



图4-25所示的用户操作面板安装有进给倍率、快进倍率、主轴转速倍率调节的波段开关,且都为二进制编码输出,因此,其倍率调节程序的设计与FANUC子面板有所不同,其典型程序如下。
1.进给倍率调节
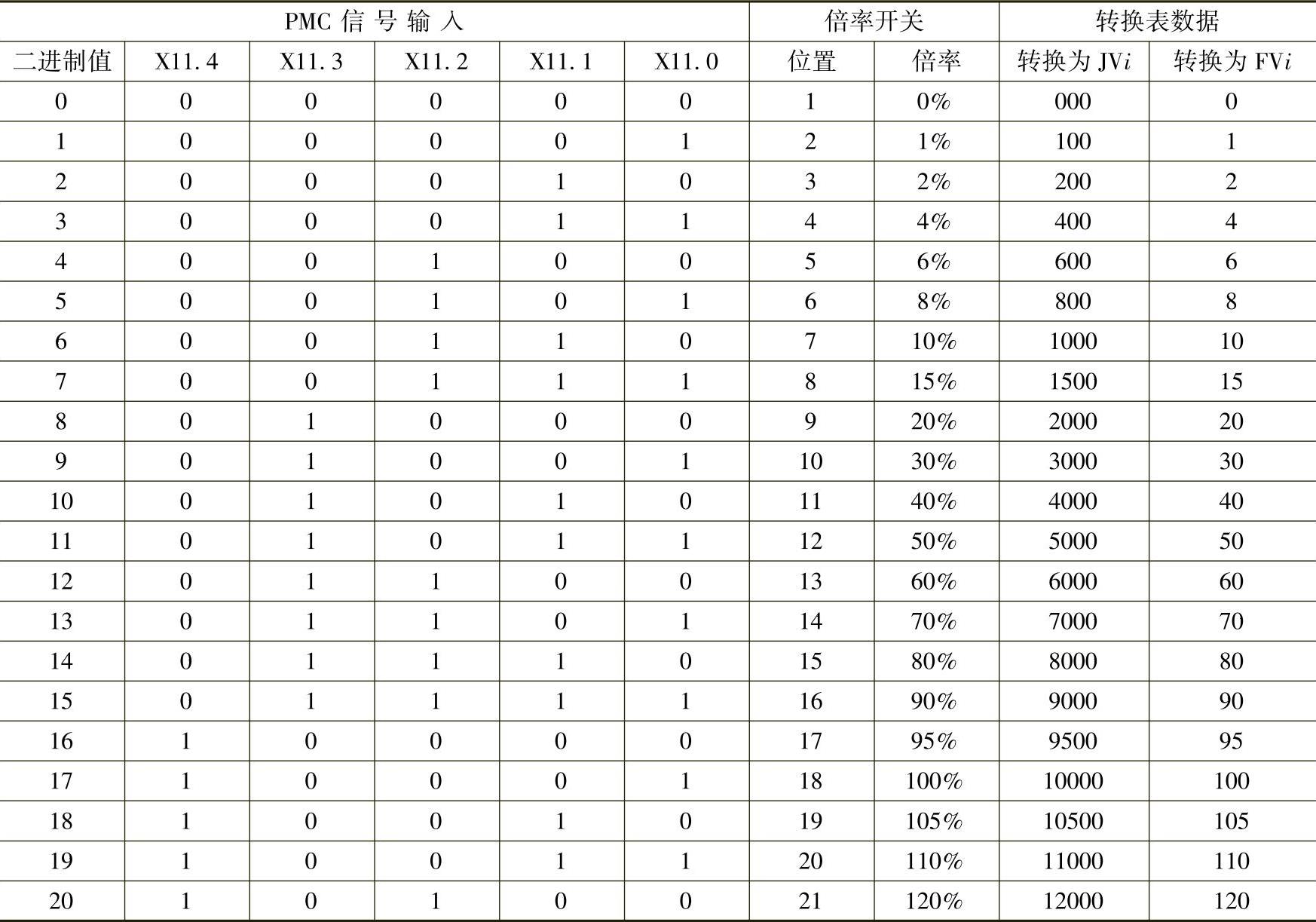
用户操作面板的进给倍率调节开关F%采用的是21个位置的5位二进制编码输出的传统波段开关,它也是手动进给速度、程序进给速度通用的倍率调节开关。如采用4.5节FANUC子面板同样的程序设计方法,可得到开关输入信号、对应倍率及数据转换的要求如表4-20所示。由于倍率开关本身是以二进制编码规律依次输出的信号,因此,PMC程序编制时,数据表中的转换数据也可按数值的大小依次排列。
