



在机械手换刀的加工中心上,自动换刀一般也通过M06指令启动,其动作包括刀库换刀位的刀套翻转、主轴上的刀具夹紧/松开、刀具交换等。采用机械凸轮驱动的机械手转位、升缩、手爪松夹等动作都可由凸轮联动机构实现,刀具交换时只需要控制驱动电动机的起动/停止,因此,换刀控制的PMC程序一般分为换刀准备、机械手抓刀、刀具交换、机械手返回和结束处理等部分,典型PMC程序及功能说明如下。
1.换刀准备
换刀准备典型程序如图6-22所示,程序包括M06译码、M06完成判别、刀套90°翻转控制等动作。
在FS-0iD等CNC上,M代码的译码可直接采用二进制译码指令DECB(SUB25)进行,指令的详细说明可参见6.1.3节。执行图6-22所示的DECB指令,可将来自CNC的32位二进制M代码信号F010~F013中的M03~M10,依次转换成DECB结果寄存器R520.0~R520.7上的二进制位信号,因此,执行换刀指令M06时,内部继电器R520.3将为“1”,M06启动信号R521.0成为“1”。
当R521.0=1时,如前述刀具预选程序中的执行结果为“T指令刀号和主轴上的刀号一致(R500.0=1)”或“T指令刀具在刀库中不存在(R500.3=1)”两种情况,程序中的M06完成信号R521.1将直接置“1”。R521.1可通过后述的M06应答程序,直接产生M06执行完成应答信号FIN(G004.3),以结束M06指令执行。
