



主轴移动式换刀的加工中心自动换刀PMC控制程序,包括T代码处理和换刀宏程序处理两部分。其中,T代码处理程序同样需要有刀位计数、刀号出错检查、T代码执行完成应答等部分,其程序设计方法和刀库移动式换刀完全相同,用于18刀位斗笠式刀库控制的T代码处理程序可参见6.1.2节。
用于换刀宏程序处理的PMC程序需要根据换刀宏程序的要求编程,对于上述自动换刀的宏程序,其PMC程序如图6-13所示,程序说明如下。
1.UI000输出
PMC程序的第1~3段用于自动换刀宏程序中的宏程序输入信号UI000(G054.0)的输出。当CNC的编程刀号出错,或CNC编程刀号和刀库实际刀号一致时,UI000将输出“1”;此时,只要CNC加工程序中的M06指令调用换刀宏程序O9001,便可通过O9001中的跳转指令N1,直接结束宏程序执行。
CNC编程刀号出错信号R500.0、R500.1,可通过6.1.2节同样的T代码处理程序生成;刀号一致信号R501.0,利用程序中的二进制比较指令COMPB生成。比较指令中的R510是T代码处理程序所保存的CNC编程刀号,计数存储器C002是由刀位计数程序生成的现行刀号计数值。
2.M80~M84译码与处理
宏程序O9001中的辅助功能M80~M84的译码,由程序中的二进制译码指令DECB(SUB25)实现。DECB可将来自CNC的32位二进制M代码F010~F013中的M80~M87,依次转换为独立的二进制位信号R530.0~R530.7。此后的PMC程序,均为M80~M84代码的处理程序。
