



图4.4-31所示为剪板机工作示意图。
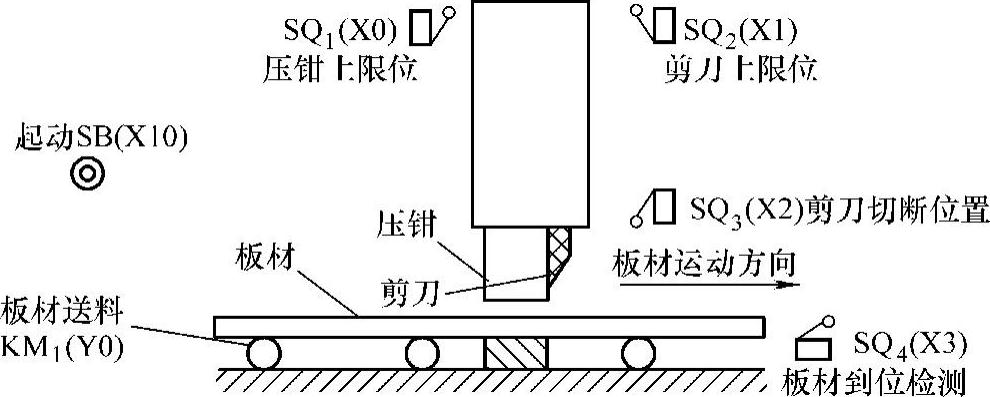
图4.4-31 剪板机工作示意图
(1)控制要求
剪板机的控制,主要是完成对压钳和剪刀的动作控制。板材运动到位后,压钳向下运动压紧板材,当压力到达设置值时,压力继电器动作,使剪刀向下运动进行剪切,当剪刀到达剪断位后,压钳和剪刀同时退回到原始位,这一循环结束。
开始时压钳和剪刀在上限位置,限位开关SQ1(X0)和SQ2(X1)为ON。按下起动按钮SB(X10),首先板料右行(KM1(Y0)为ON)至限位开关SQ4(X3)动作,然后压钳下行(KM2(Y1)为ON并保持),压紧板料后,压力继电器KP(X4)为ON,压钳保持压紧,剪刀开始下行(KM2(Y1)为ON)。剪断板料后,SQ3(X2)变为ON,压钳和剪刀同时上行(Y3和Y4为ON,Y1和Y2为OFF),它们分别碰到限位开关X0和X1后,分别停止上行。都停止后,又开始下一周期的工作,剪完10块料后停止工作并停在初始状态。
对于一定长度的板材,要求裁剪的件数为10件。
(2)PLC的I/O配置和PLC的I/O接线
对于压钳的升降控制,在原始位置设置一个检测点,对压住板材后的检测则采用压力继电器实现。也就是说当压钳在原始位置时给出动作信号,则压钳向下运动直到压力继电器动作,此时等待剪刀工作,完成后退回到原始位置。
对于剪刀的控制,设置原始位置检测,并使用一个限位开关作为板材被剪断的位置检测。剪刀在压钳运动到位后,开始向下运动进行剪断工作,到达剪断位置后,剪刀与压钳同时退回到原始位置。