如R521.0=1时,如刀库换刀位刀套上的刀号和T指令刀号一致(R500.4=1),或者,刀具预选已经完成(R501.6=1),程序可立即产生ATC启动信号R521.2;如刀具预选尚在进行中(R501.6=0),则需要等待刀库的刀具预选完成、信号R501.6=1后,才能产生ATC启动信号R521.2。
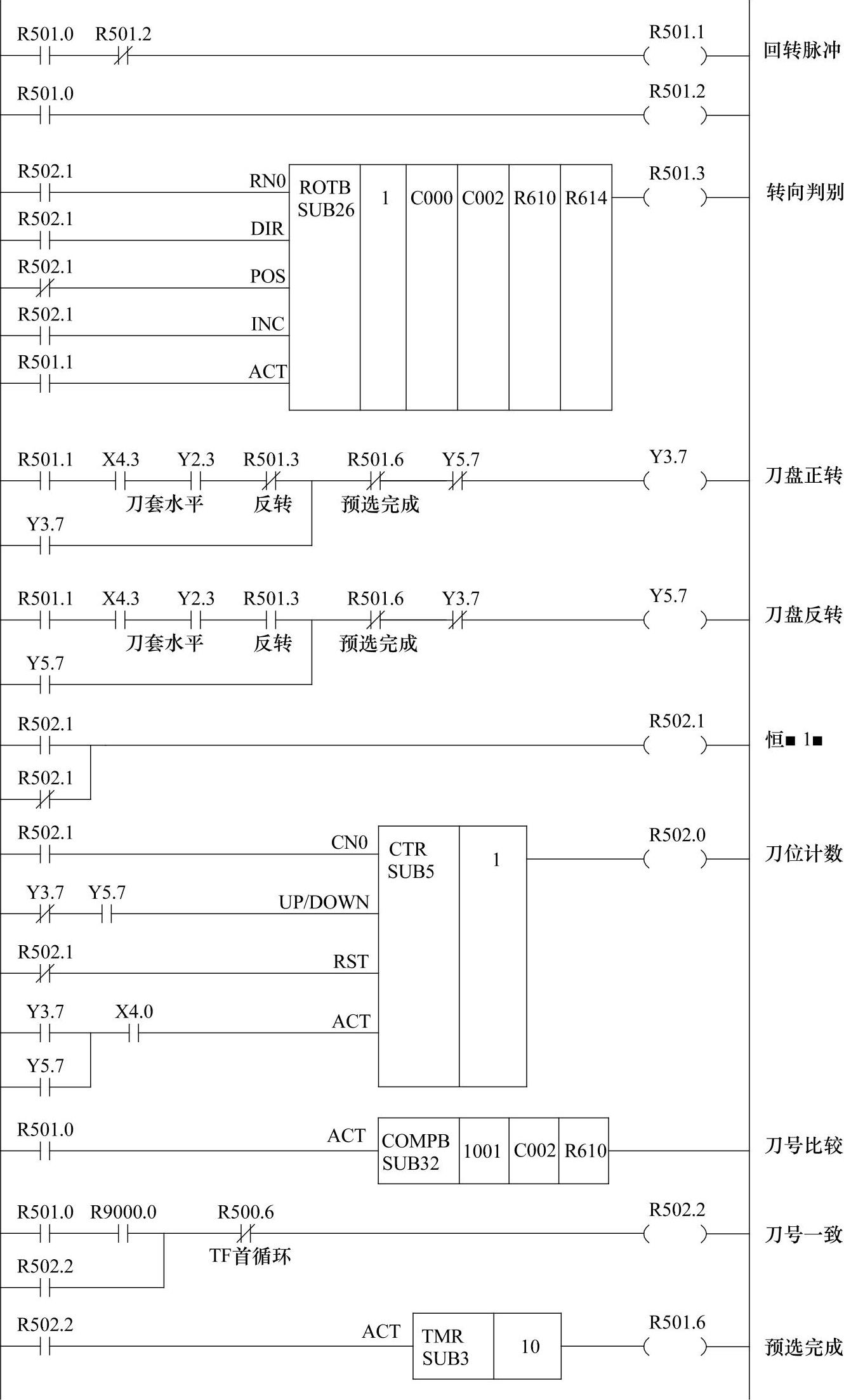
图6-21 刀库回转选刀程序
ATC启动信号R521.2为“1”后,将生成M06启动脉冲R521.3,此时,如机床的ATC启动初始条件已经满足(R521.5=1),则可通过ATC启动脉冲R521.6,接通刀库换刀位刀套垂直控制电磁阀输出Y2.2,使换刀位的刀套翻转90°,刀具轴线由水平状态翻转到与主轴轴线平行的垂直状态,为机械手换刀做好准备。
刀套垂直电磁阀输出Y2.2在整个自动换刀过程中需要一直保持接通,当自动换刀结束时,Y2.2可通过换刀结束信号R524.4断开。对于自动换刀外的其他所有情况,刀库换刀位的刀套应始终处于水平状态,为了便于编程,刀套水平电磁阀的输出Y2.3可直接取Y2.2的“非”状态进行控制。
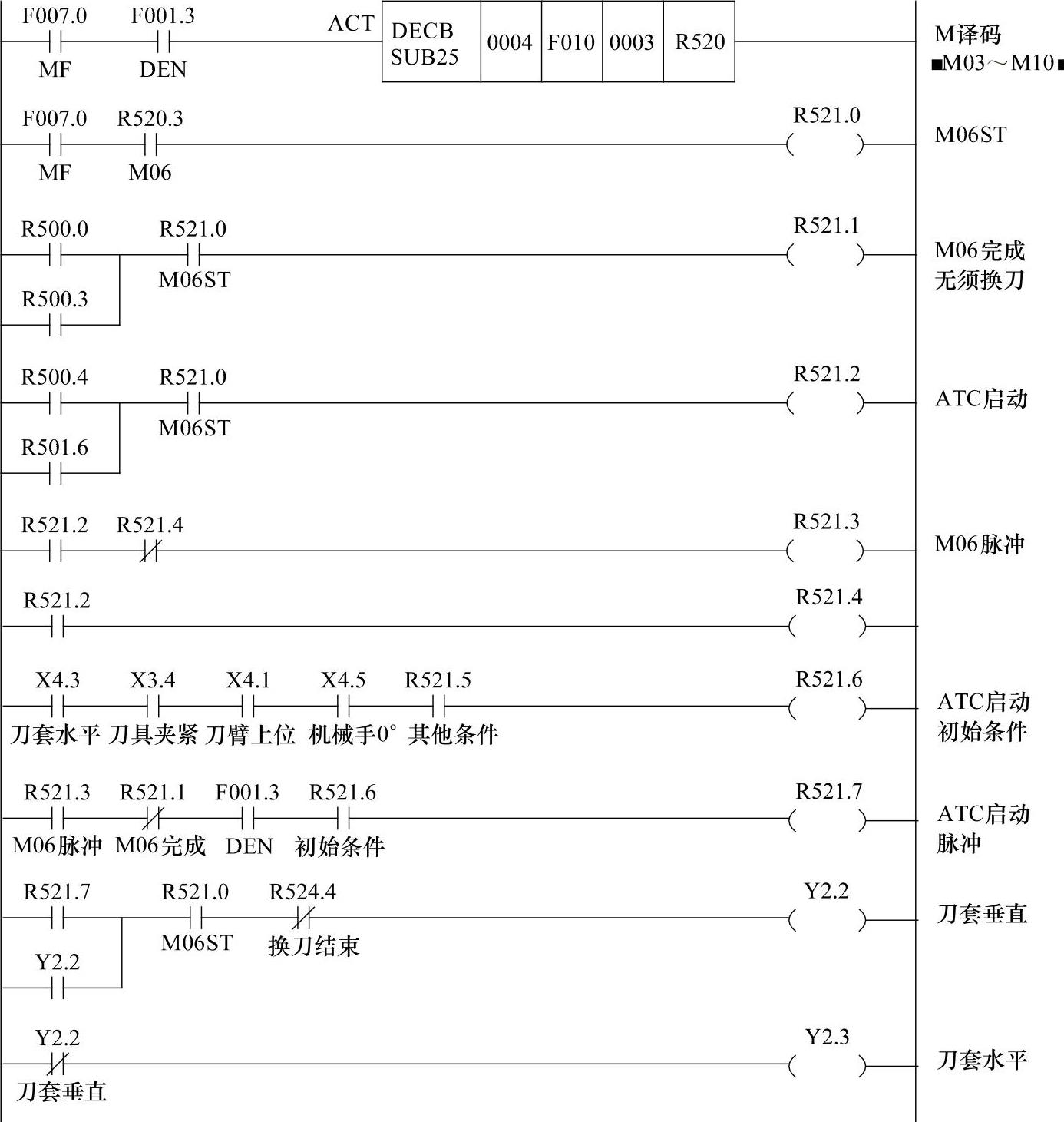
图6-22 换刀准备PMC程序
2.机械手抓刀
机械手抓刀俗称“扣刀”,执行这一动作时,机械手驱动电动机将起动旋转,机械手可在弧面凸轮的驱动下,进行70°左右的回转,使两侧的手爪分别夹持刀库换刀位和主轴上的刀具。
