



1.操作方式选择程序
用于CNC操作方式选择控制的PMC程序,需要将操作面板的选择开关输入,转换为CNC所要求的操作方式选择信号,FANUC系统对CNC操作方式信号的详细要求及说明可参见4.2节。
上述用户操作面板上的操作方式选择开关为8个位置的3位二进制编码信号,选择开关的PMC输入地址和编码,以及CNC所要求的PMC输出如表4-19所示。
表4-19 CNC操作方式选择的程序设计要求表
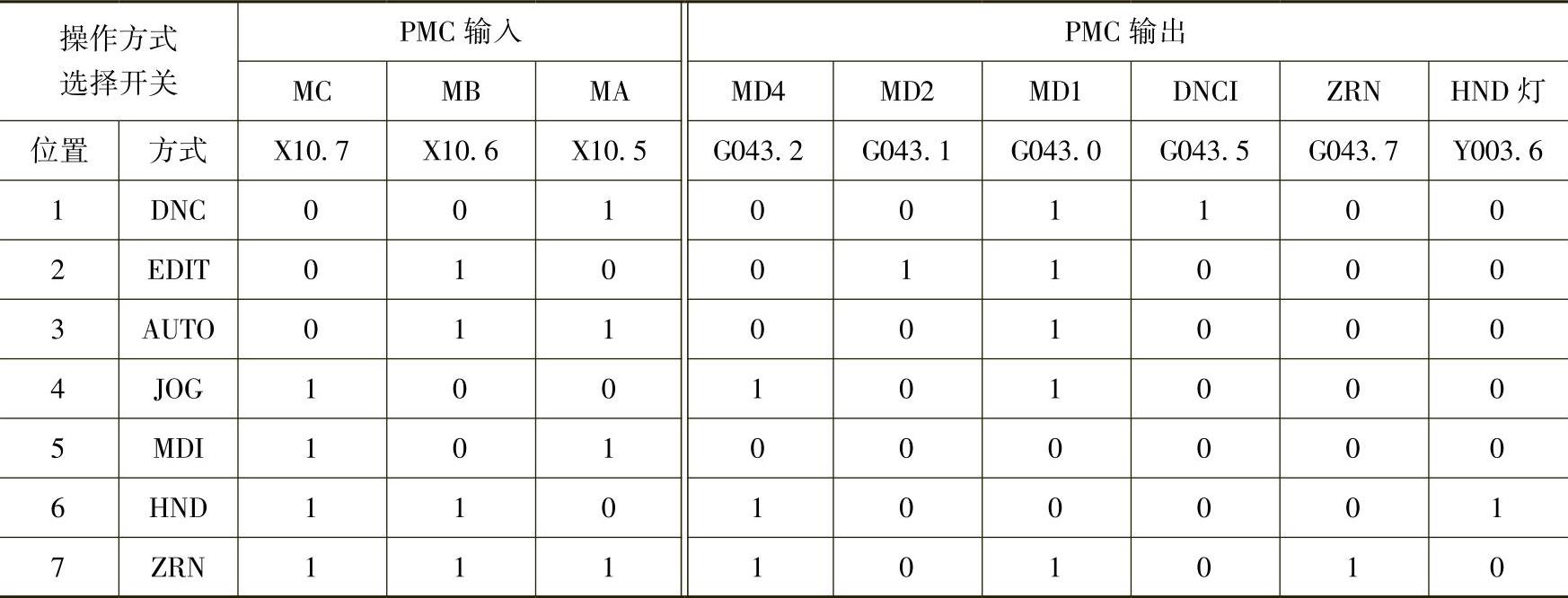
根据表4-19所设计的PMC程序如图4-26所示。由于CNC的操作方式选择信号编码无规律,故可直接利用逻辑梯形图进行编程,这样的程序虽较长,但概念清晰、编制简单、阅读容易、调试方便。
图4-26所示的程序分为PMC的输入译码、输出转换和手轮盒指示灯输出3部分,简单说明如下。
1)输入译码。输入译码程序的作用是将方式选择开关的输入X10.7~X10.5,依次转换为与选择开关位置1~7一一对应的DNC、EDIT、AUTO……操作方式选择信号R010.0~R010.6。由于波段开关在不操作时的输入信号状态可保持,故无须使用自保持程序。
