



1.运动方向控制程序
根据表4-7、表4-8的操作要求,FS-0iD等CNC的JOG、REF及INC操作都需要用主面板的轴选择键【X】、【Y】、【Z】、【4】和方向键【+】、【-】控制,并使用相同的坐标轴方向选择信号。因此,对于4轴数控机床,可通过图4-13所示的PMC程序,来选择CNC的JOG、REF及INC操作的坐标轴和方向。
在图4-13所示的程序中,直接利用了坐标轴选择按键的指示灯输出Y13.4~Y13.6、Y14.0,来存储坐标轴选择的状态,这样可简化PMC程序设计,并减少内部继电器的用量,方便程序阅读。

图4-13 运动方向控制程序
此外,由于数控机床的手动回参考点只能在坐标轴指定方向上(如正向)进行,为了方便操作,图4-13所示的PMC程序可将回参考点操作方式REF下的按键【-】信号,自动转换成坐标轴正向控制信号,即当CNC操作方式为REF时,无论按操作面板上的【+】或【-】方向键,PMC均可输出坐标轴正向运动信号+X或+Y、+Z、+4,以保证回参考点运动方向不变。
在FANUC等数控系统上,为了提高坐标轴手动进给时的运动速度,可以在JOG操作时,通过同时按【RT】键和方向键,选择手动快速操作。因此,在图4-13所示的PMC程序中,可直接用【RT】键的输入X30.5,产生坐标轴手动快速所需的RT信号(G019.7)。按键【RT】的指示灯输出Y14.5,可直接用【RT】键的输入X30.5控制。
2.手轮轴选择程序
手轮轴选择的PMC程序如图4-14所示。图中的R100.0为手轮操作方式选择信号,它由前述的CNC操作方式选择程序生成。
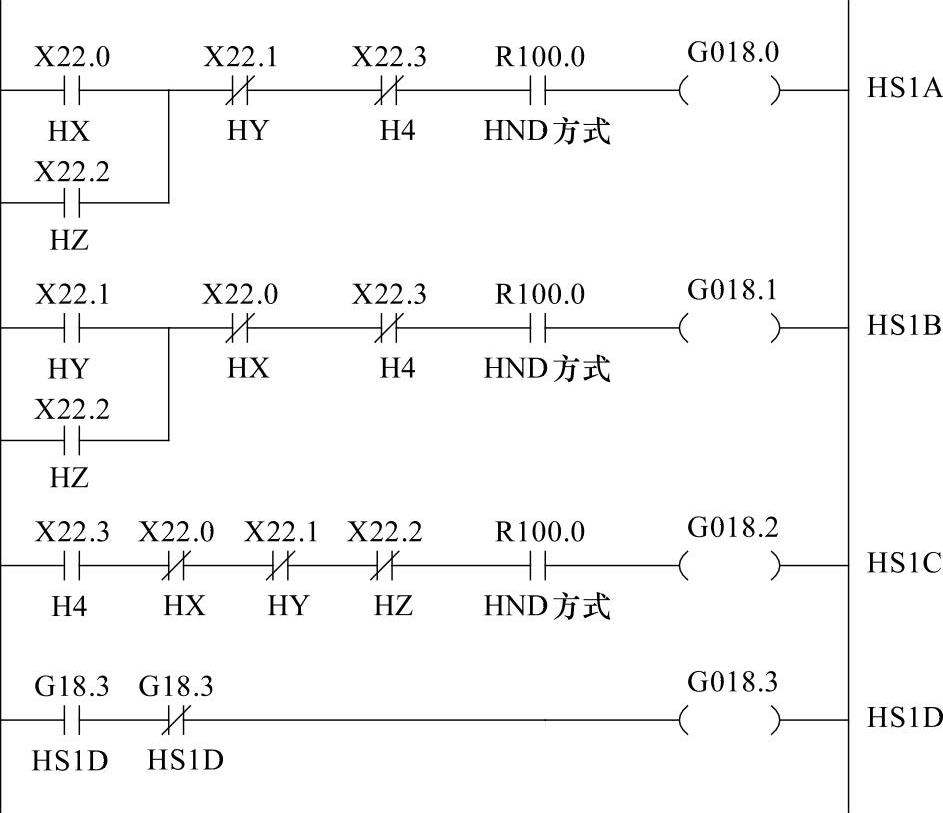
图4-14 手轮轴选择程序(https://www.xing528.com)
FS-0iD等CNC最大可连接3个手轮,第1~3手轮所对应的手轮运动轴选择信号分别为HS1A~HS1D、HS2A~HS2D和HS3A~HS3D。在使用1个手轮的数控机床上,可通过CNC参数的设定禁止第2、3手轮,无须进行HS2A~HS2D和HS3A~HS3D信号的编程。