机械手抓刀的PMC控制程序主要包括机械手70°回转和主轴上的刀具松开两个动作,其典型PMC程序如图6-23所示。
当ATC循环启动、刀库换刀位的刀套翻转到90°的垂直位置后,经过T1的短时延时(各机床有所不同,通常小于0.5s),程序中的机械手70°回转启动脉冲R522.1将为“1”。R522.1=1时,机械手70°回转信号R522.3将为“1”并保持,通过后述的程序,R522.3可使机械手驱动电动机的控制接触器输出Y4.3成为“1”,使电动机起动旋转。
当机械手旋转到达70°后,70°检测开关输入X4.7=1,程序中的70°到位信号R522.4将为“1”。将通过后述的程序,R522.4可立即断开机械手驱动电动机接触器控制输出Y4.3,使机械手保持在70°位置。
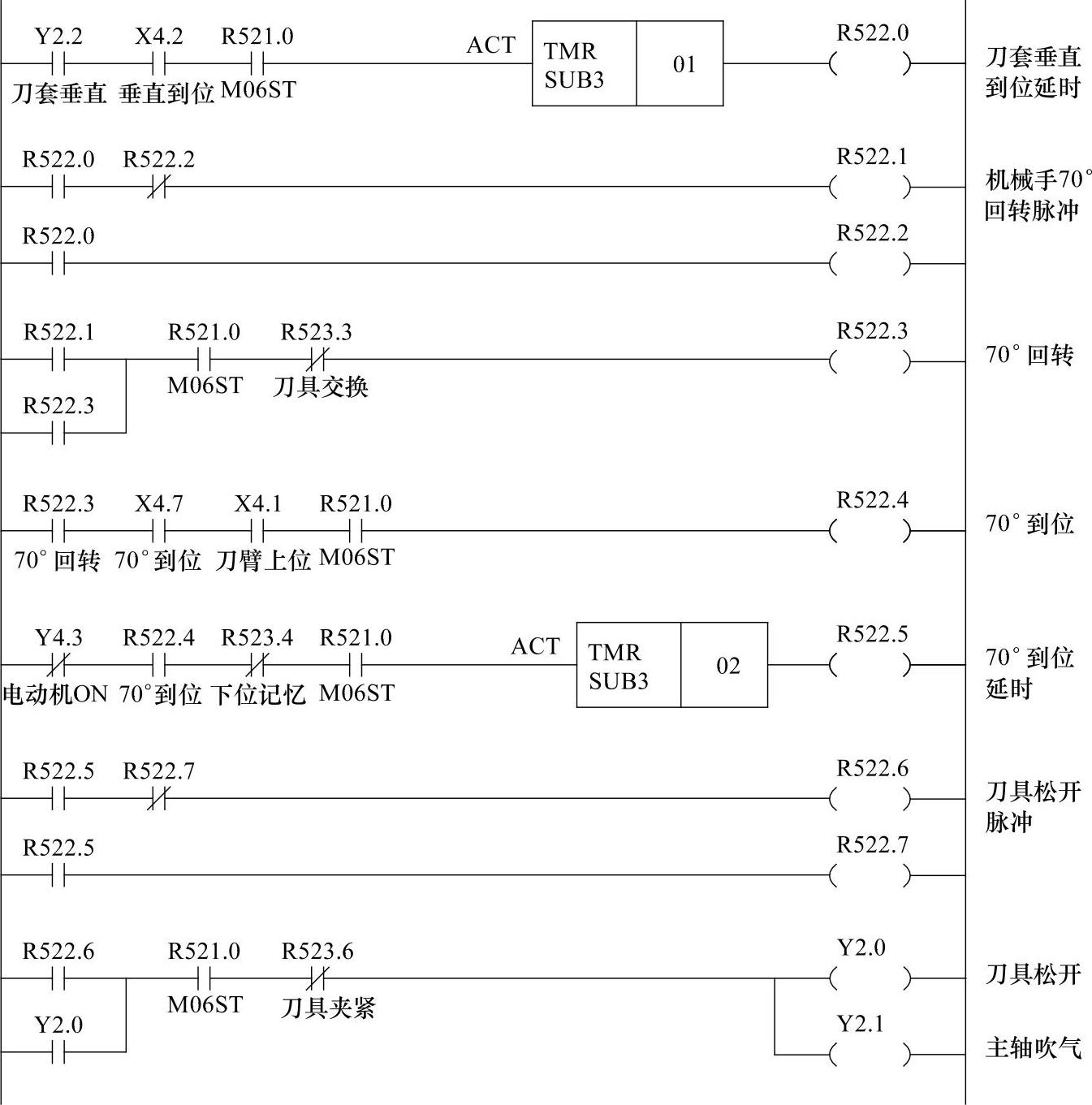
图6-23 机械手抓刀控制程序
Y4.3断开后,经过T2的短时延时(也可无延时),程序中的刀具松开起动脉冲R522.6将为“1”,这一脉冲将使主轴上的刀具松开电磁阀Y2.0和主轴吹气电磁阀Y2.1同时接通,主轴上的刀具被松开。
由于机械手在完成后述的刀臂伸出、180°回转、刀臂缩回等刀具交换动作后,将重新回到刀臂上位、70°到位的状态,此时,机床侧的检测开关输入状态与抓刀完成时的状态并无区别,为了避免程序再次产生刀具松开信号,程序中用于产生刀具松开起动脉冲R522.6的70°到位延时继电器T2上,增加了刀臂下位记忆R523.4这一互锁信号。