表4-20 进给倍率开关的程序设计要求表
此外,由于用户面板的快进倍率采用的是F0、25%、50%、100%传统4级倍率调节方式,调节开关为4个位置的2位二进制编码输出,故可直接用于CNC的快进速度倍率调节信号ROV2/ROV1(G014.1/G014.0)的控制。
根据以上要求设计的进给倍率、快进倍率控制的PMC程序如图4-28所示,程序的设计思路与FANUC子面板相同,相关说明可参见4.5节。
2.主轴转速倍率调节(https://www.xing528.com)
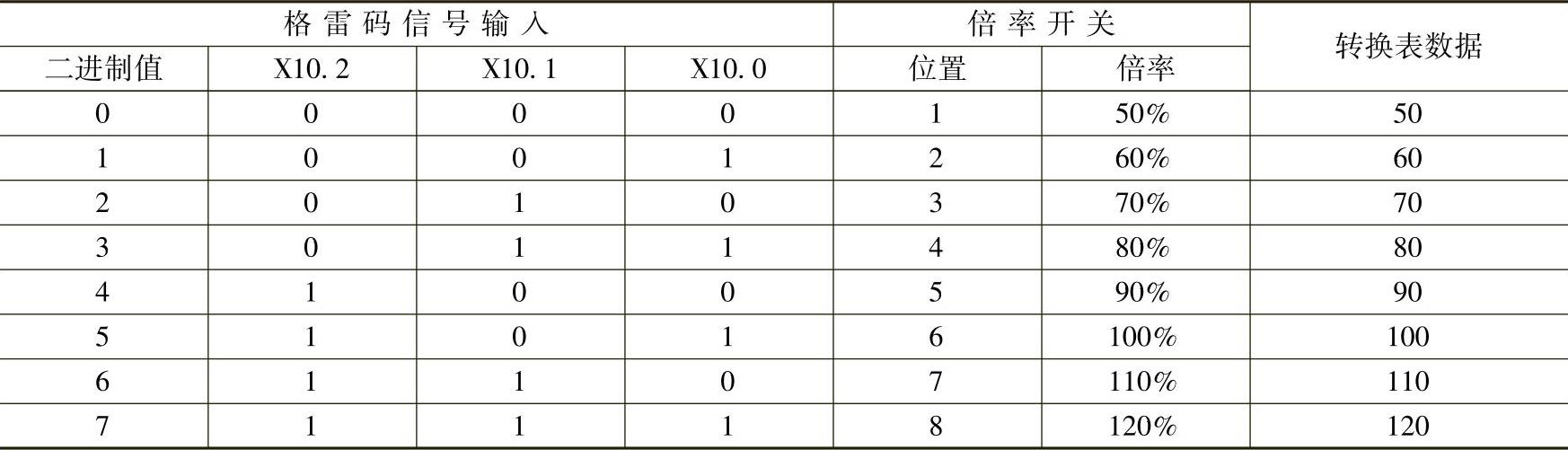
