



【摘要】:表7-5 串行主轴速度控制信号I/O地址表①代号后缀“A”,为第1主轴信号。
1.程序设计要求
采用串行主轴控制的CNC,PMC和主轴驱动器间的信号传输可直接通过串行总线、利用PMC-CNC的接口进行,因此,PMC程序设计时需要将CNC加工程序中的主轴控制指令M03/M04/M05,转换为串行主轴的正转/反转及起动/停止控制信号。
FS-0iD等CNC与串行主轴速度控制相关的主要PMC-CNC接口信号的I/O地址如表7-5所示,所有I/O信号均为PMC-CNC内部信号。
表7-5 串行主轴速度控制信号I/O地址表

①代号后缀“A”,为第1主轴信号。(https://www.xing528.com)
2.PMC程序
串行主轴的速度控制PMC程序如图7-9所示,程序设计的基本思路与模拟主轴相同。但是,由于串行主轴驱动器的控制信号、状态信号可直接通过CNC-PMC的接口传输,因此,模拟主轴控制时的主轴驱动器起动输出Y8.0,需要以CNC-PMC接口信号串行主轴急停∗ESPA(G071.1)及主轴驱动使能MRDYA(G070.7)替代;正/反转输出Y8.1/Y8.2,需要以串行主轴正反转接口信号SRVA(G070.4)/SFRA(G070.5)替代。同样,模拟主轴控制时的驱动器报警输入信号X16.2,需要以串行主轴报警接口信号ALMA(F045.0)替代;主轴停止输入信号X16.0,需要以串行主轴停止接口信号SSTA(F045.1)替代;转速到达输入信号X16.1,需要以串行主轴转速到达接口信号SARA(F045.3)替代;其余均相同。
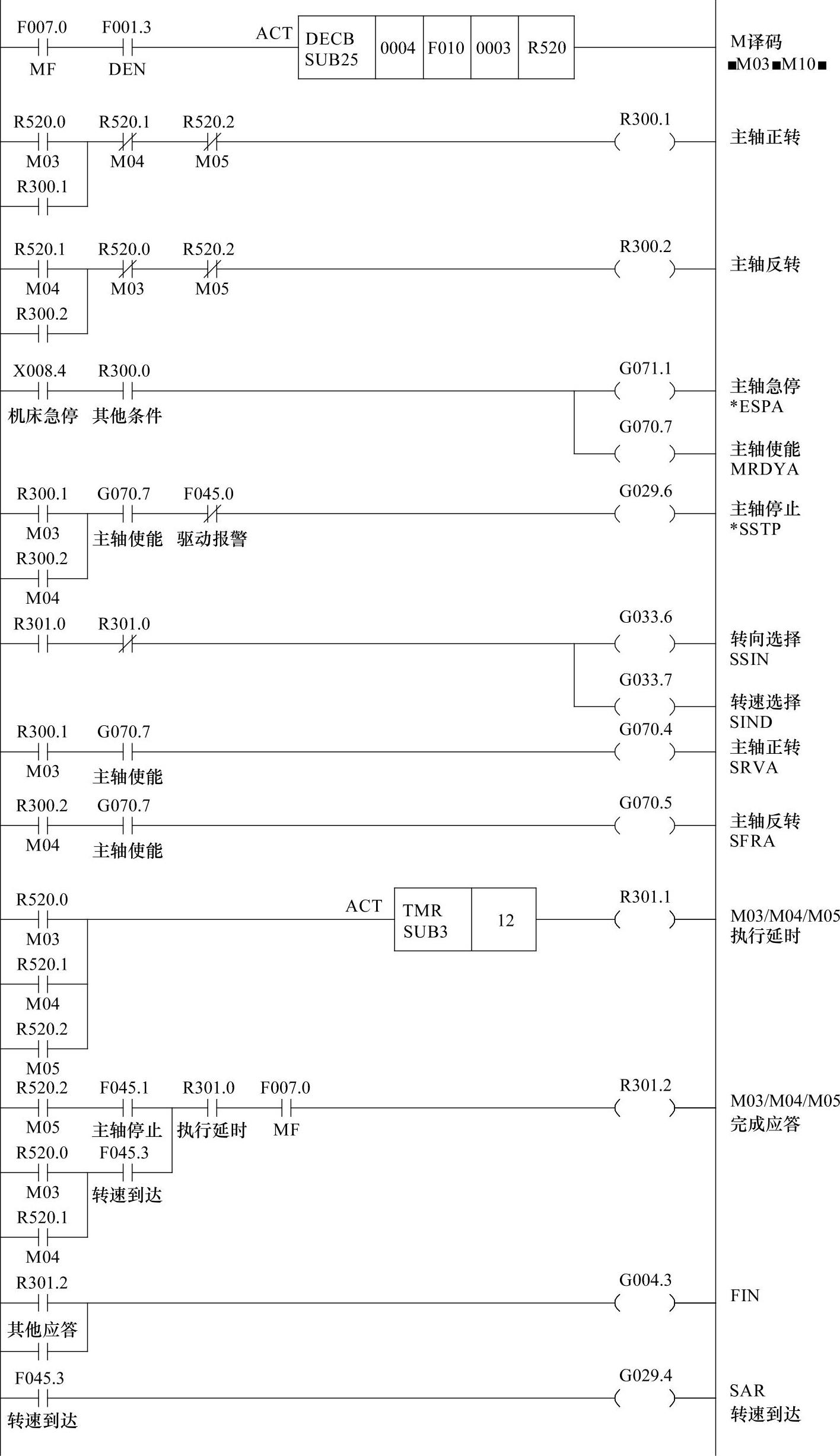
图7-9 串行主轴速度控制程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。