R523.4由后述程序中的刀臂下位(伸出)检测开关输入信号X4.4产生;R523.4=1,表明机械手已完成刀具交换动作,禁止再次松开刀具。
3.刀具交换
刀具交换包括刀臂伸出(向下卸刀)、机械手180°回转(刀具交换)、刀臂缩回(向上装刀)及主轴上的刀具夹紧等动作。其中,刀臂向下、机械手180°回转、刀臂向上是由机械凸轮联动机构控制的连续运动,在PMC程序设计时,只需要保证机械手驱动电动机连续回转,便可自动实现;主轴刀具夹紧时,需要断开机械手驱动电动机,通过气动系统夹紧刀具。刀具交换控制的典型PMC程序如图6-24所示。
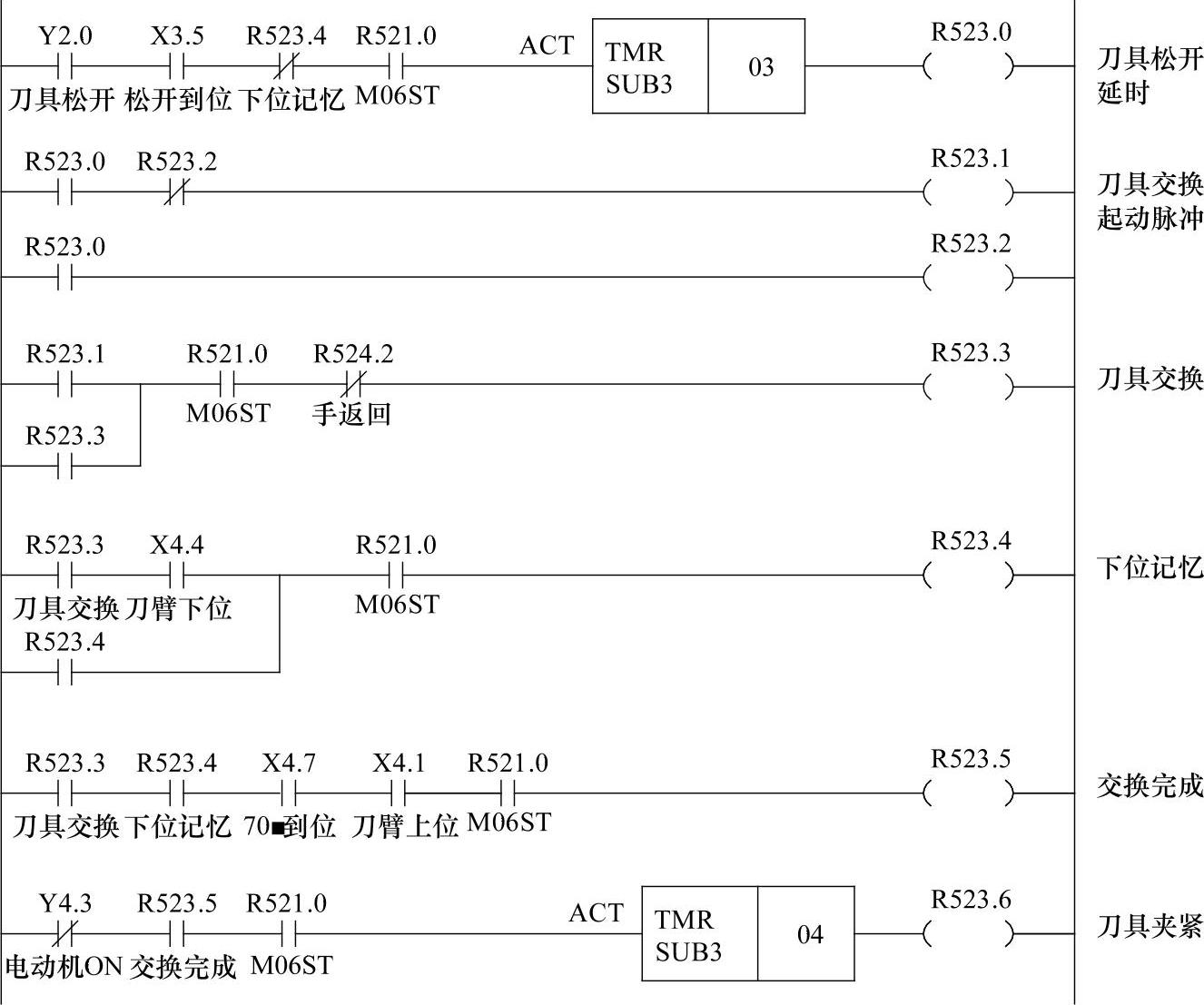
图6-24 刀具交换控制程序
在图6-24所示的程序中,当主轴刀具松开电磁阀Y2.0接通、检测开关X3.5发信后,经T3的短时延时(各机床有所不同,通常小于0.5s),将产生刀具交换起动脉冲R523.1。R523.1可使机械手驱动电动机第2次起动信号R523.3=1并保持,电动机再次起动,机械手将在凸轮联动机构的控制下,连续完成刀臂向下、机械手180°回转、刀臂向上动作。