2)输出转换。输出转换程序的作用是将R010.0~R010.6所对应的操作方式,转换为CNC所需要的操作方式选择信号输出。同样,由于R010.0~R010.6的状态在波段开关不操作时可保持,故无须使用自保持程序;因此,转换时只需要根据表4-19,利用R010.0~R010.6,将操作方式选择所需的PMC输出信号(G043.0等)置为“1”或“0”即可。
例如,当面板选定操作方式DNC时,R010.0将保持为“1”、而R010.1~R010.6则全部为“0”;因此,G043.0、G043.5输出“1”,而G043.1、G043.2、G043.5则为“0”;CNC选择DNC操作等。
3)手轮盒指示灯输出。手轮盒上的指示灯Y003.6用于手轮操作指示,它在操作面板选择HND操作(R010.5=1)时,可利用特殊内部继电器R9091.6的1Hz脉冲信号闪烁;如CNC的手轮操作生效,则CNC的操作状态信号MH(F003.1)为“1”,指示灯将变为亮。(https://www.xing528.com)
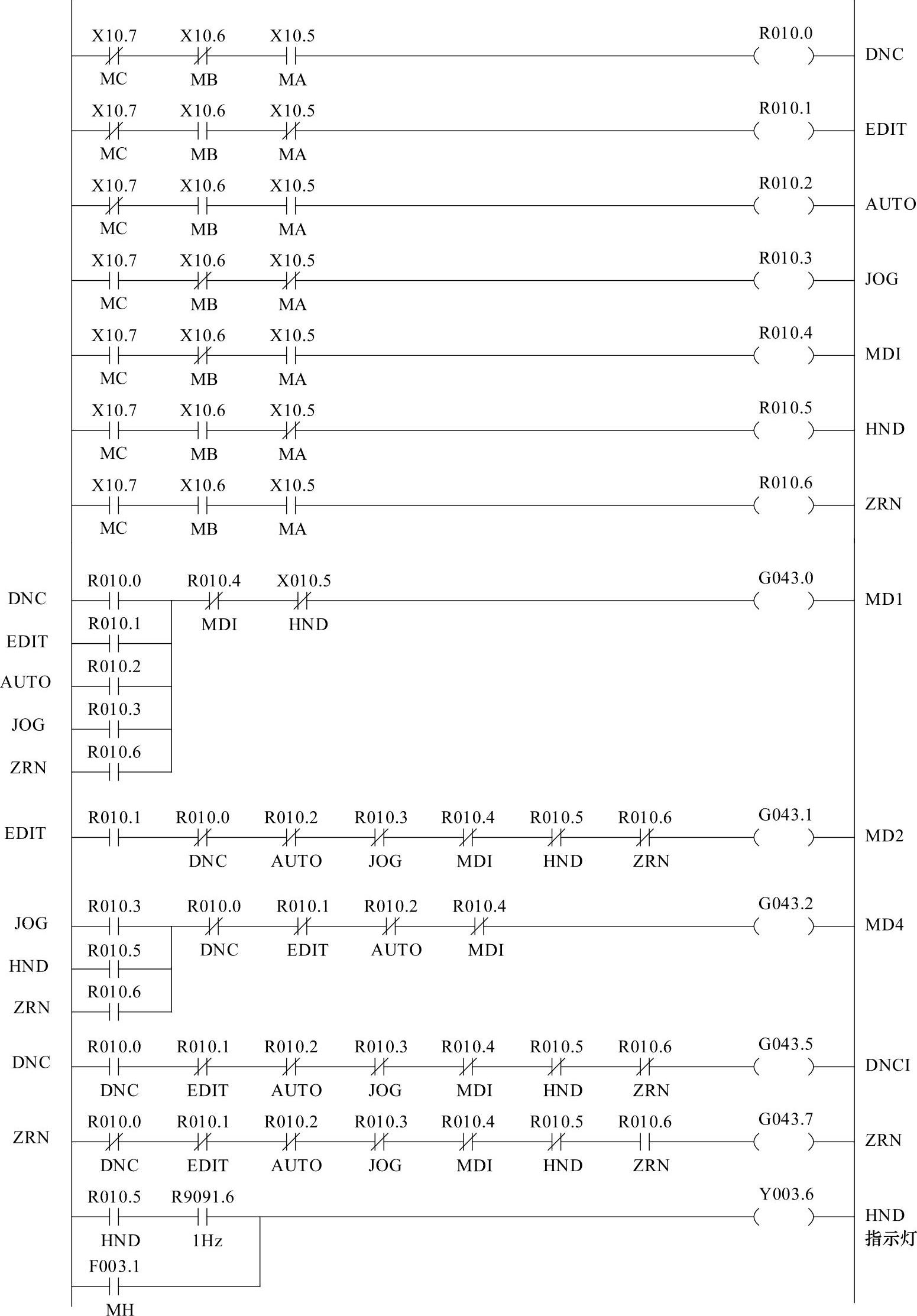
图4-26 操作方式选择程序
2.手动进给控制程序
