



1.PMC控制轴
PMC控制轴是由PMC控制的CNC基本坐标轴,它在本质上是CNC控制的坐标轴,其连接、控制、调节、显示、参数设定的方法都与其他CNC轴一样,但其操作权被移交给了PMC。根据需要,PMC可通过指令AXLCTL(SUB53)和接口信号G142~G185、F130~F151,对CNC基本坐标轴中的一个或多个轴进行控制。
需要注意的是,PMC控制轴和PMC控制的辅助轴有着本质的不同,PMC控制的辅助轴是指通过I/O-Link总线与PMC连接的、直接由PMC的I/O信号(地址X/Y)控制的机床辅助运动轴。
PMC控制轴和PMC控制的辅助轴所使用的驱动器也有本质的不同,PMC控制轴所使用的驱动器就是CNC控制的基本驱动器,它们通过FSSB总线与CNC连接;而PMC控制的辅助轴所使用的是通过I/O-Link总线与PMC连接的通用型驱动器;其运动轴的行程限位、参考点减速、手轮操作等信号与驱动器直接连接,其控制轴与CNC的控制轴数无关。PMC控制的辅助轴通过I/O-Link总线与PMC连接,故又称I/O-Link轴。有关I/O-Link轴的详细内容可参见本书作者编著的《FANUC-0iD调试与维修》一书(机械工业出版社,2013年11月)。
在FANUC系统中,PMC控制轴可通过I/O通道与CNC进行数据交换,控制通道与轴可通过CNC参数的设定匹配;如果需要,也可用一个通道的信号,同时控制多个坐标轴。PMC对CNC坐标轴的控制,可通过PMC指令AXLCTL和接口信号G142~G185、F130~F151,实现如下功能。
1)手动连续进给与手轮进给控制。
2)手动回第1、2、3、4参考点控制。
3)快速进给与切削进给控制。
4)跳步切削与进给暂停控制。
5)坐标系选择。
6)辅助功能输出。
7)恒转矩输出控制等。
但是,一般而言,PMC控制轴不能用于轮廓加工,故不能参与CNC的插补运算。
2.PMC轴控制指令
PMC的轴控制可直接利用轴控制指令AXLCTL(SUB53),一次性将全部指令信号传送到CNC上,指令的编程格式如图3-69所示。
指令的控制条件如下。
RST:复位输入。RST=1时清除全部指令,停止现有动作,同时输出ECLER信号到CNC。
ACT:轴控制启动信号。ACT=1时处理轴控制指令。在指令执行过程中,ACT应保持为1,直到处理完成(WRT=1);指令一旦执行完成,应立即取消ACT输入。如果输入RST和ACT同时为1,则RST优先于ACT。
