



(1)控制要求
图4.3-11为某剪板机工作示意图。
开始时压钳和剪刀在上限位置,限位开关SQ1(X0)和SQ2(X1)为ON。按下起动按钮SB(X10),首先板材右行,KM0(Y0)为ON,右行至限位开关SQ4(X3)动作,然后压钳下行,KM1(Y1)为ON并保持,压紧板料后,压力继电器KP(X4)为ON,压钳保持压紧,剪刀开始下行,KM2(Y2)为ON。剪断板料后,SQ3(X2)变为ON,压钳和剪刀同时上行,KM3(Y3)和KM4(Y4)为ON、KM1(Y1)和KM2(Y2)为OFF,它们分别碰到限位开关SQ1(X0)和SQ2(X1)后,分别停止上行。都停止后,又开始下一周期的工作,剪完10块料后停止工作并停在初始状态。
(2)PLC的I/O配置及PLC的I/O接线
PLC的I/O配置如表4.3-3所示、PLC的I/O接线如图4.3-12所示。

图4.3-11 剪板机示意图
表4.3-3 PLC的I/O配置


图4.3-12 PLC的I/O接线
(3)设计顺序功能图
根据控制要求,系统的一个工作周期分为一个等待起动的初始步,右行、压钳下行、剪刀下行、压钳和剪刀同时上升、压钳和剪刀上升到位等待,共8个工作步,分别用M0~M7来代表这8步。又根据控制要求,可找出各工作步的功能、驱动负载、转移条件和转移目标,如表4.3-4所示。
表4.3-4 各步的功能、代表的继电器、驱动负载、转移条件和转移目标
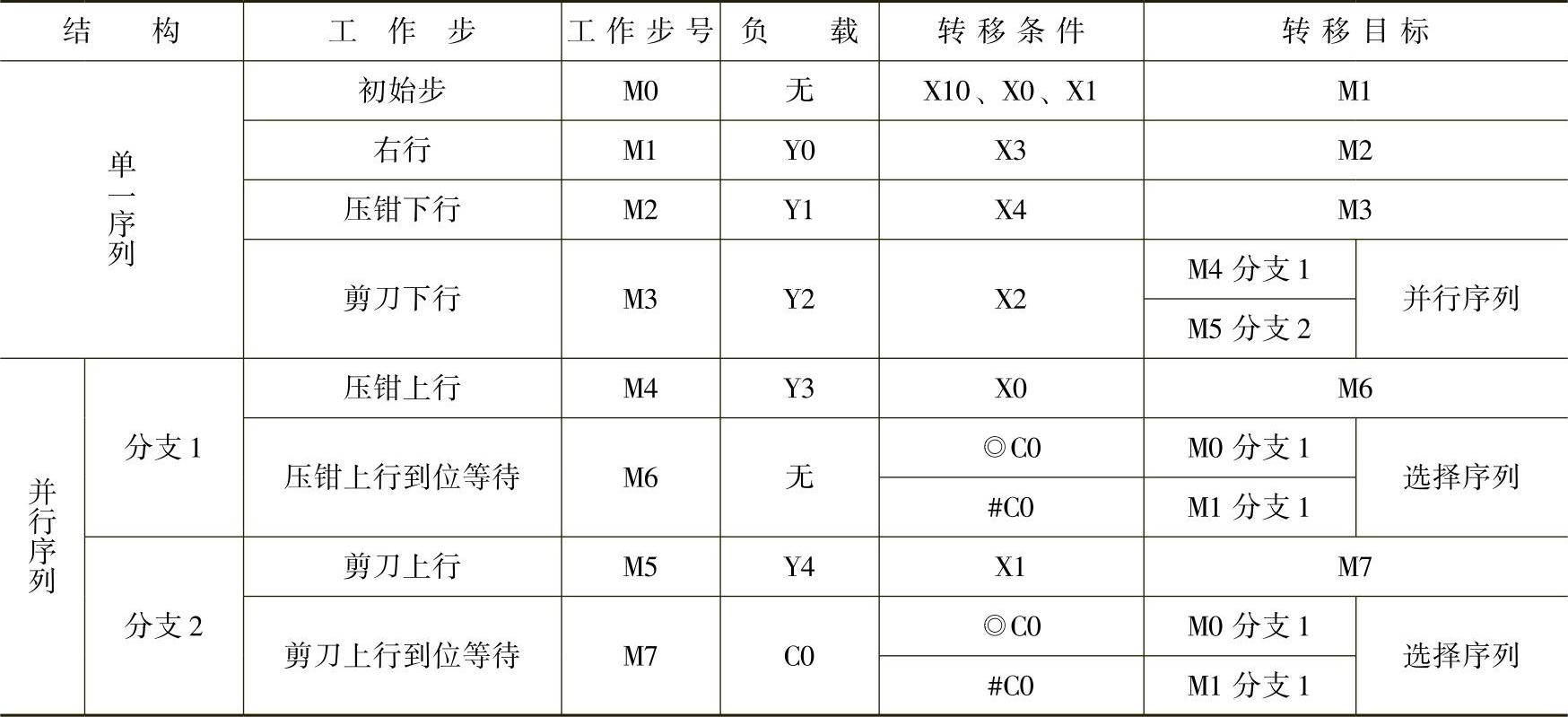
根据表4.3-4可设计顺序功能图。顺序功能图中有选择序列、并行序列的分支与合并。M0是初始步。加计数器C0用来控制剪料的次数,每次工作循环中C0的当前值加1。没有剪完10块料时,C0的当前值小于设定值10,其触点#C0闭合,转换条件#C0满足,将返回步M1,重新开始下一周期的工作;剪完10块料后,C0的当前值等于设定值10,其触点◎C0闭合,转换条件◎C0满足,将返回初始步M0等待下一次起动命令。
步M6、M7是等待步,它们用来同时结束两个并行序列。只要步M6、M7都是活动步,就会发生步M6、M7到步M0或M1的转换,步M6、M7同时变为不活动步,而步M0或M1变为活动步。(https://www.xing528.com)
综上所述,可设计出如图4.3-13所示顺序功能图。