同样,当机械手完成上述动作、刀臂回到上位后,将成为刀臂上位、机械手250°、刀具松开状态。由于机械手结构完全对称,其70°到位和250°到位信号实际上使用同一检测开关,因此,此时的机床侧检测开关输入信号状态将与刀具交换开始时的状态完全一致。为了避免刀具交换动作的再次启动,用来产生刀具交换启动脉冲R523.1的松开延时继电器T3上,也需要增加刀臂下位记忆互锁信号R523.4。R523.4通过程序中的刀臂下位(伸出)检测开关信号X4.4产生,信号将一致保持到M06执行完成。
当机械手完成刀具交换动作、刀臂回到上位后,交换完成信号R523.5将为“1”,R523.5将通过后述的程序,立即断开输出Y4.3、停止电动机,使机械手在上位保持。Y4.3断开后,经过T4的短时延时(也可无延时),可产生刀具夹紧信号R523.6,R523.6=1时,将断开前述程序中的刀具松开和主轴吹气电磁阀输出Y2.0、Y2.1,重新夹紧主轴上的刀具。(https://www.xing528.com)
4.机械手返回
执行机械手返回动作时,只需要第3次起动机械手驱动电动机,机械手便可在弧面凸轮的控制下,返回到180°位置。由于机械手的结构完全对称,因此,可在180°位置上继续进行下一轮刀具交换循环。机械手返回的典型PMC程序如图6-25所示。
在图6-25所示程序中,当主轴刀具松开电磁阀Y2.0断开、夹紧检测开关X3.4发信后,经过T5的短时延时(各机床有所不同,通常小于0.5s),将产生机械手返回脉冲R524.0。R524.0可使机械手驱动电动机第3次起动信号R524.2=1并保持,电动机第3次旋转,机械手在凸轮联动机构的控制下,完成返回动作。
