



【摘要】:2.电磁阀动作表虽然不同机床的液压系统设计、器件规格等可能有所区别,但其机械手换刀部分的基本结构和控制要求相似。
1.液压系统原理图
液压机械手换刀加工中心的PMC程序设计,需根据机床的液压系统原理图和电磁元件接通表,结合换刀动作进行。对于上述图6-30所示的机械手换刀控制,其典型的液压系统原理如图6-31所示。
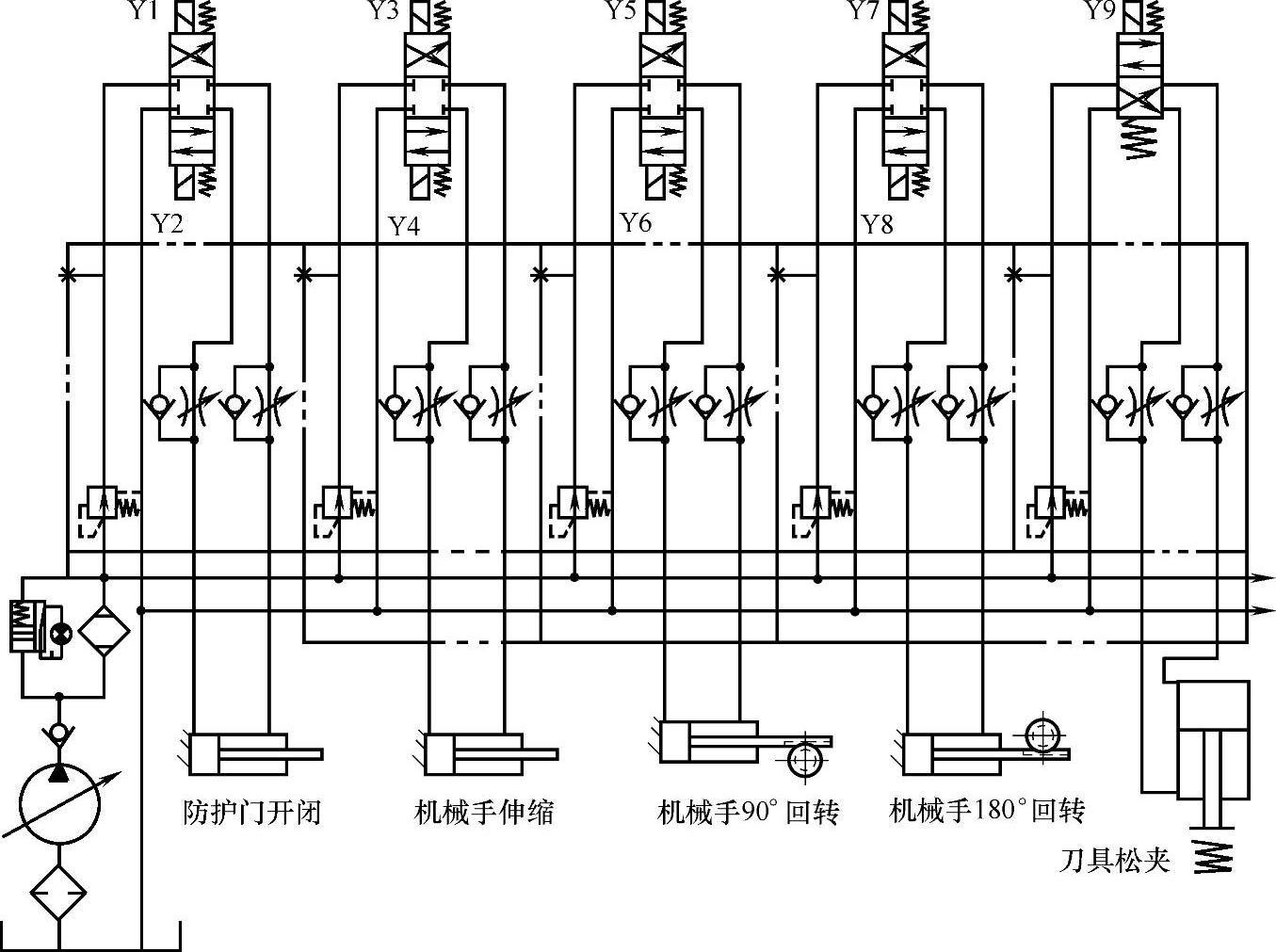
图6-31 自动换刀控制液压系统原理图
图6-31是机床液压系统的部分原理图,由于卧式加工中心的结构通常比较复杂,机床一般都需要配置数控转台(B轴)、主轴换档等辅助机构;部分机床还可能有Y轴平衡、工