



当机械手换刀采用用户宏程序控制后,其PMC程序的设计就非常简单,程序中只需要进行M80~M88指令的译码,并根据机械手的动作要求,利用M代码译码信号控制相关电磁元件的动作便可。
实现上述机械手换刀动作的典型PMC程序如图6-34所示。程序中的二进制译码指令DECB(SUB25)可将来自CNC的32位二进制M代码F010~F013中的M80~M87、M88,依次转换为独立的二进制位信号R530.0~R530.7、R531.0,其他均为M代码处理程序。

图6-34 机械手换刀控制程序
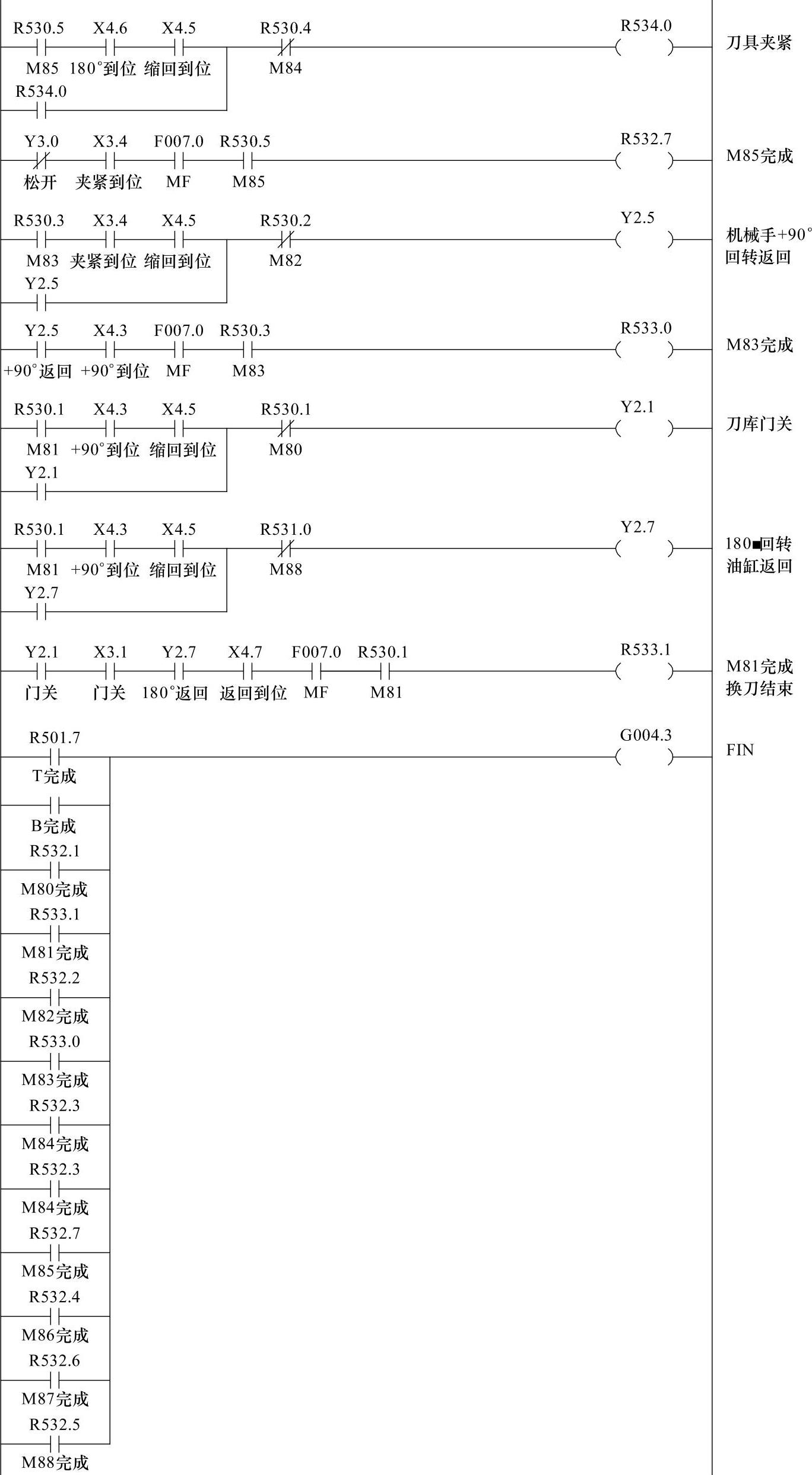
图6-34 机械手换刀控制程序(续)(https://www.xing528.com)
程序中的R532.0为机械手换刀的启动条件,它在R500.4或R501.6为“1”时可输出“1”,表明刀库换刀位的刀具号已和T代码指令的刀具号一致,允许启动机械手换刀。R500.4由前述的T代码处理程序生成,当刀库换刀位的刀具号和T代码指令的刀具号一致时,R500.4=1。R501.6则由前述的刀具预选程序生成,当刀库预选完成后,R501.6=1;如刀具预选尚未完成,打开刀库门、换刀开始的M80指令需要等待预选完成后才能启动。在实际机床上,机械手换刀的启动,一般还需要增加主轴定向准停到位检测、Y/Z换刀位置到达检测、液压压力到达检测等其他条件。
当机械手换刀启动条件满足后,执行宏程序中的M80指令,将接通电磁阀Y2.0,打开刀库门。当刀库门打开电磁阀Y2.0接通、检测开关X3.0发信后,M80完成信号R532.1将为“1”,该信号将通过程序最后的辅助功能执行完成应答程序,使FIN(G004.3)信号为“1”。FIN(G004.3)信号为“1”后,CNC将自动撤销MF(F007.0)输出,M80完成信号R532.1复位至“0”,换刀宏程序中的M80指令执行完成,进行下一程序段的处理。
机械手换刀其他动作的M代码处理过程与M80相似。当机械手换刀动作结束后,执行M81指令需要关闭刀库防护门,并使机械手+180°回转油缸返回到起点,由于机械手180°回转的齿条和齿轮只有在刀臂伸出后才能啮合,因此,在机械手换刀动作结束、刀臂缩回时接通返回油缸并不会产生机械手的回转运动。
由于FS-0iD等CNC的普通辅助功能应答,使用的是共同的完成应答信号,因此,PMC的辅助功能执行完成应答信号FIN(G004.3),需要包括前述的T代码执行完成应答信号R501.7,以及换刀宏程序中所有的M代码完成信号R532.1~R533.1等。但调用宏程序O9001的M06代码由CNC操作系统自动处理,M06既不输出到PMC,也无须PMC程序进行控制和应答。
以上机械手换刀的程序简单、动作清晰,换刀时的刀具松开、夹紧延时可用CNC编程指令G04方便地调整;机床调试时,还可通过MDI方式,单步或连续执行其中的某一或几个动作,程序的调试方便、容易。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。