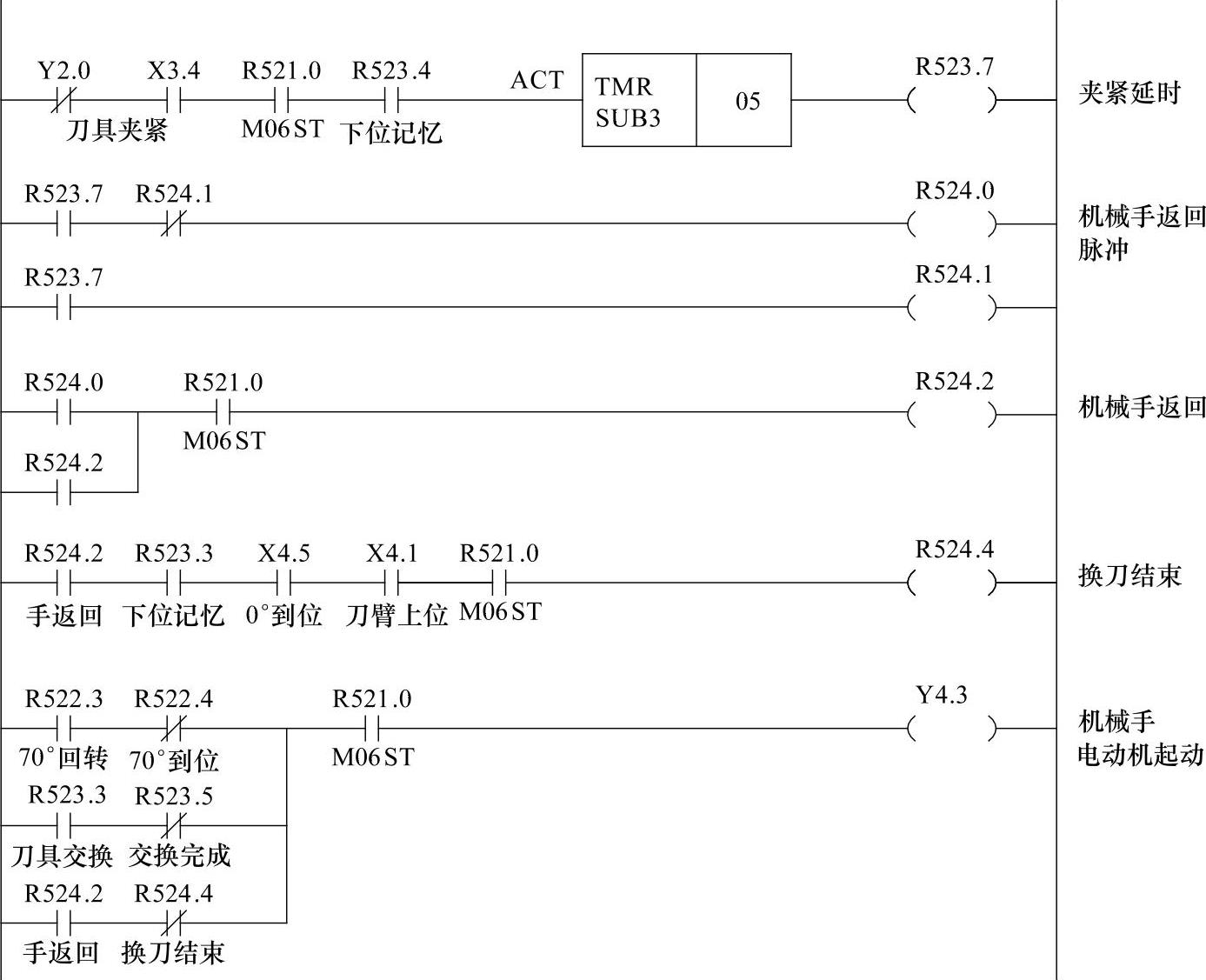
图6-25 机械手返回控制程序
当机械手返回到180°(相当于0°)位置后,0°到位信号X4.5=1,使得换刀结束信号R524.4=1。R524.4=1代表整个换刀过程已经结束,它可立即断开机械手电动机接触器控制输出Y4.3;同时,由前述的程序断开刀套垂直电磁阀输出Y2.2、接通刀套水平电磁阀输出Y2.3,使刀库上的刀套恢复成水平状态。
程序中的机械手驱动电动机接触器控制输出Y4.3,综合考虑了70°回转抓刀、刀具交换、机械手返回3种情况。70°回转抓刀时,Y4.3由70°回转信号R522.3启动、由70°到位信号R522.4断开,电动机停止后可执行主轴上的刀具松开动作;刀具交换时,Y4.3由刀具交换信号R523.3第2次启动、由交换完成信号R523.5断开,电动机停止后可执行主轴上的刀具夹紧动作;机械手返回时,Y4.3由机械手返回信号R524.2启动、由换刀结束信号R524.4断开,整个换刀动作结束。
5.结束处理
在机械手换刀的加工中心上,M06自动换刀指令执行完成后,需要进行随机刀具表的数据更新、M代码完成应答处理,其典型程序如图6-26所示。