考虑到一张板材的剪断数量为10件,需要设置一个数目来使剪板机自动完成对整张板材的自动裁剪,这样就可以使用自动送料设备配合完成连续的剪切过程。
PLC的I/O配置见表4.4-10,PLC的I/O接线如图4.4-32所示。
表4.4-10 PLC的I/O配置

(续)

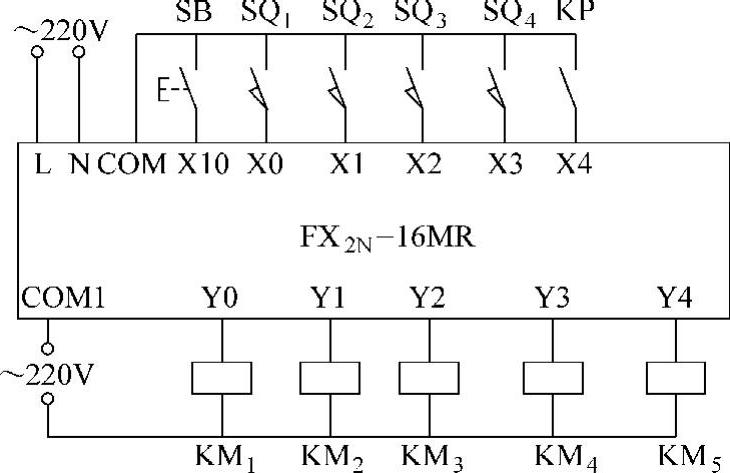
图4.4-32 PLC的I/O接线
(3)设计顺序功能图
1)划分工作阶段。首先确定初始步,一个顺序控制过程都有一个初始步,初始步标志顺序控制过程的开始。剪板机由一个初始位置,即处于原位,压钳和剪刀都处于上限位置SQ1、SQ2。因此剪板机处于初始位置时的状态作为初始步。
其次确定工作步,由剪板机的工作过程可知,剪板机的一个工作循环包括5个阶段,即板料右行、压钳下行、剪刀下行、压钳和剪刀同时上行,可将这5个阶段作为工作步,另外由于时并行序列还需配置两个等待步。
因此剪板机的顺序控制过程有一个初始步、5个工作步、两个等待步。
2)确定转移和转移条件(见表4.4-11)。
表4.4-11 剪板机的工作阶段、状态继电器、负载、转移条件和转移目标
 (https://www.xing528.com)
(https://www.xing528.com)
(续)

3)设计顺序功能图
