



1.面板配置
机床操作面板是用来控制机床运行、指示CNC和机床工作状态的部件,其主要功能为选择CNC操作方式、控制加工程序运行、进行坐标轴的手动移动、调整坐标轴进给速度和主轴转速、手动控制机床辅助部件动作等。虽然FANUC机床操作面板的配置方案可选择多种,但作用和功能基本一致,故其PMC程序设计的基本要求和方法相同。
图4-6是FS-0iMateD或FS-0iD最常用的8.4in水平布置CNC/LCD/MDI单元的机床操作面板配置方案,它由400mm×200mm的CNC基本单元、290mm×180mm的FANUC主面板B和110mm×180mm的FANUC子面板B1,组成了400mm×380mm的完整机床操作单元。
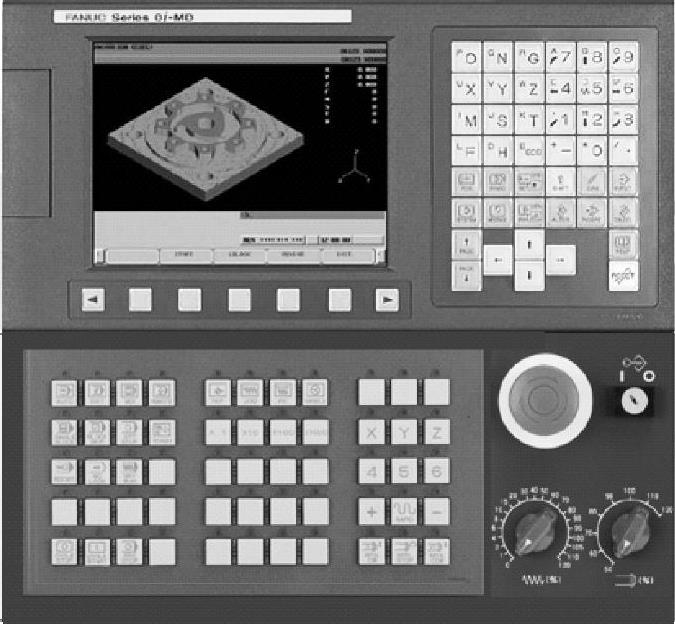
图4-6 FS-0iD典型配置
主面板B集成有PMC的I/O-Link总线接口,可与PMC直接连接;主面板B上还设计有连接子面板B1和手轮盒的连接接口,可将子面板和手轮盒上的倍率开关、手轮轴选择开关信号转换为PMC的输入信号。
2.I/O地址
选配FANUC主面板时,主面板和子面板上的按键、倍率开关、指示灯等器件的I/O地址,可直接通过CNC的PMC配置(PMC CNF)操作设定,有关内容可参见本书作者编著的《FANUC-0iD调试与维修》一书(机械工业出版社,2013年11月)。
(1)主面板I/O地址分配
