



1.结构特点
通用液压刀架的结构紧凑、控制容易、分度精度较高,它是图5-8所示的中小型普通全功能数控车床所常用的自动换刀装置。通用液压刀架一般由专业生产厂家生产,数控机床生产厂家可直接选配标准产品。通用液压刀架可安装的刀具数量一般为8~12把,刀架可双向回转、捷径选刀,其换刀速度相对较快。
通用液压刀架一般由刀架体、刀塔、刀塔松夹油缸和定位齿牙盘、刀塔回转油缸和共轭凸轮分度机构等部件组成。刀塔的松夹和准确定位利用松夹油缸和精密齿牙盘实现;刀塔的回转通过液压回转油缸驱动的共轭凸轮间隙分度机构实现,刀塔回转到位时一般不需要进行减速和粗定位;刀架的检测信号一般有刀塔抬起(松开)、刀塔落下(夹紧)和刀位计数3个。通用液压刀架的详细结构和原理,可参见本书作者编写的《现代数控机床设计典例》(机械工业出版社,2014年5月)一书。
通用液压刀架的换刀过程如下。
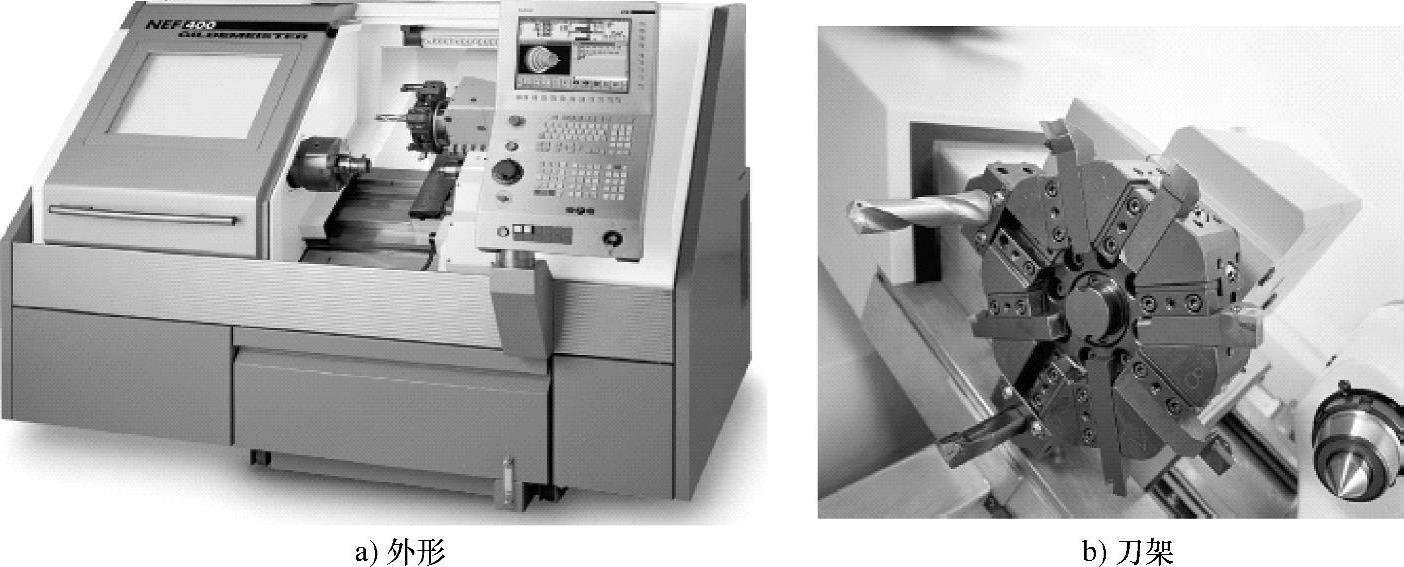
图5-8 中小型数控车床及刀架
1)刀塔抬起。刀塔抬起通过液压松夹油缸实现,刀塔抬起后定位齿牙盘脱开、松开检测开关发信,此时,刀塔可在液压回转油缸的驱动下进行双向回转选刀。
2)回转选刀。刀塔的回转选刀通过液压回转油缸驱动的共轭凸轮间隙分度机构实现。共轭凸轮分度是一种间隙运动机构,凸轮每回转360°,刀塔可转过一个刀位。共轭凸轮的曲线设计,保证了刀塔每转一个刀位,都有回转分度的加/减速和到位时的停顿动作,刀塔在回转到达任意一个刀位,都将出现短暂停顿,因此,即使液压回转油缸的停止角度存在少量偏差,也不会改变刀塔的定位位置,故刀塔的定位一般不需要进行减速和粗定位动作。
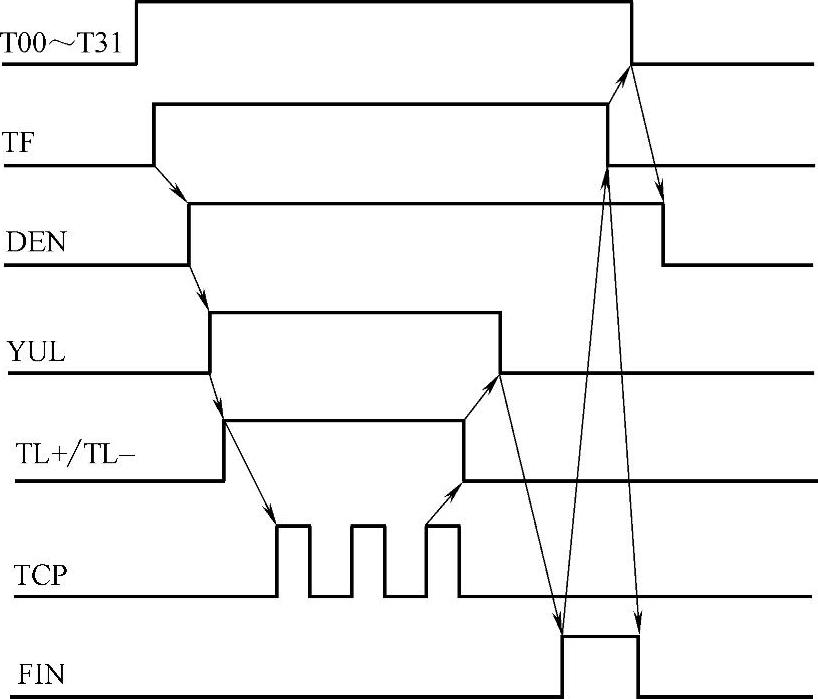
图5-9 电动刀架的PMC程序设计要求(https://www.xing528.com)
3)刀塔夹紧。刀塔夹紧同样通过液压松夹油缸实现,刀塔回转到位后,共轭凸轮分度机构位于回转停顿位置,刀塔可通过松夹油缸实现落下、夹紧动作,使准确定位的齿牙盘啮合并夹紧,刀塔被精确定位。
通用液压刀架的刀位检测一般通过安装在共轭凸轮驱动轴上的计数开关实现,刀塔每转一个刀位,开关将输出1个计数脉冲信号。
2.PMC程序设计要求
根据通用液压刀架的结构特点和FS-0iTD等CNC的辅助功能指令执行要求,可得到配套此类刀架的中小型普通全功能数控车床的自动换刀PMC程序设计要求如图5-9所示,图中的信号及功能如表5-3所示。
表5-3 通用液压刀架控制信号一览表

(续)

表5-3中的刀位计数、刀塔松开/夹紧检测开关的输入地址,以及刀塔正转/反转、刀塔松开/夹紧电磁阀的输出地址可根据实际机床的I/O配置改变。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。