



镗铣加工机床是利用刀具旋转实现金属材料切削的加工设备,其切削主运动主要通过刀具的旋转实现,因此,主轴的主要作用是带动刀具旋转,其主轴控制功能同样包括速度(刀具转速)控制、螺纹切削和位置控制3类。
1.速度控制
速度控制同样是镗铣加工数控机床的基本功能。数控镗铣床的铣削加工和孔加工如图7-3所示,它需要通过刀具旋转实现加工。加工时的切削速度与刀具转速、刀具直径有关,其计算式如下:
式中,v为切削速度(m/min);n为刀具转速(r/min);D为刀具直径(mm)。
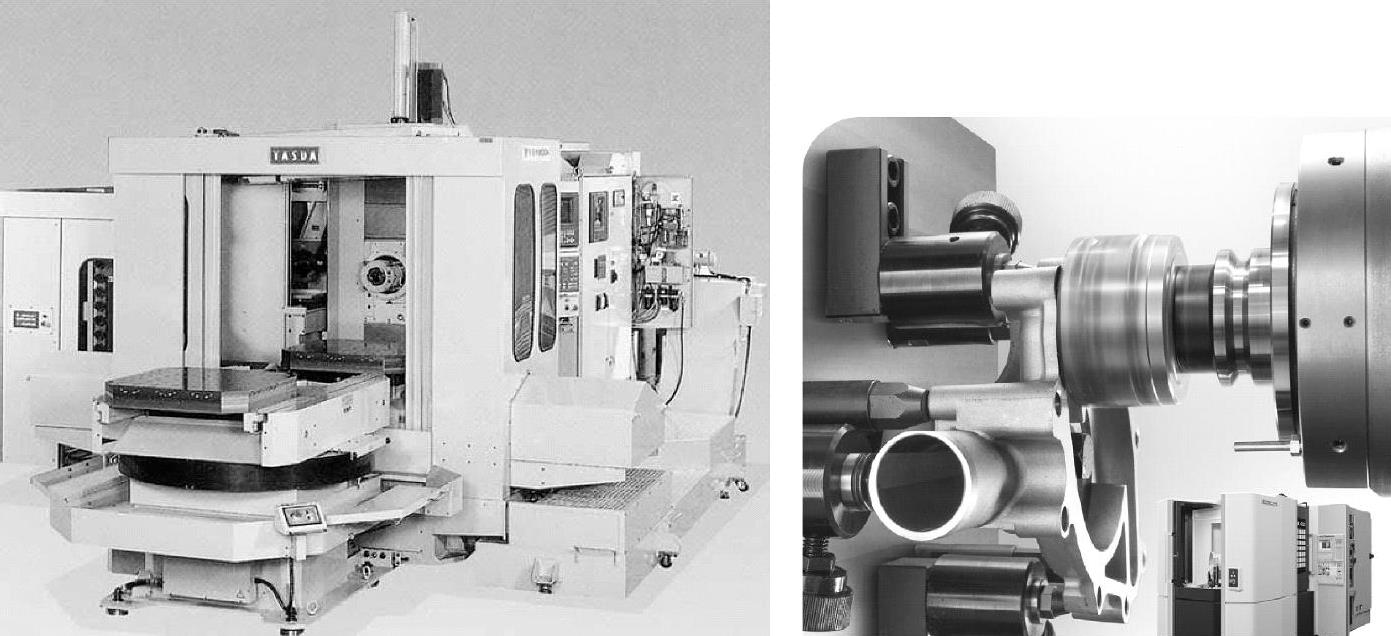
图7-3 数控镗铣床的铣削加工和孔加工
2.螺纹切削
镗铣加工数控机床的螺纹切削通常以丝锥“攻螺纹”的方式实现,它有柔性攻螺纹和刚性攻螺纹两种方式。
柔性攻螺纹的丝锥可通过轴向的伸缩补偿导程,因此,加工时只需要保证攻螺纹时的丝锥(主轴)转速和轴向(通常为Z轴)进给速度大致匹配,就可实现攻螺纹,故实际上不需要进行主轴和Z轴的同步控制。(https://www.xing528.com)
刚性攻螺纹的丝锥和刀柄为刚性连接,丝锥的轴向进给必须和丝锥的旋转保持同步,以保证丝锥旋转360°,轴向进给为1个螺距。刚性攻螺纹一般也可通过丝锥进给轴(Z轴)跟随主轴同步运动的方式实现,因此,其主轴同样需要安装位置(角位移)检测的编码器。进行攻螺纹加工时,CNC可直接将主轴的位置检测脉冲,转换为丝锥进给轴的进给脉冲,以控制进给运动,实现丝锥进给轴和主轴回转角的同步。
3.位置控制