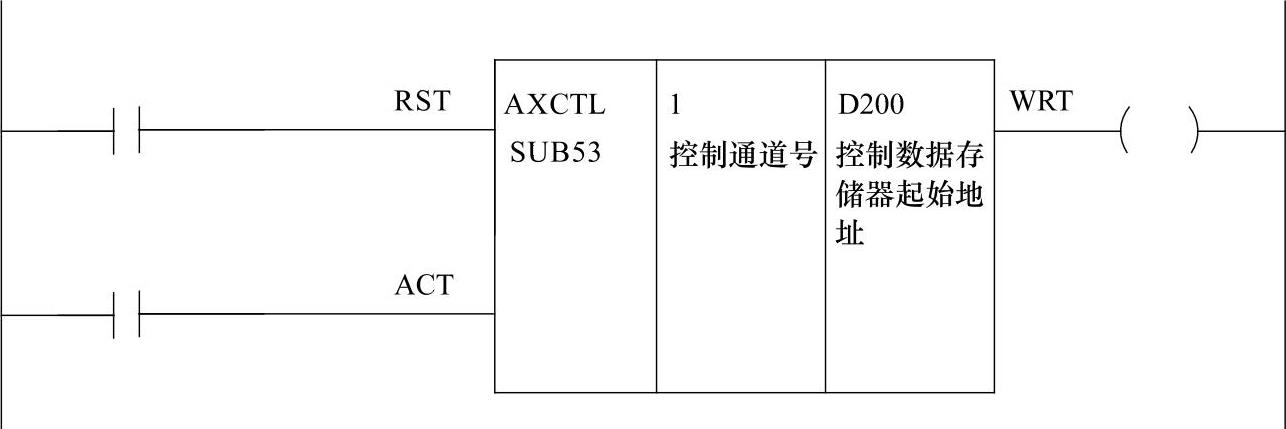
图3-69 AXLCTL指令的编程格式
指令的控制参数设定要求如下。
控制通道号:输入1、2、3、4选择PMC指令通道A、B、C、D。
指令执行完成输出:WRT=1代表指令执行已完成,这时应立即取消ACT输入。
结果寄存器:当指令出现错误(如通道错误)时,结果寄存器R9000.0=1,指令的处理过程结束。
控制数据存储器:用于存储坐标轴的控制数据,字长为8字节,输入数据与控制要求有关,数据格式如下(起始地址为CTL+0)。
CTL+0:系统保留区,输入规定为0。
CTL+1:控制命令代码,PMC发送到CNC的控制命令EC0~EC6。
CTL+2/CTL+3:指令数据1,数据根据控制命令的不同而不同。
CTL+4~CTL+7:指令数据2,数据根据控制命令的不同而不同。
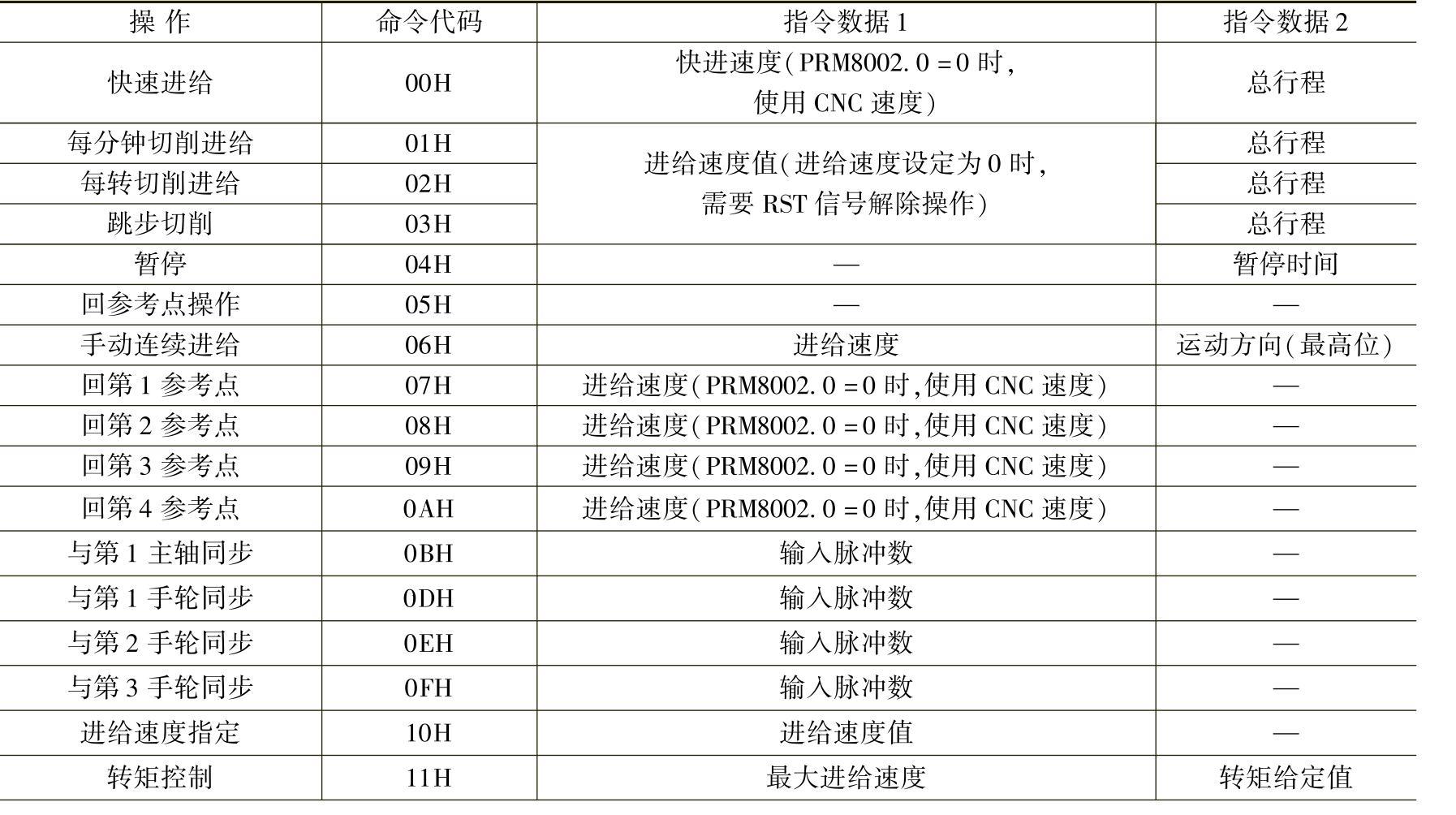
AXLCTL(SUB53)允许的命令代码与对应的指令数据要求见表3-11所示。
表3-11 AXLCTL命令代码与指令数据
(续)

3.PMC控制信号
PMC轴控制除需要编制AXCTL指令外,还需要在PMC程序中编制如下轴控制信号(信号中的x代表通道代号A、B、C、D):(https://www.xing528.com)
EFINx:辅助功能执行完成信号(G142.0、G154.0、G166.0、G178.0);
ECKZx:到位检查信号(G142.1、G154.1、G166.1、G178.1);
EMBUFx:缓冲禁止信号(G142.2、G154.2、G166.2、G178.2);
ESBKx:单段停止信号(G142.3、G154.3、G166.3、G178.3);
ESOFx:伺服关闭信号(G142.4、G154.4、G166.4、G178.4);
ESTPx:轴停止信号(G142.5、G154.5、G166.5、G178.5);
ECLRx:复位信号(G142.6、G154.6、G166.6、G178.6);
EMSBKx:单段停止禁止信号(G142.7、G154.7、G166.7、G178.7);
∗+ED1~∗+ED4:正向外部减速信号(G118.0~G118.3);
∗-ED1~∗-ED4:负向外部减速信号(G120.0~G120.3);
EAX1~EAX4:轴选择信号(G136.0~G136.4);
ROV2E、ROV1E:快速倍率(G150.1、G150.0);