程序中的二进制数据传送指令MOVB(SUB43)、数据表数据读写指令XMOVB(SUB35)用于随机刀具表的数据更新。当机械手完成换刀后,CNC加工程序中T代码所指定的刀具将被装入到主轴上,而原主轴上的刀具将被装入刀库换刀位的刀套中,因此,需要对随机刀具表中的数据寄存器D000及刀库换刀位数据寄存器中的刀具号数据进行更新。
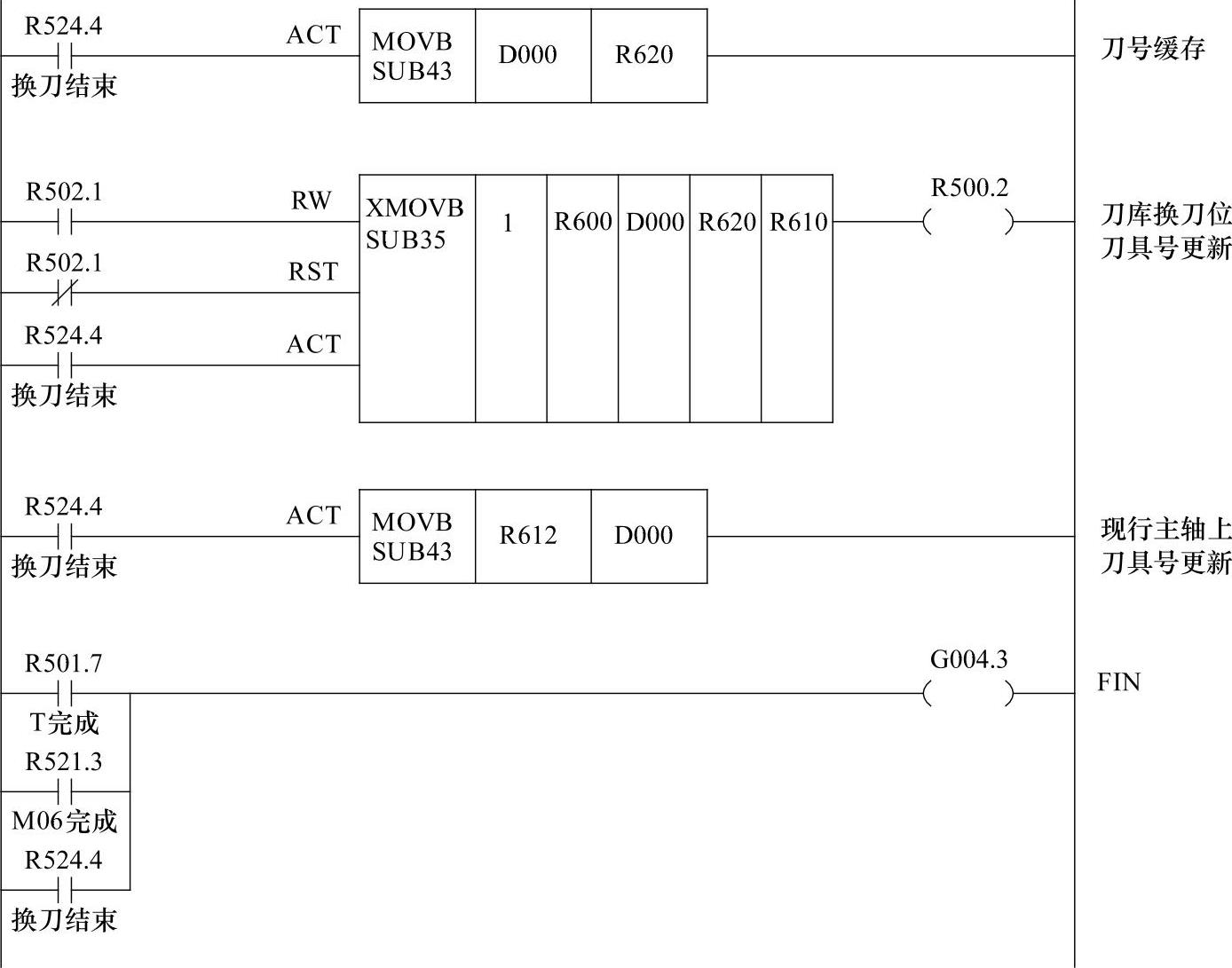
图6-26 结束处理程序
程序中的第1条二进制数据传送指令MOVB(SUB43)用于原主轴上刀具号的缓冲存储,执行指令可将随机刀具表中D000的数据(原主轴上的刀具号),传送到存储器R620上保存。程序中的数据表数据读写指令XMOVB(SUB35),用于刀库换刀位数据寄存器的刀具号更新,指令的控制条件如下。
RW:读写控制信号。RW=0为数据读出、RW=1为数据写入,在本程序中RW恒为“1”,故可进行数据表的数据写入。
RST:复位输入。RST=1时,清除错误输出WRT,在本程序中不使用该信号,故RW恒为“0”。
ACT:数据读写启动信号。程序中使用了换刀结束信号R524.4启动数据读写,故可在换刀完成后,进行数据写入操作。
指令的参数作用依次如下。
1:二进制数据长度定义。可为1字节、2字节、4字节,对于2位T代码指令,为1字节数据。
R600:数据表长度。R600为前述刀具预选程序计算得到的结果,数据表的长度为刀库刀位数加1。
D000:数据表起始地址。随机刀具表的数据存储器起始地址为D000。