作台自动交换等装置,因此,完整的液压系统除了图中的刀具夹紧/松开、机械手换刀、刀库防护门控制外,还可能有B轴夹紧/松开、主轴传动级交换、Y轴平衡、工作台自动交换,以及刀库回转定位的插销/拔销等。
2.电磁阀动作表
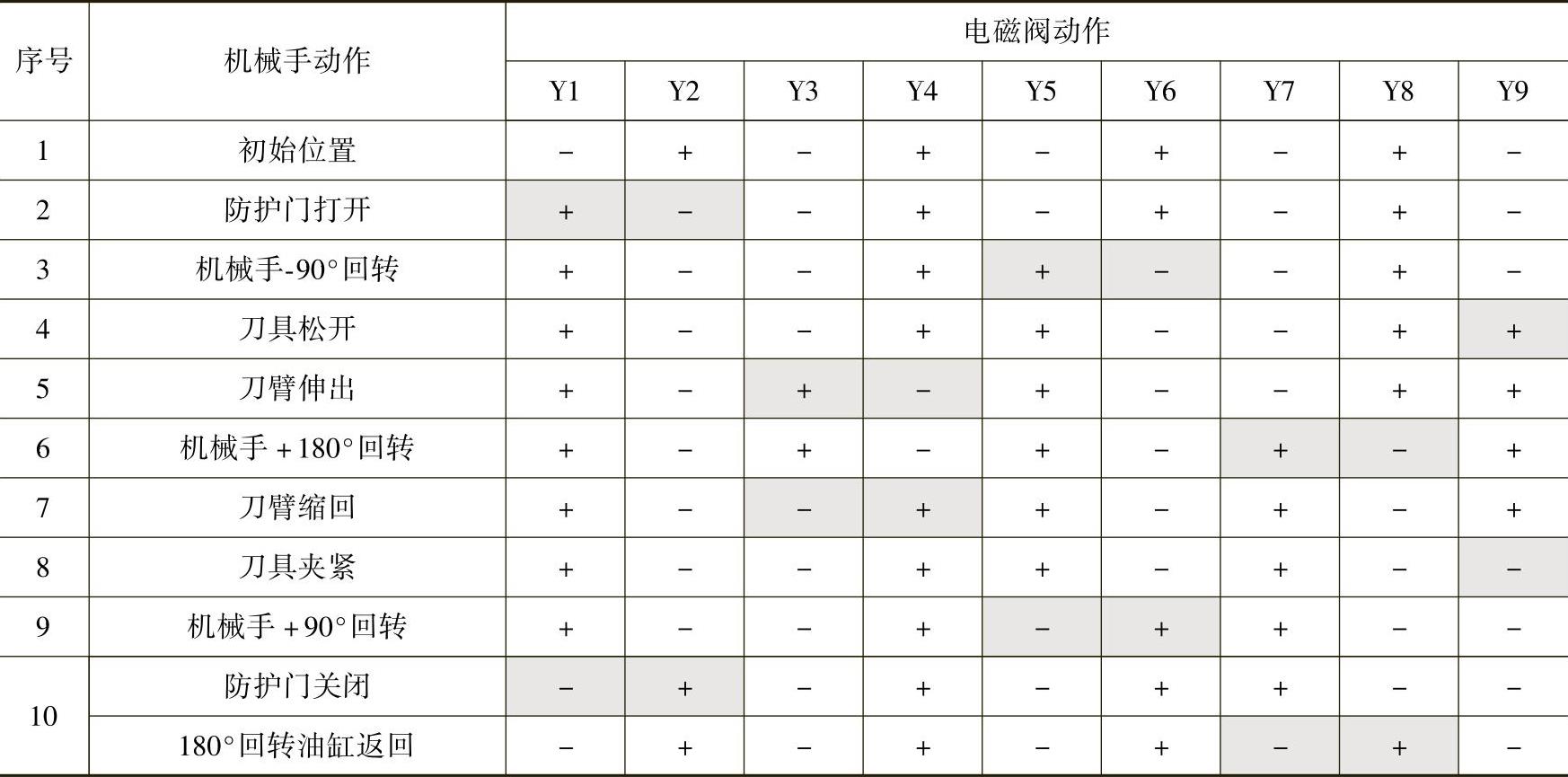
虽然不同机床的液压系统设计、器件规格等可能有所区别,但其机械手换刀部分的基本结构和控制要求相似。当机床执行图6-30所示的机械手换刀动作时,图6-31所示液压系统中的电磁阀动作如表6-10所示,每一动作执行完成(到位)后,都有相应的行程开关检测信号。
表6-10 机械手换刀控制电磁阀动作表
 (https://www.xing528.com)
