



【摘要】:编程元件配置及PLC的I/O接线同。设计顺序功能图同。步M1~M5这5步均有输出继电器得电,为了避免双线圈输出,因此用辅助继电器M1~M5的动合触点组成的并联电路驱动Y0。停止运行,与此同时机械手左行,碰到左限位开关SQ1后,机械手松开,延时4s后系统返回到初始状态。图4.3-6 冲床运行控制的梯形图
(1)控制要求
同【例4.2-2】。
(2)编程元件配置及PLC的I/O接线
同【例4.2-2】。
(3)设计顺序功能图
同【例4.2-2】。
(4)设计梯形图
根据开控制要求,将图4.2-9所示的顺序功能图转化为梯形图。(https://www.xing528.com)
以步M1为例,来说明将顺序功能图转化为梯形图。在图4.2-9所示的顺序功能图中,步M1的前级步为步M0,转换条件为X0、X1、X3,因此应M0的动合触点◎M0和转换条件为X0、X1、X3的触点◎X0、◎X1、◎X3组成的电路◎M0·◎X0·◎X1·◎X3作为M1的置位条件和M0的复位条件,当◎M0·◎X0·◎X1·◎X3都闭合时,M1被置位,同时M0被复位。
在图4.2-9中。步M1~M5这5步均有输出继电器得电,为了避免双线圈输出,因此用辅助继电器M1~M5的动合触点组成的并联电路驱动Y0。
综上所述,可得图4.3-6所示梯形图。
(5)电路工作过程
初始状态机械手在最左边,左限位开关SQ1被压合;机械手处于放松状态;冲头在最上面,限位开关SQ2被压合。当按下起动按钮SB,机械手夹紧工件并保持,3s后,机械手右行,碰到右限位开关SQ3后,机械手停止运行,与此同时冲头下行;当冲头碰到下限位开关SQ4后冲头上行;当冲头上行碰到上限位开关SQ2后。停止运行,与此同时机械手左行,碰到左限位开关SQ1后,机械手松开,延时4s后系统返回到初始状态。
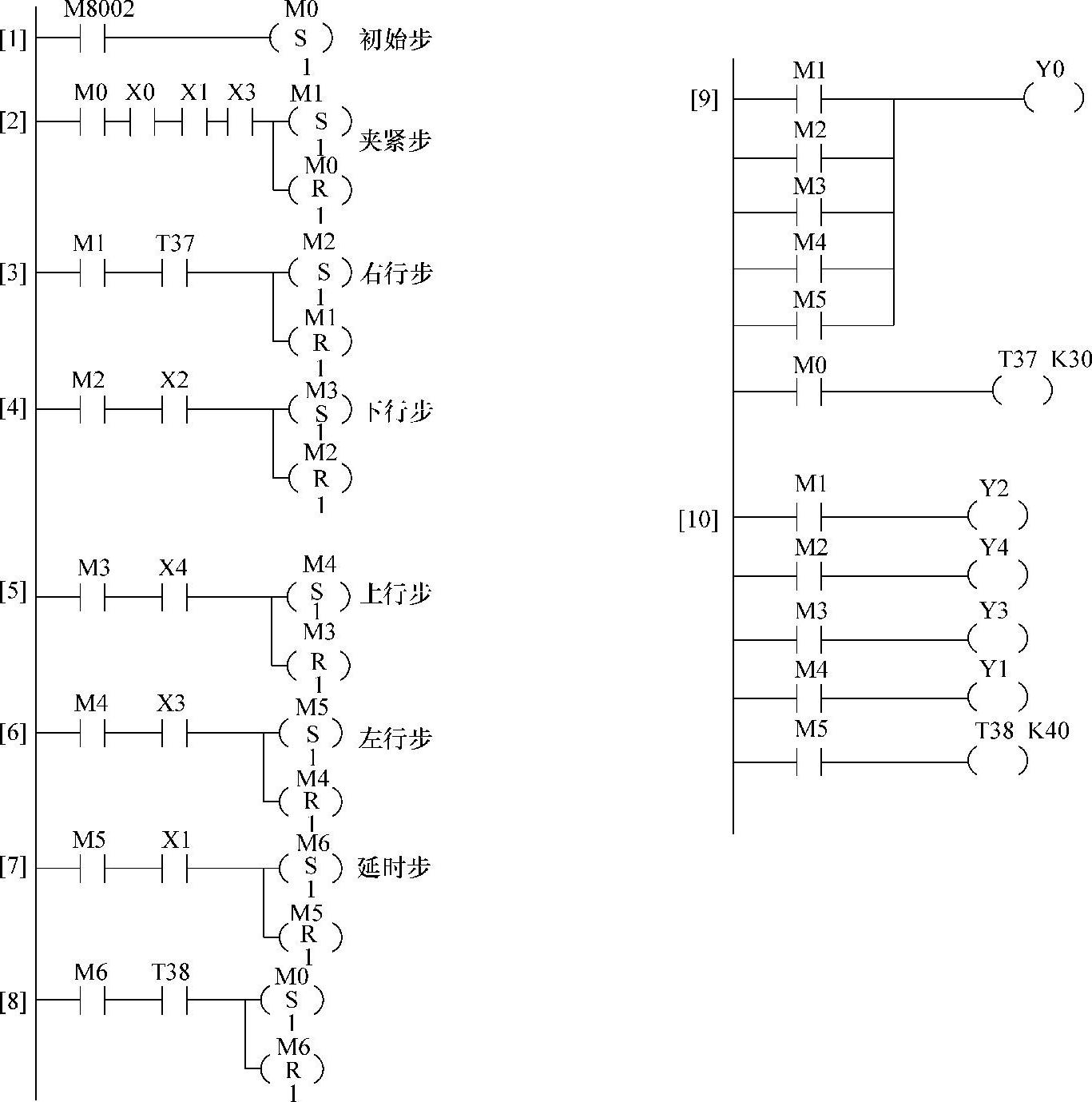
图4.3-6 冲床运行控制的梯形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。