用户操作面板的主轴转速倍率调节开关SP%采用的是8个位置的3位二进制编码输出的传统波段开关。如同样采用4.5节FANUC子面板的程序设计方法,可得到开关输入信号、对应倍率及数据转换的要求如表4-21所示。由于开关本身以二进制编码规律输出信号,因此,PMC程序编制时,数据表中的转换数据也应按数值的大小依次排列。
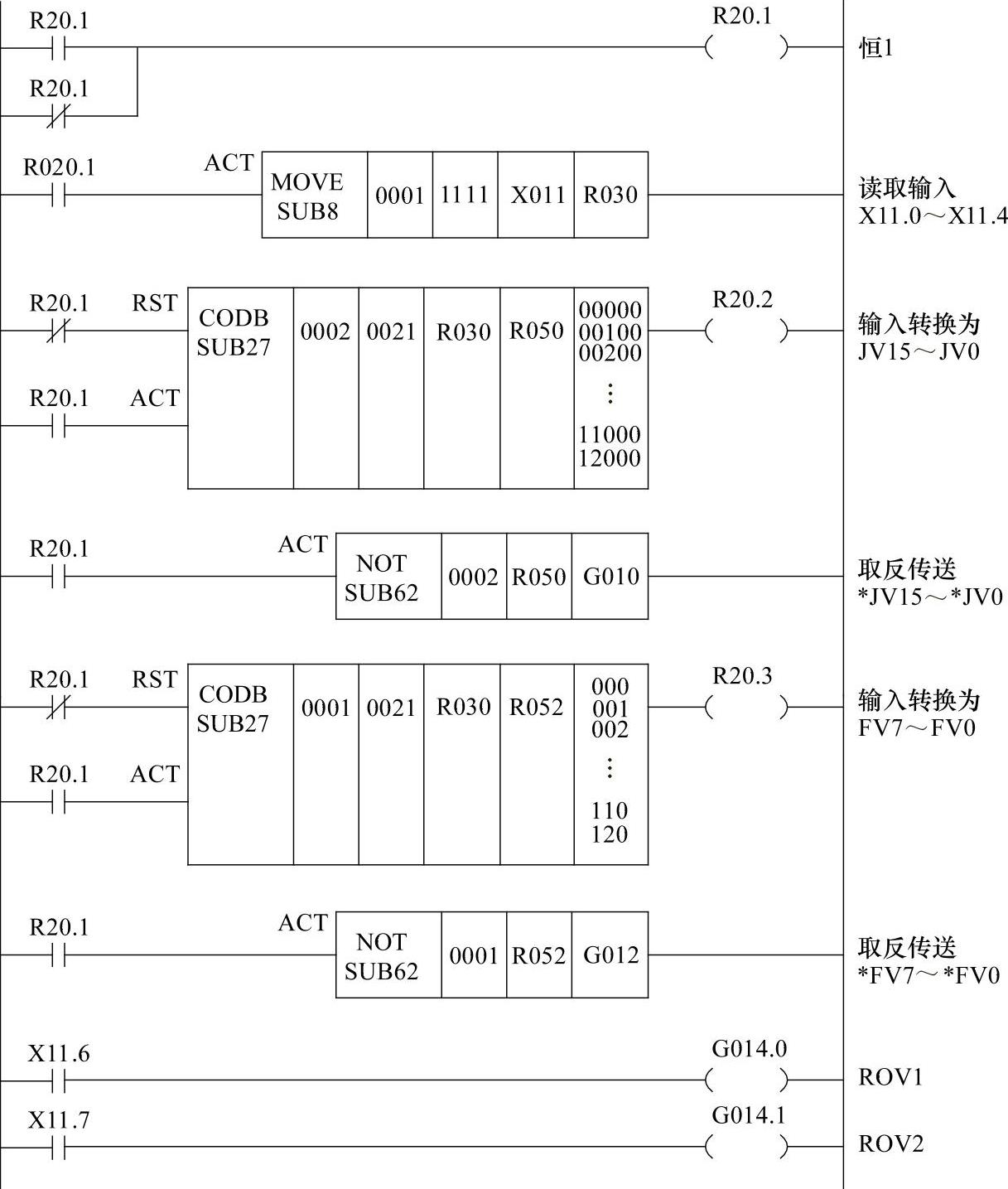
图4-28 进给倍率控制程序
表4-21 主轴转速倍率信号转换表
根据以上要求设计的主轴转速倍率控制的PMC程序如图4-29所示,程序的设计思路与FANUC子面板相同,相关说明可参见4.5节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。