FANUC系统的手动进给实际包括手动连续进给JOG、手动增量进给INC、手轮进给HND、手动回参考点REF几种。虽然上述的用户操作面板的操作方式选择开关无INC方式,但它可通过CNC参数PRM8131.0=1、PRM7100.0=1的设定,在选择HND方式时,利用坐标轴方向键进行INC运动,有关内容可参见4.2节。
根据表4-18的按键、轴选择开关输入及4.3节所述的手动进给要求,假设坐标轴回参考点方向均为正向,所编制的用户操作面板手动进给PMC程序如图4-27所示。
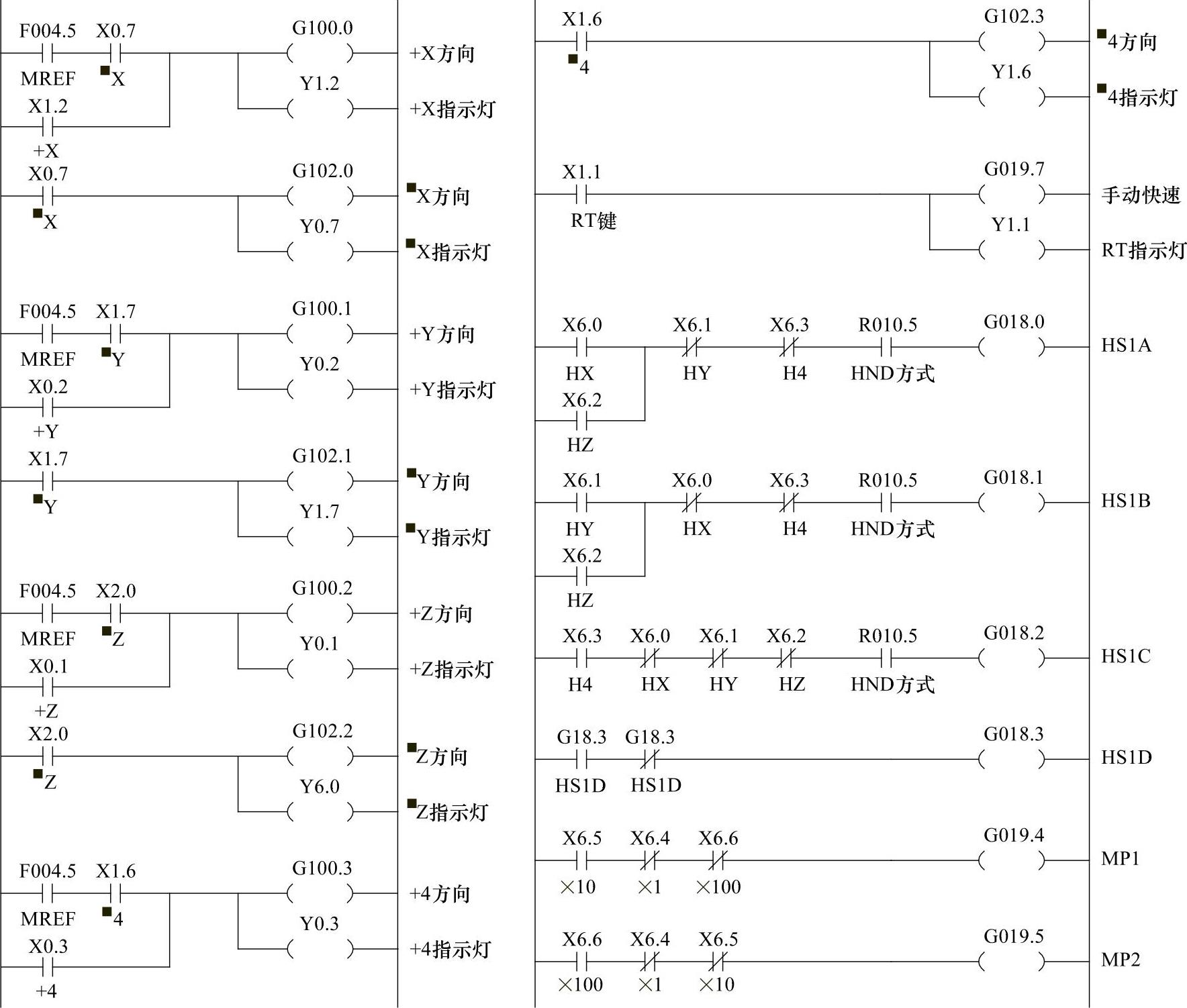
图4-27 手动进给控制程序
手动进给程序的设计方法与前述的FANUC面板相同,有关内容可参见4.3节。由于用户面板的手动操作具有独立的【+X】、【-X】等手动操作键,因此,程序中无须进行坐标轴选择键【X】、【Y】、【Z】、【4】及方向键【+】、【-】的处理。
3.加工程序自动运行控制
用户面板有选择地使用了单程序段、跳过选择段、选择暂停、重新启动、试运行5个CNC程序运行控制键及循环启动、进给保持2个程序启动、停止控制按钮,这些按钮与指示灯除了PMC的I/O地址与FANUC主面板有所区别外,其他要求均一致,故可直接参照4.4节FANUC主面板的设计方法,进行同样的处理,在此不再一一说明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。