FANUC主面板B上安装有5×11对按键/LED指示灯,当主面板的I/O起始地址设定为m/n时,操作按键/指示灯的I/O地址将按照图4-7自动分配。例如,当主面板的输入起始地址设定为m=20、输出起始地址设定为n=8时,因【AUTO】按键/指示灯安装于图4-7a的A行、第1列,根据图4-7b,可得到其按键的输入地址为X24.0(Xm+4.0)、指示灯的输出地址为Y8.0(Yn+0.0);同样,由于手动进给轴选择键【X】的安装位置为B行、第9列,故其按键的输入地址为X29.4(Xm+9.4)、指示灯的输出地址为Y13.4(Yn+5.4)等。

图4-7 主面板地址分配
(2)子面板I/O地址
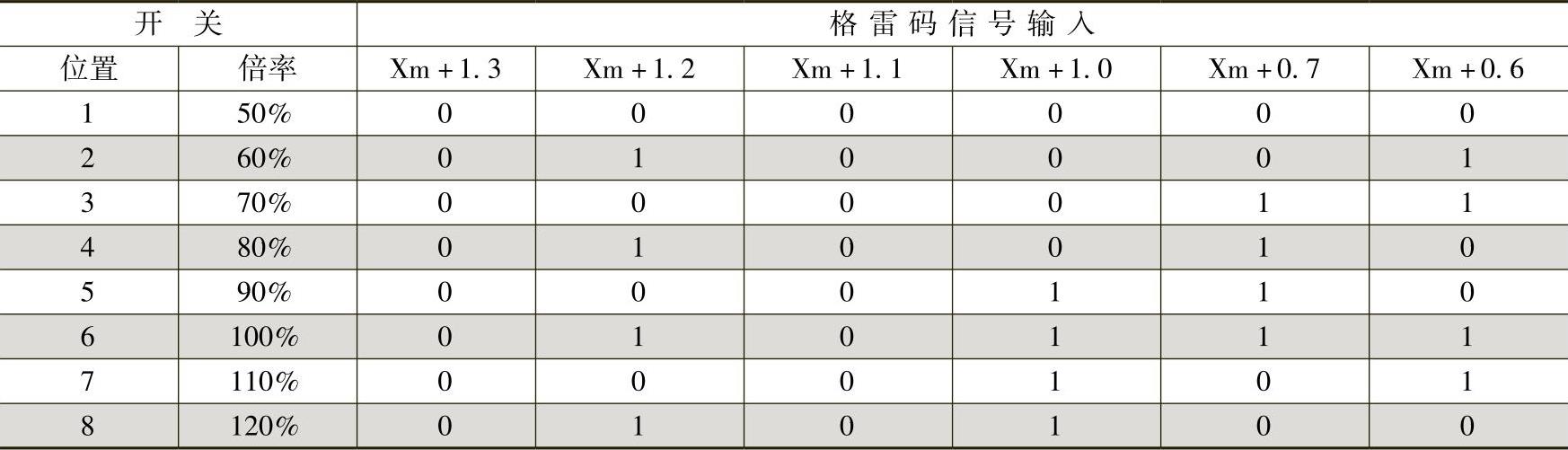
FANUC子面板B1上的CNC-ON/OFF、急停按钮需要利用统一的电缆,引入到电气柜的强电控制线路中,它们与PMC程序设计无关。但是,面板上的进给速度倍率调节开关、主轴转速倍率调节开关和存储器保护开关,可通过主面板的I/O-Link总线转换为PMC的输入信号,倍率调节开关均为格雷码,其输入地址分别如表4-1和表4-2所示;存储器保护开关的输入地址为Xm+1.4。(https://www.xing528.com)
表4-1 进给速度倍率调节开关输入地址表
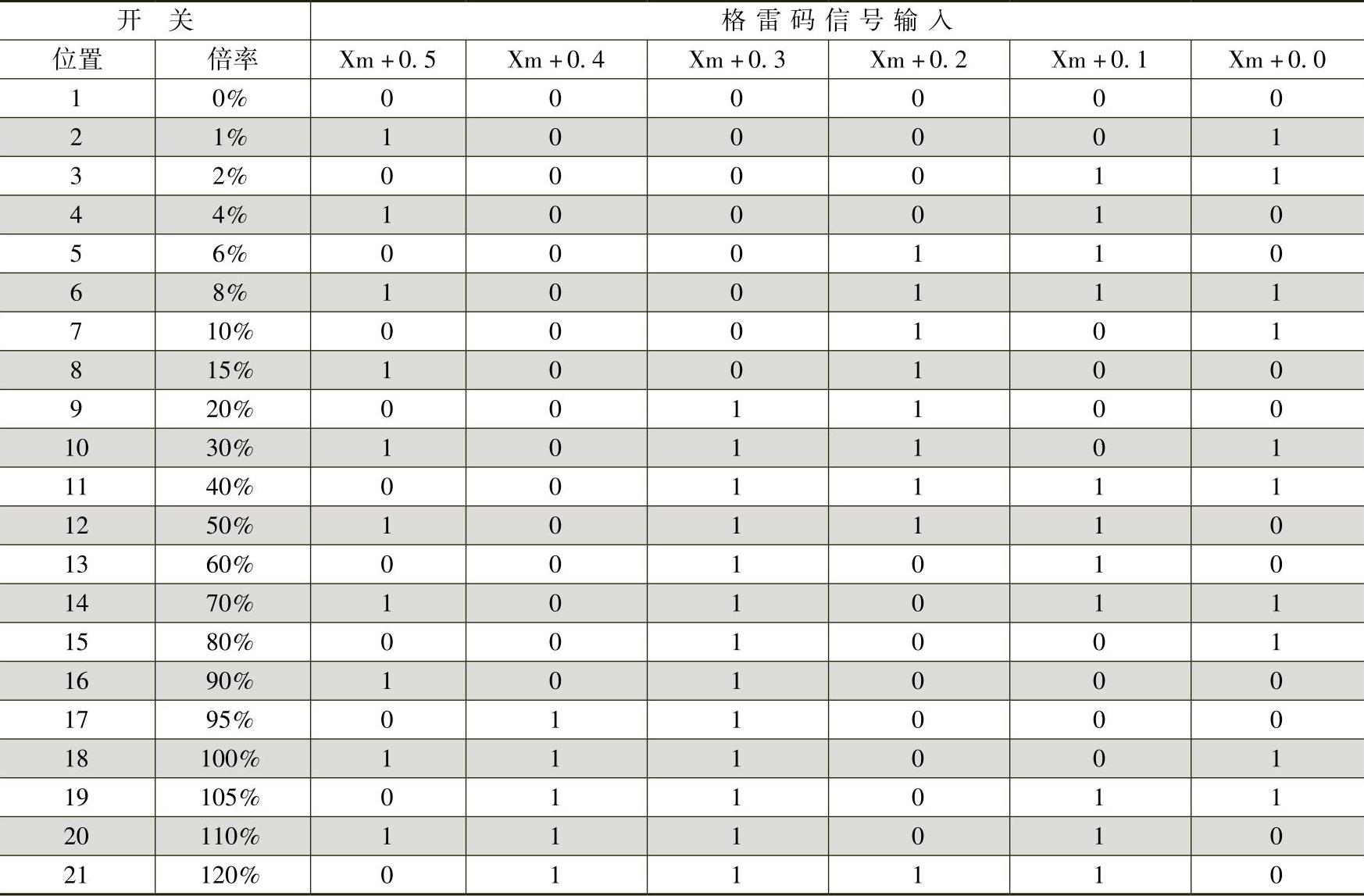
表4-2 主轴转速倍率调节开关输入地址表
3.程序设计要求
机床操作面板上的大多数按键用于CNC的运行控制,根据操作面板的结构和第3章3.2节所述的PMC-CNC接口信号要求,可将其PMC程序设计的主要内容归纳如下。
1)主面板上用于CNC操作方式选择的【AUTO】、【EDIT】等按键输入,需要转换为PMC-CNC的接口信号MD1/MD2/MD4。