R620:需要写入的数据。换刀完成后,需要将原主轴上的刀具号写入到刀库换刀位的数据存储器中,因此,其存储器地址应为缓冲存储器R620。
R610:需要写入的数据存储器在数据表中的序号。程序中的R610为前述刀具预选程序中二进制数据检索指令DSCHB所得到的结果,即刀库换刀位所对应的数据存储器序号。
因此,执行XMOVB(SUB35)指令后,R620中的数据(原主轴上的刀具号)将被写入到刀库换刀位所对应的数据存储器中。
程序中的第2条二进制数据传送指令MOVB(SUB43)用于对主轴上刀具号的更新。执行指令,可将前述刀具预选程序中R612上保存的T代码,写入到数据存储器D000上,成为现行主轴上的刀具号。
以上程序中的指令MOVB(SUB43)也可使用数据表数据读写指令XMOVB(SUB35),通过数据表读写的方式更新数据。例如,进行主轴上刀具号更新时,可先通过XMOVB(SUB35)指令,读出刀库换刀位数据存储器上的刀具号,然后再将其写入到D000中等。
图6-26所示程序中的FIN(G004.3)信号用于CNC辅助功能执行完成应答,对于机械手自动换刀,它包括了前述刀具预选程序中的T代码执行完成应答R501.7,以及M06自动换刀指令执行完成应答等部分;在实际PMC程序上,FIN信号还需要考虑更多的其他辅助功能应答条件。辅助功能应答程序的作用与其他换刀方式相似,在此不再说明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。