(https://www.xing528.com)
注:+:电磁阀接通;-:电磁阀断开。
3.PMC-I/O地址
为了便于程序说明,现将FS-0iMD等数控系统的T代码、M代码等与自动换刀控制有关的PMC-CNC接口信号,及假设的机床侧I/O信号地址归纳为表6-11所示,表中的机床侧I/O信号地址可根据实际I/O配置改变。
表6-11 机械手换刀控制信号地址一览表

(续)
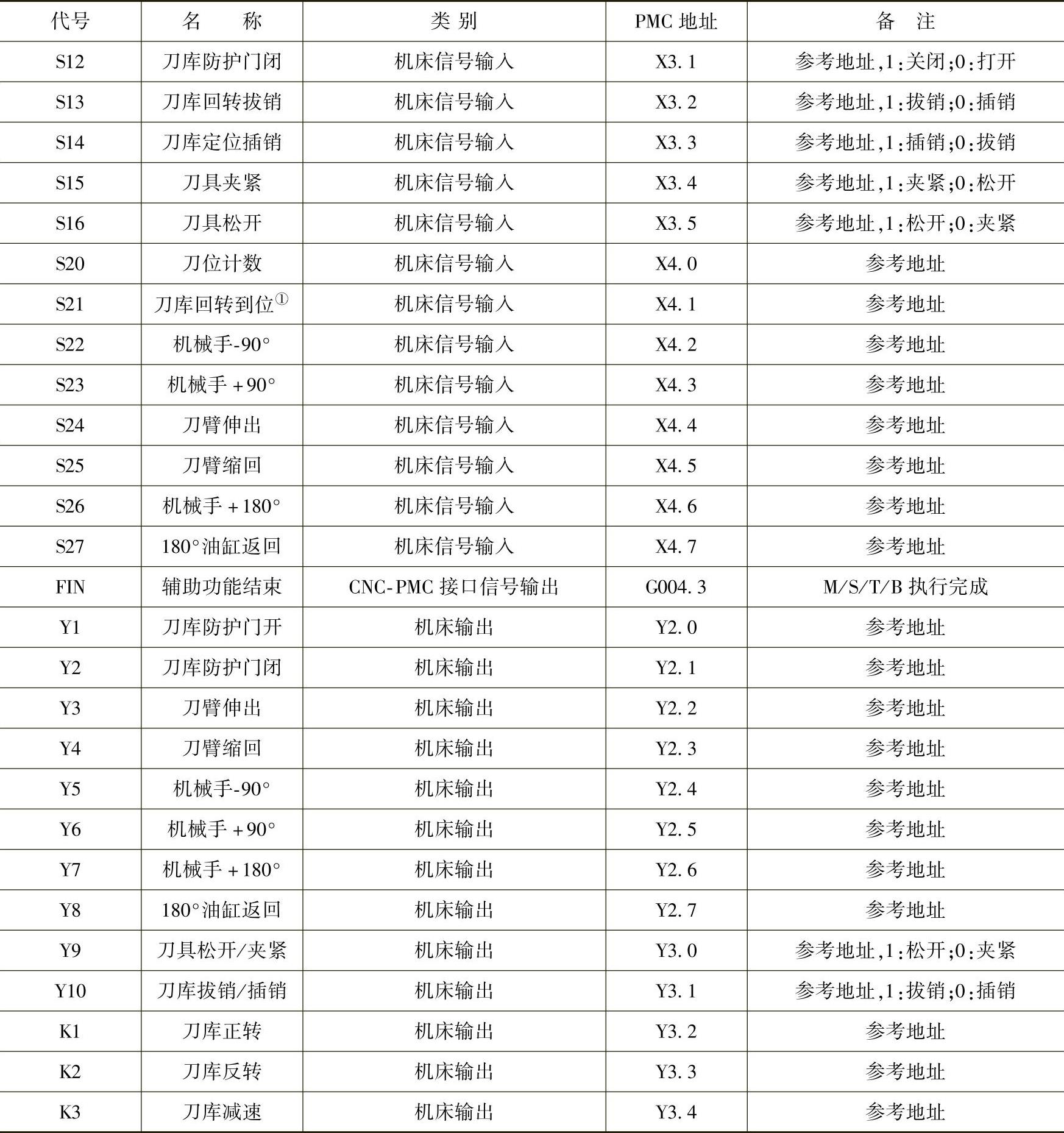
①部分机床无此开关。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。