2)主面板上用于增量进给倍率选择的【×1】、【×10】等按键输入和手轮盒上×1、×10等开关输入,需要转换为PMC-CNC接口信号MP1/MP2。
3)子面板上的进给倍率开关需要同时用于手动进给速度、切削进给速度、快速进给速度的倍率调节,因此,需要将开关的格雷码输入转换为PMC-CNC接口上的二进制编码手动进给速度倍率信号∗JV15~∗JV0、切削进给速度倍率信号∗FV7~∗FV0和快速进给速度倍率信号HROV7/∗HROV6~∗HROV0。
4)子面板上的主轴转速倍率调节开关为格雷码输入,需要转换为PMC-CNC接口所需要的二进制编码主轴转速倍率调节信号SOV7~SOV0。
5)主面板上的单程序段【SINGLE BLOCK】、试运行【DRY RUN】、循环启动【CYCLE START】、循环停止【CYCLE STOP】等程序运行控制按键,需要转换为PMC-CNC接口所需要的SBK、BDT、DRN、ST、∗SP等程序运行控制信号。
6)主面板上的坐标轴选择键【X】、【Y】、【Z】、【4】和运动方向键【+】、【-】等,需要转换为PMC-CNC接口所需要的+X、+Y、+Z、+4、-X、-Y、-Z、-4等坐标轴手动进给控制信号。
此外,还需要根据实际需要,选择PMC-CNC接口的部分CNC工作状态信号,如现行操作方式、手动进给轴和方向等,将其按需要转换为主面板上的指示灯信号等。以下将逐一介绍实现以上控制要求的PMC程序设计典例。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。