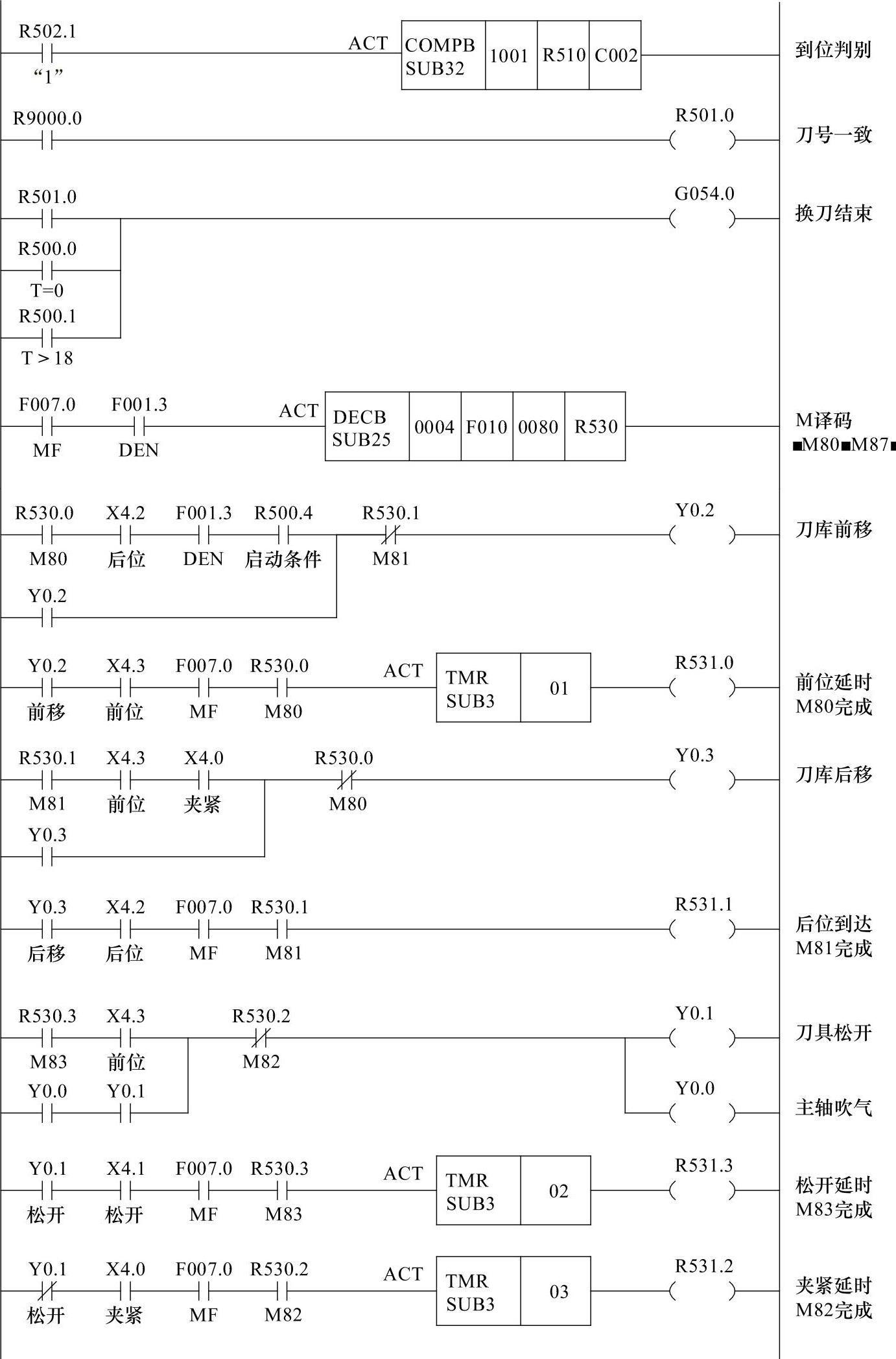
图6-13 宏程序处理PMC程序
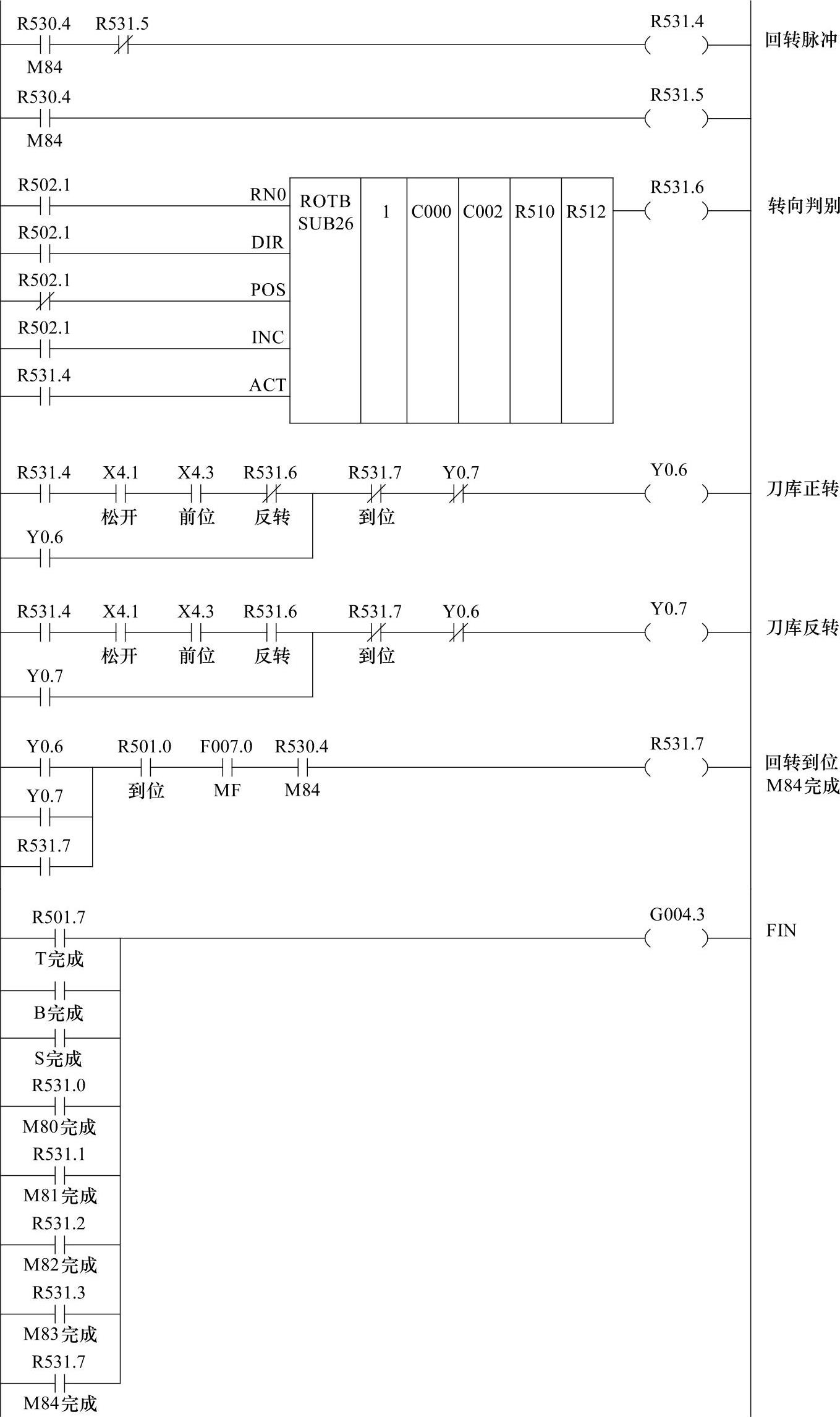
图6-13 宏程序处理PMC程序(续)(https://www.xing528.com)
由于采用用户宏程序控制的自动换刀,可将换刀动作分解为独立的M指令,因此,其PMC程序的设计较为简单,它只需要通过M80~M84的译码信号,控制所需的PMC输出,并产生相应的M代码执行完成信号便可实现。此外,由于M80~M84严格按照用户宏程序中的编程顺序依次输出,故PMC程序设计时的互锁也大大简化。
例如,当执行刀库前移M80指令时,如刀库位于后位(X4.2=1)、Z轴定位完成(F001.3=1)、换刀启动条件满足(R500.4=1),则可接通刀库前移电磁阀Y3(Y0.2=1)。刀库前移到位经延时后,可产生M80完成信号R531.0,此时,可通过程序最后的M代码完成应答程序,产生FIN(G004.3)信号,结束M80指令。
CNC接收到FIN信号后,将自动撤销M代码输出,使M80译码信号R530.0=0,M80完成信号R531.0、FIN信号重新恢复至“0”;M80指令执行完成后,换刀宏程序可继续执行后述的指令。刀库前移电磁阀Y3输出(Y0.2=1),需要通过宏程序O9001中的刀库后移指令M81予以撤销,因此,它可在刀具松开M83、Z轴上升(O9001的程序段N3)、刀库回转选刀(M84)、Z轴下降(O9001的程序段N4)直到刀具夹紧M82的全部动作过程中,均保持接通状态。