根据表4.4-11可设计出如图4.4-33所示的顺序功能图。图中有选择序列、并行序列的分支与合并,步S0是初始步,加计数器C0用来控制剪料的次数,每次工作循环中C0的当前值加1。没有剪完10块料时,C0的当前值小于设定值10,其动断触点闭合,转换条件##C0满足,将返回步S20,重新开始下一周期的工作,因此步S20是选择序列合并步。剪完10块料后,C0的当前值等于设定值10,其◎C0闭合,转换条件◎C0满足,将返回初始步S0,等待下一次起动命令,因此步S0也是选择序列合并步。
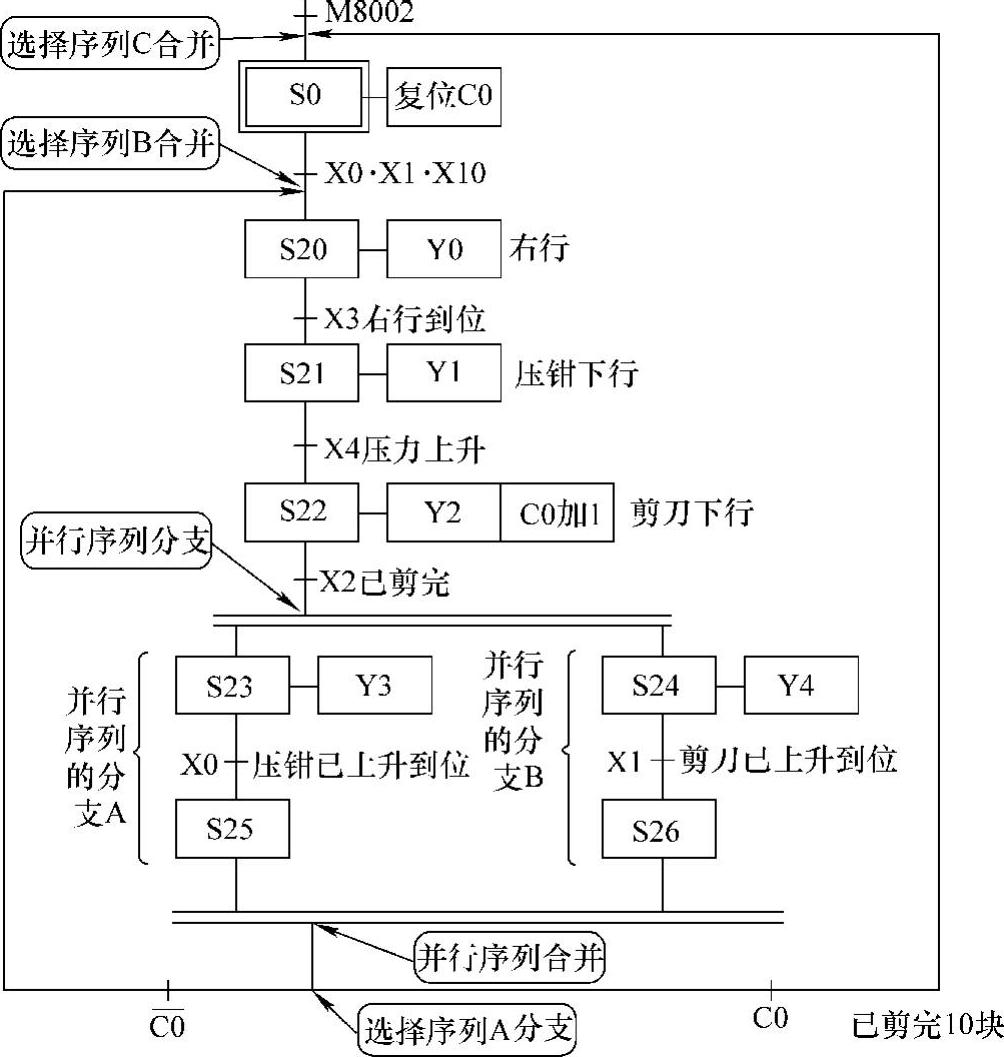
图4.4-33 剪板机的顺序功能图
步S22是并行序列分支步,步S23、S25与步S24、S26是并行分支结构的两个分支。步S25、S26是等待步,它们用来同时结束两个并行序列。只要步S25、S26都是活动步,就会发生步S25、S26到并行序列合并步S0或S20的转换。步S25、S26同时变为不活动步,而步S0或S20变为活动步。根据转移条件◎C0、#C0进行选择序列分支,进入步S0或S20。
(4)设计梯形图(见图4.4-34)
根据顺序功能图设计梯形图。
1)初始步S0的编程。初始步S0是选择序列C的合并步,初始脉冲继电器M8002用于初始起动,程序进入步S0。
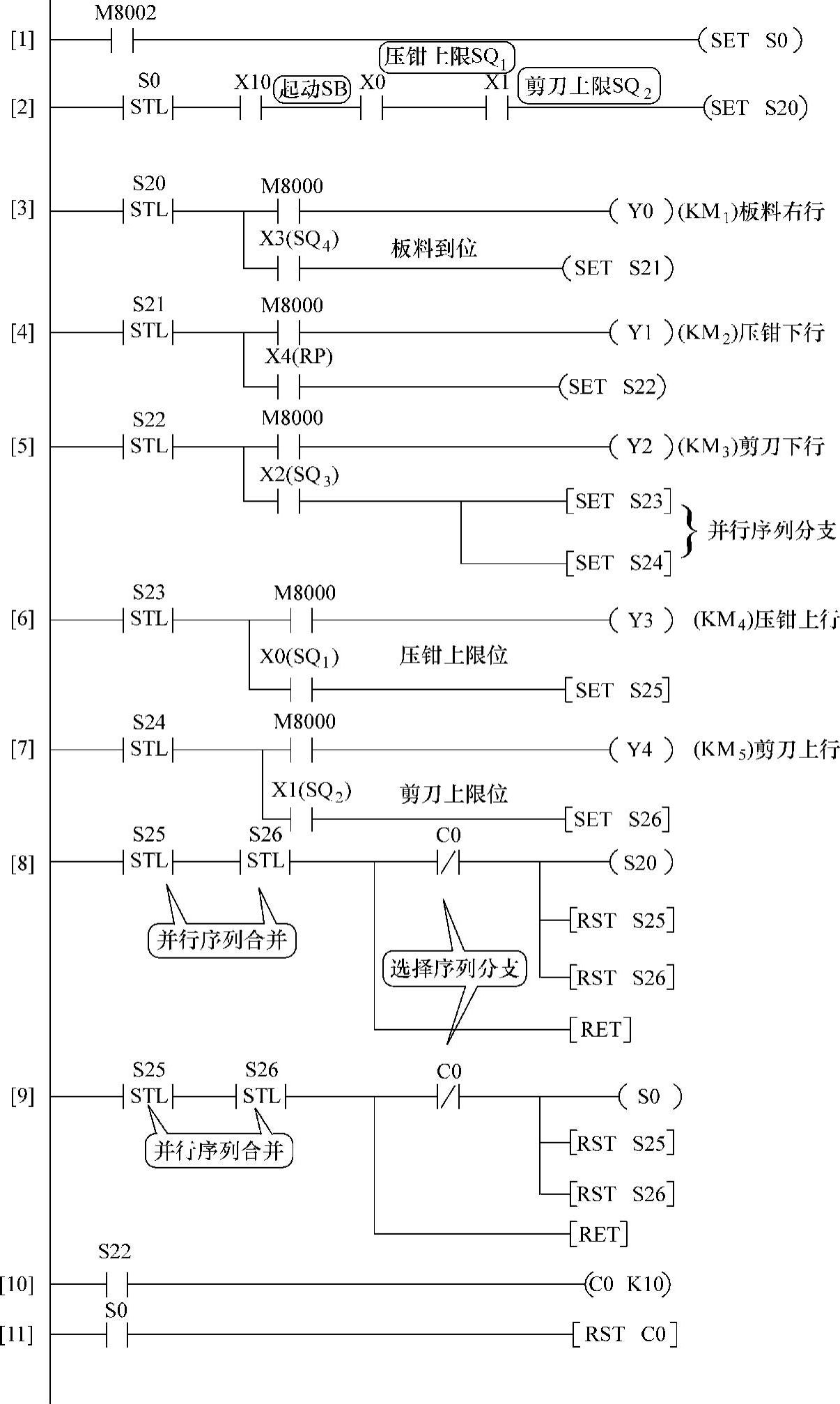
图4.3-34 梯形图
2)步S20的编程。步S20是选择序列的合并步,是S0和S25或S26的合并步。步S0进入步S20的转移条件是◎X0·◎X1·◎X10;S25或S26进入步S20的转移条件是(◎C0、#C0),控制未剪完10块料后剪板机返回到初始工作步继续工作。
3)并行序列分支步S22的编程。由步S22进入步S23和步S24的转移条件是◎X2。