OVCE:进给倍率无效(G150.5);
RTE:手动快速选择(G150.6);
DRNE:空运行(G150.7);
FV0E~FV7E:进给倍率(G151.0~G151.7);
SKIP、ESKIP:跳步信号(X4.7、X4.6)。
PMC轴的工作状态可通过CNC-PMC的接口输出到PMC,供PMC程序使用,轴工作状态输出信号如下(信号中的x代表通道代号A、B、C、D):
EINPx:轴到位信号(F130.0、F133.0、F136.0、F139.0);
ECKZx:轴到位检查中(F130.1、F133.1、F136.1、F139.1);
EIALx:报警信号(F130.2、F133.2、F136.2、F139.2);
EDENx:辅助功能执行中(F130.3、F133.3、F136.3、F139.3);
EGENx:轴运动中(F130.4、F133.4、F136.4、F139.4);
EOTPx:正向超程信号(F130.5、F133.5、F136.5、F139.5);
EOTNx:负向超程信号(F130.6、F133.6、F136.6、F139.6);
EBSYx:命令读取完成信号(F130.7、F133.7、F136.7、F139.7);
EMFx:辅助功能选通信号(F131.0、F134.0、F137.0、F140.0);
EABUFx:缓冲存储区满信号(F131.1、F134.1、F137.1、F140.1);
EMF2x:第2辅助功能选通信号(F131.2、F134.2、F137.2、F140.2);
EMF3x:第3辅助功能选通信号(F131.3、F134.3、F137.3、F140.3);
EM11x~EM48x:辅助功能输出信号(F132.0~F132.7/F142.0~F142.7、F135.0~F135.7/F145.0~F145.7、F138.0~F138.7/F148.0~F148.7、F141.0~F141.7/F151.0~F151.7);
EACNT1~EACNT4:轴选择输出信号(F182.0~.F182.3);
TRQM1~TRQM 4:轴转矩控制方式信号(F190.0~.F190.3)。
有关PMC控制轴的更多内容可参见本书作者编著的《FANUC-0iD调试与维修》一书(机械工业出版社,2013年11月)。
[1]1in=25.4mm,后同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。