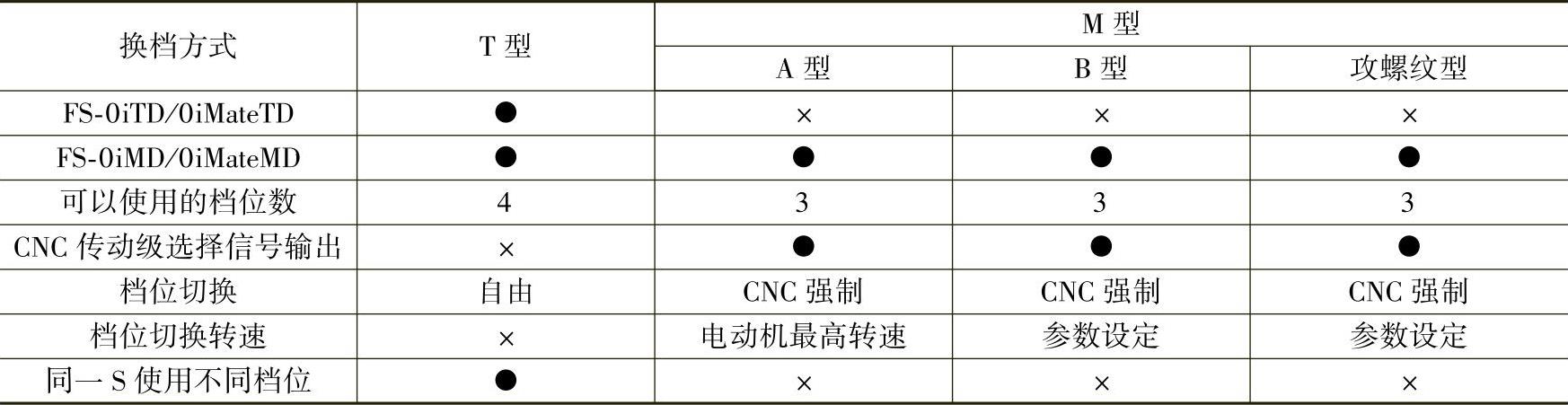
注:●:可以使用;×:不能使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。