4)并行序列合并步的编程。步S25和S26是等待步,它们用来同时结束两个并行序列。只要步S25和S26都是活动步,就会发生步S25、S26到步S0或S20的转换,步S25和S26同时变为不活动步,而步S0或S20变为活动步。
步S25与步S26之后有一个并行序列的合并,当转换条件C0所有的前级步(即步S25和S26)都是活动步:
C0的触点◎C0为ON时,将会发生从S25、S26到步S0的转换,所以将S25、S26和C0的动合触点串联,来控制S0的置位和S25、S26的复位,使步S0变为活动步,步S25和步S26变为不活动步。
C0的触点#C0为ON时,将会发生从S25、S26到步S20的转换,所以将S25、S26和C0的动断触点串联,来控制S20的置位和S25、S26的复位,使步S20变为活动步,步S25和步S26变为不活动步。
5)加计数器C0用来控制剪料的次数,每经过一次工作循环C0的当前值加1。没有剪完10块料时,C0的当前值小于设定值10,其动断触点闭合,转换条件#C0满足,将返回步S20,重新开始下一周期的工作。剪完10块料后,C0的当前值等于设定值10,其触点◎C0闭合,转换条件◎C0满足,将返回初始步S0,等待下一次起动命令。
步S0是初始步,可用来复位C0。对C0加1的操作可以在工作循环中的任意一步进行,对C0的复位必须在工作循环之外的某一步进行。
(5)电路工作过程



免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。