图4.3-13 顺序功能图
(4)根据顺序功能图来设计梯形图
1)并行序列的分支和合并,选择序列的分支。
由顺序功能图可看出,在步M3后,有一个并行序列的分支,其分支的首步分别为步M4、步M5。在相应的梯形图中,根据并行序列的分支的编程原则,在步M4、步M5中,由于其前级步和转换条件相同,用触点◎M3和◎X2组成的串联电路对两个后续步M4和M5同时置位,且对前级步M3复位,因此步M3是并行序列的分支步。
由顺序功能图可看出,在并行序列合并处的水平双线之下有一个选择序列的分支,由#C0、◎C0确定进入选择序列的哪一分支。值得注意的是,在这里选择序列的各分支也就是并行序列的合并步。在相应的梯形图中,计数器C0计数达到设定的块数时,C0的触点◎C0闭合,将返回初始步M0,因此应将该转换之前的两个前级步M6和M7的触点◎M6、◎M7和C0的触点◎C0串联,作为对后续步M0置位和对前级步M6和M7复位的条件。计数器C0计数没有达到设定的块数时,C0的触点#C0闭合,将返回步M1,因此将该转换之前的两个前级步M6和M7的触点◎M6、◎M7和C0触点的#C0串联,作为对后续步M1置位和对前级步M6和M7复位的条件。
2)选择序列合并。
由顺序功能图可看出,步M0、步M1是选择序列分支的合并步。
在相应的梯形图中,步M6和M7合并后,进入步M0或M1。进入步M0,与◎M8002组成选择序列的合并;进入步M1,与由M0进入步M1合并,也组成选择序列的合并。
3)综上所述,可设计出如图4.3-14所示的梯形图。

图4.3-14 梯形图
(5)电路工作过程


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。