CNC的HS1A~HS1D信号编程非常简单,它只需要在CNC选定HND操作方式时,将来自手轮盒的轴选择开关信号HX、HY、HZ、H4,直接转换为表4-12要求的二进制编码HS1A~HS1D信号便可。对于实际只使用4轴控制的机床,可将HS1D信号始终置为“0”,图中的HS1D信号使用了典型的恒“0”信号生成程序。
3.INC/HND倍率调节程序
INC增量运动距离和手轮每格移动量的倍率调节使用的是共同的控制信号MP1/MP2。在同时使用FANUC主面板和手轮盒的数控机床上,INC增量距离一般通过主面板上的按键【×1】、【×10】、【×100】、【×1000】选择,其最大增量距离可以为“移动单位×1000”;而手轮每格移动量则通常利用手轮盒上的开关选择,手轮每格移动量一般不超过“移动单位×100”。
根据以上要求设计的典型PMC程序,如图4-15所示。
在图4-15所示的程序中,信号MP1(G019.4)可在INC增量距离选择为“×10”、“×1000”,或者,手轮每格移动量为“×10”时,输出“1”;而在INC增量距离或手轮每格移动量选择为“×1”、“×100”时,输出“0”。信号MP2(G019.5)则在INC增量距离为“×100”、“×1000”,或者,手轮每格移动量为“×100”时,输入“1”,在INC增量距离或手轮每格移动量为“×1”、“×10”时,输出“0”;这样便可满足表4-12的要求。
图4-15所示的程序同样利用了按键【×1】、【×10】、【×100】、【×1000】上的指示灯输出Y11.0~Y11.3,来存储INC增量距离选择键的状态,以简化程序设计、减少内部继电器用量和方便阅读。
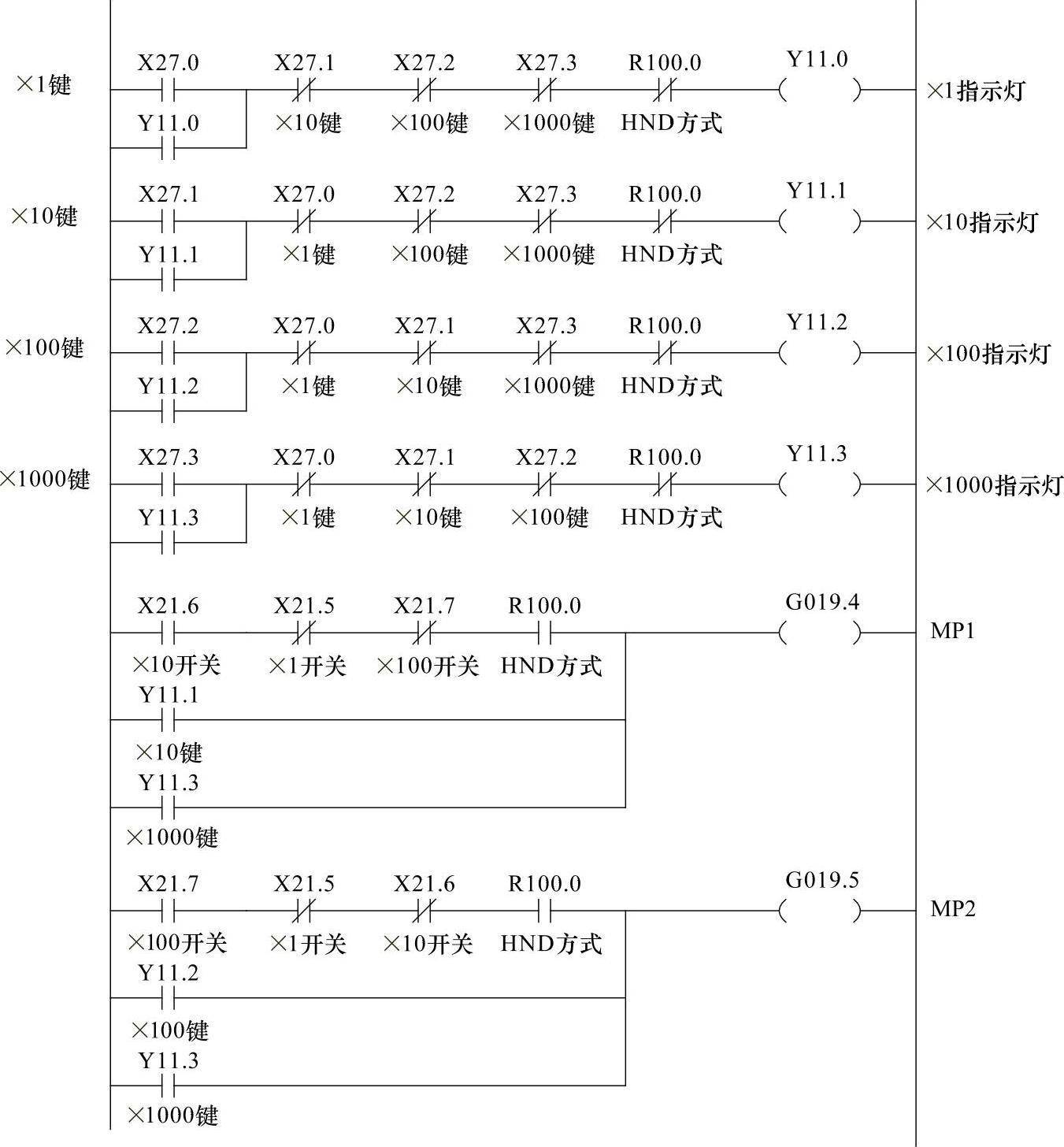
图4-15 MP1/MP2信号处理程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。