



1.主轴的控制形式
CNC是为实现刀具运动轨迹控制而研发的控制装置,在早期的全功能CNC及当前的大多数国产普及型CNC上,主轴控制一般都属于CNC的辅助功能,其控制需要通过外部的主轴驱动器实现。因此,在国产普及型数控机床上,经常采用通用变频器控制普通感应电动机和变频电动机的方案,实现主轴的基本速度控制功能;在国产经济型、普及型数控车床、铣床等设备上,有时甚至直接采用机械变速箱进行变速。
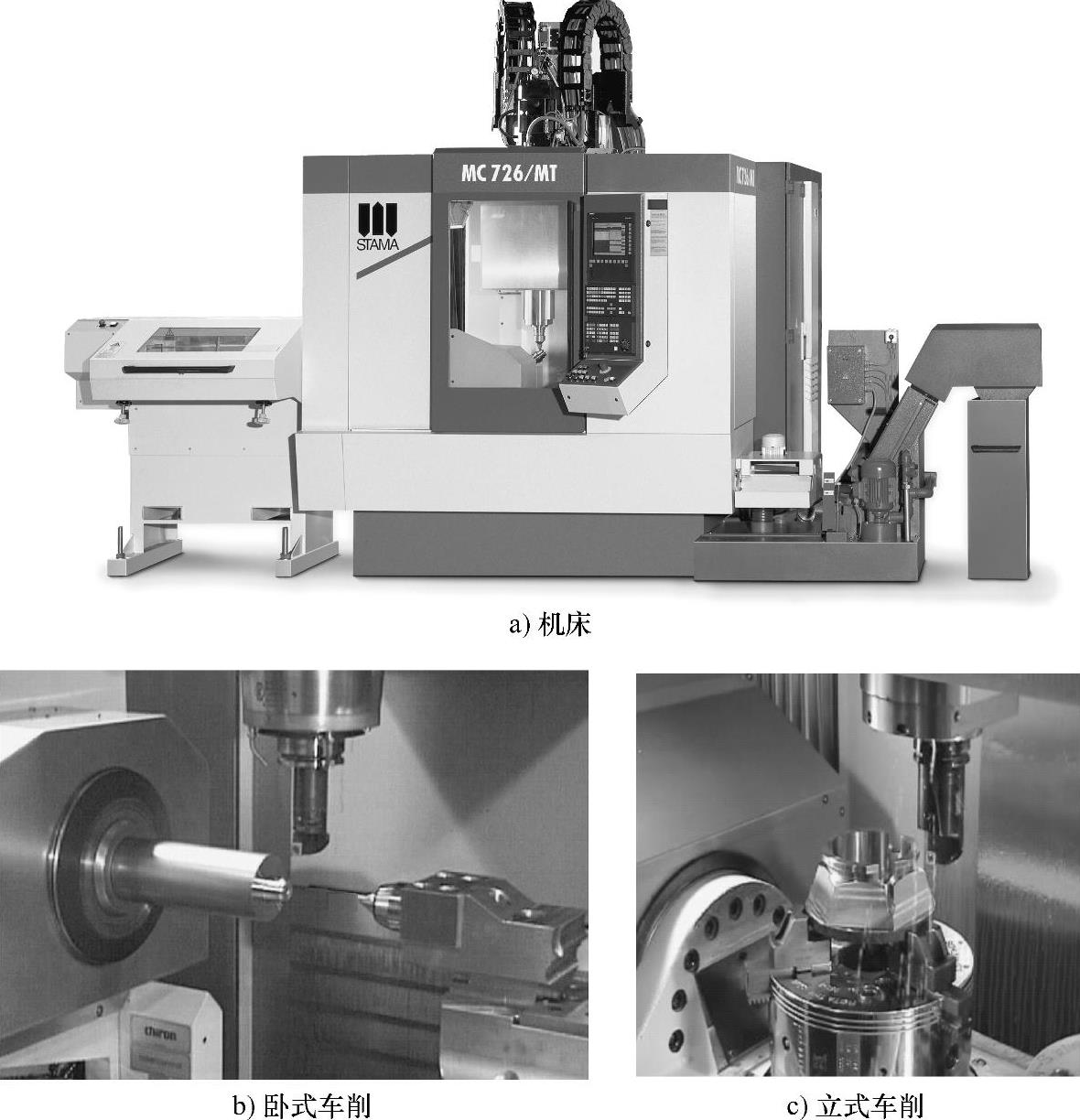
图7-5 铣车复合加工中心
全功能数控机床对主轴的性能要求较高,为了实现主轴的大范围变速及进行定向、定位控制,一般需要采用CNC生产厂家配套提供的主轴驱动器。特别是在先进的车削中心、车铣复合加工机床上,主轴不仅要有传统的速度控制功能,而且要求主轴能够像数控回转轴一样,具有回参考点、任意角度定位、切削进给功能,并参与X、Y、Z等基本坐标轴的插补运算,进行轮廓加工,即具备Cs轴控制功能;这样的主轴已和基本坐标轴一样,成为了完全由CNC控制的基本轴。
主轴完全采用机械变速箱变速的机床,CNC只需通过辅助功能指令M03/M04/M05,控制电动机的正反转和起/停,无须控制主轴的速度与位置,因此,PMC程序只要进行辅助功能译码及接触器通断控制,程序设计十分简单,本书不再对此进行介绍。
在需要进行主轴速度和位置控制的机床上,主轴需要配套外部驱动器或采用CNC生产厂家提供的串行主轴驱动器。当使用外部驱动器(如变频器等)控制时,为了便于CNC和驱动器的连接,CNC通常需要将加工程序中的指令主轴转速的S代码,转换为DC0~10V或DC-10~10V的模拟量输出,以便直接作为驱动器的速度给定输入,由驱动器控制主轴的转速,这一功能称为CNC的主轴模拟量输出功能,简称模拟主轴。如主轴需要进行高精度闭环速度与位置控制,驱动器和CNC间需要像坐标轴一样,进行控制命令和速度、位置检测等数据的交换,这样的数据传输一般通过串行总线进行,故在FANUC-0iD等CNC上,将其称为串行主轴控制功能,主轴控制使用的是主轴I/O-Link总线。