镗铣加工数控机床的刀具安装在主轴上,为了传递切削加工转矩,刀具与主轴间一般需要通过图7-4所示的键进行啮合。因此,在加工中心等具有刀具自动交换功能的机床上,换刀时必须保证主轴和机械手(或刀库)上的刀具的键,具有相同的位置,这就需要主轴具有在特定角度上准确定位停止的功能,这一功能称为主轴的定向准停(Spindle Orientation)控制功能。
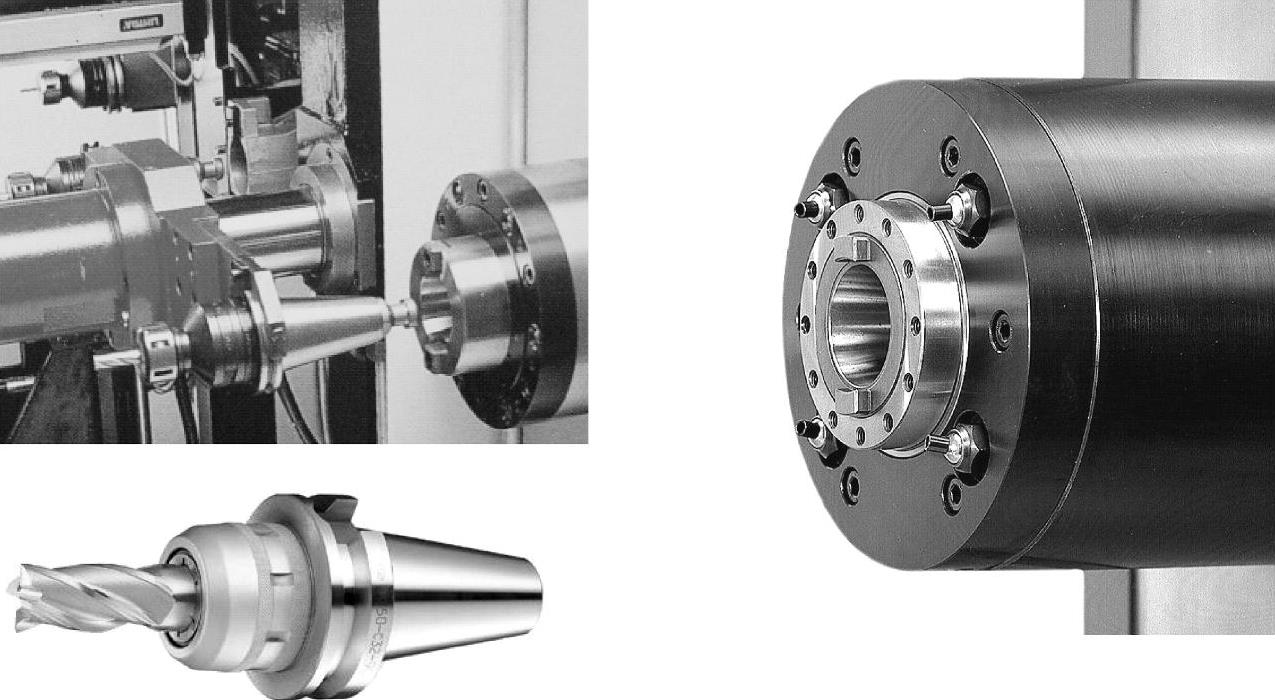
图7-4 主轴定向准停控制要求
主轴定向准停功能还可用于反向镗孔、精密镗孔等特殊加工。例如,在精密镗孔加工时,为了消除退刀痕,在镗刀加工至孔底面后,可通过主轴定向准停,将刀尖定位到某一方向,然后通过刀尖反方向的平移,使刀尖脱离工件表面,然后退出Z轴,以避免退刀痕等。
主轴定向准停控制只要求主轴能够停止并保持在某一固定的角度上,它有两种常用的实现方式:一是利用接近开关等传感器检测主轴位置,实现固定位置的定位;二是用编码器检测主轴位置,实现360°范围内任意位置的定位,它又称主轴定位(Spindle Positioning)控制功能。
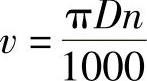
在铣车复合机床上,主轴定向准停功能还可用于车削加工。例如,在图7-5a所示的铣车复合加工中心上,当机床安装有卧式高速数控转台(A轴)时,当主轴换上车刀,并通过定向准停和锁紧功能固定车刀后,将A轴切换至高速旋转的速度控制模式,机床便可像卧式数控车床那样,通过X、Z轴的运动,对A轴上的工件进行图7-5b所示的轴类零件外圆、端面等车削加工。如果机床安装有立式高速数控转台(C轴),则可像立式数控车床那样,通过C轴速度在控制模式的高速旋转,进行图7-5c所示的法兰类零件的外圆、端面等车削加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。