主轴刀具松开和吹气指令M83、刀库回转选刀指令M84、主轴刀具夹紧和吹气关闭指令M82、刀库后移指令M81的PMC控制程序与M80类似,在此不再说明。机床进行卸刀、装刀时的主轴上升、下降动作,则可通过宏程序O9001中的Z轴升降移动指令实现,其动作的延时也直接利用CNC的程序暂停G04进行控制;因此,其换刀动作清晰、调试方便,PMC程序设计较为简单。
3.M代码应答
由于FS-0iD等CNC的普通辅助功能应答,使用的是共同的完成应答信号FIN(G004.3),因此,自动换刀PMC的辅助功能执行完成应答,需要包括T代码处理程序中的T代码执行完成应答信号R501.7,以及换刀宏程序中所有的M代码完成信号R531.0、R531.1等。
调用宏程序O9001的M06代码,可由CNC操作系统自动处理,M06既不输出到PMC,也无须PMC程序进行控制和应答。
4.程序调试
采用宏程序控制自动换刀时,其PMC程序实质上只是多个M代码处理程序的合成,因此,在进行自动换刀动作调试时,可选择CNC的操作方式MDI,通过单步执行M80/M81、M82/M83、G01 Z120.0 F5000等CNC编程指令,随时控制刀库的前/后移动、刀具松/夹、刀具装/卸等动作;换刀时的Z轴上下行程和移动速度、上位/下位延时时间均可用CNC编程指令方便地调节,程序的调试十分容易。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。