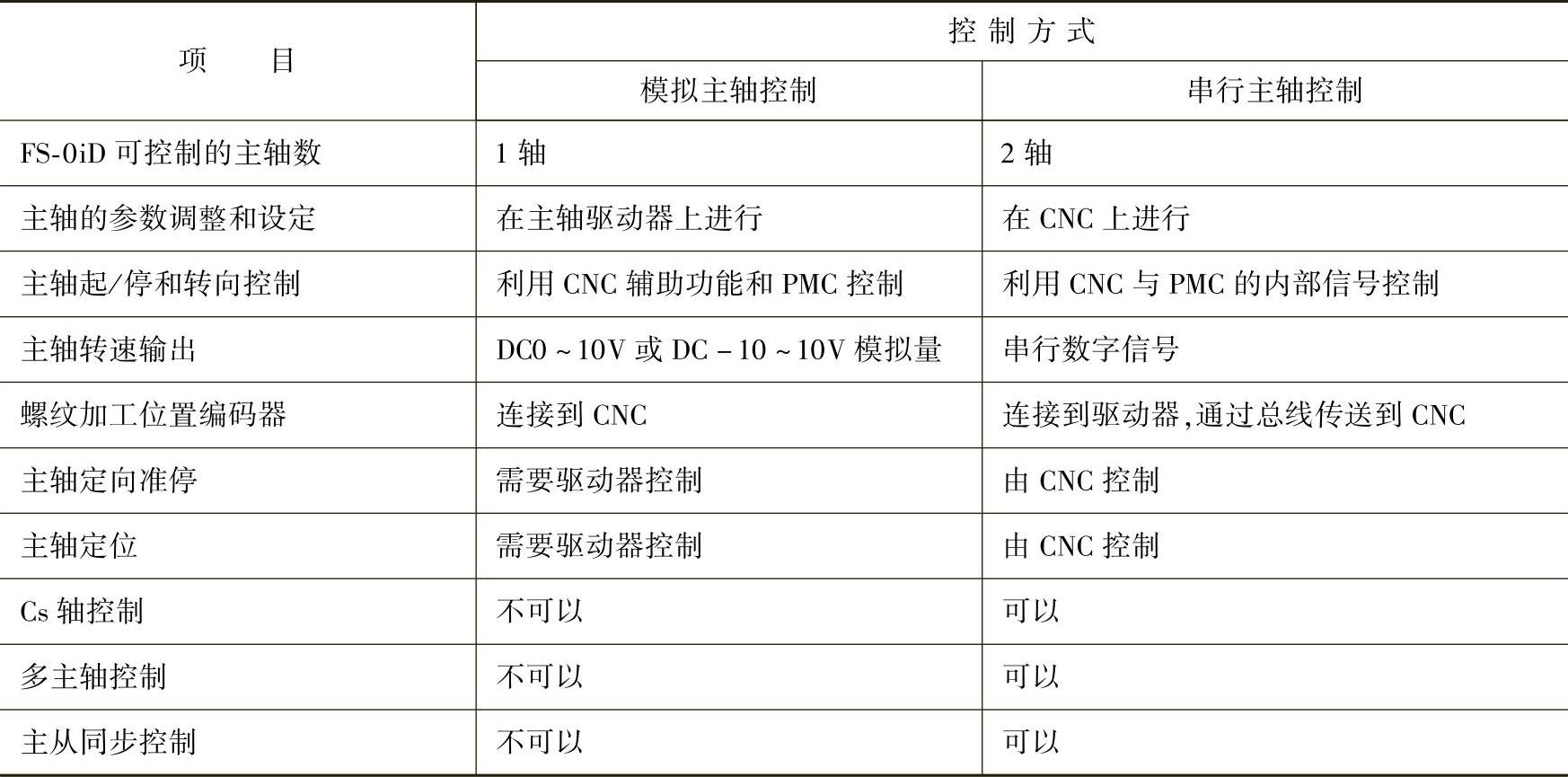
模拟主轴和串行主轴控制的功能有较大的区别,以FS-0iD为例,两者的主要区别如表7-1所示。
表7-1 模拟主轴与串行主轴的功能比较表
2.模拟主轴控制
模拟主轴是早期进口全功能CNC及国产普及型CNC的常用功能,它可用于主轴使用外部驱动器控制(非总线控制型)的机床,它可通过CNC输出的S模拟量,控制驱动器改变主轴转速。
在CNC加工程序中,主轴转速指令一般通过S代码编程,并有1位S代码、2位S代码和4~8位S代码等不同的指令方法。1位或2位S代码只能用于有级变速的主轴转速指定;4~8位S代码可直接指令主轴转速。当主轴转速采用4~8位S代码直接指令时,为了便于用户使用,CNC可通过D-A转换器,将S代码转换为DC0~10V或DC-10~10V的模拟电压输出,以便采用模拟电压控制速度的主轴调速装置连接。CNC的主轴模拟量输出功能,一般需要选配带D-A转换接口的主轴模拟量输出卡。(https://www.xing528.com)
当主轴使用模拟量输出控制时,机床可根据实际需要,选配通用变频器、直流调速装置或早期模拟量输入控制的交流主轴驱动装置控制主轴转速。如主轴驱动器本身具有定向或定位功能,也可通过CNC的辅助功能代码(M19等),由主轴驱动器来实现主轴的定向准停、定位等简单位置控制功能。
由于数控车床的螺纹车削、镗铣加工机床的刚性攻螺纹等加工,可通过进给轴跟随主轴的同步运动实现,因此,只要主轴安装位置检测编码器,模拟主轴同样可用于螺纹加工。但是,由于CNC不能闭环控制主轴转速与位置,因而不能用于Cs轴控制。
模拟主轴的速度、位置和转矩调节,加减速控制等均需要通过主轴驱动器实现;主轴的起/停、正/反转和定位控制,也需要通过CNC的辅助功能(M代码)由PMC程序输出的开关量信号控制。
3.串行主轴控制
串行主轴控制是全功能CNC的先进功能。一般而言,采用串行主轴驱动器控制时,CNC不但可向主轴驱动器发送转速、位置、转矩控制指令,而且还能实时检测主轴的速度、位置、转矩,故可对主轴进行闭环速度和位置控制。因此,CNC可像基本坐标轴一样,控制主轴的速度和位置,实现转速、定向准停、定位、螺纹加工、Cs轴控制等全部功能,如果需要,还可进行多主轴控制、主从同步控制等。
目前,CNC和主轴驱动器间的通信一般需要使用CNC生产厂家的专用通信协议;进行Cs轴控制时,主轴的位置检测信号还需要像基本坐标轴一样连接到伺服总线,因此,串行主轴控制原则上只能选配CNC生产厂家提供的主轴驱动器。
多主轴控制、主从同步控制是串行主轴用于现代高速、高精度加工机床的特殊功能,简介如下。
1)多主轴控制。多主轴控制用于图7-6所示的双主轴数控车床或多主轴加工中心等高速、高效数控机床,不同的主轴可进行独立的转速、起/停和转向控制及线速度恒定控制、传动级交换功能等功能。

图7-6 多主轴控制机床
多主轴控制属于CNC的特殊附加功能,例如,在FS-0iD系列产品中,FS-0iMateMD不能选配多主轴控制功能;FS-0iMD、FS-0iMateTD最多可控制2个主轴;FS-0iTD单通道最多可控制3个主轴,2通道CNC则可实现3+1或2+2主轴控制。多主轴控制的第1主轴必须是串行主轴,第2主轴可以是串行主轴或模拟主轴;如CNC无多通道控制功能,主轴定位、Cs轴控制一般只能用于第1主轴;但螺纹加工和刚性攻螺纹只需要进给轴跟随主轴同步运动,故可用于第2和第3主轴。
2)主-从同步控制。主-从同步控制用于复杂或大型机床的多主轴驱动,例如,当双主轴数控车床用于长工件加工时,两主轴需要同时夹持同一工件,它们必须同步旋转。主-从同步控制只能用于串行主轴控制,其主主轴可接受CNC控制,从主轴的转速与位置只能跟随主主轴同步旋转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。