



1.控制要求
图2.2-11a所示为小车运行示意图。送料小车起动运行后,首先左行,在到位限位开关SQ2处,停下来装料,30s后装料结束,小车开始右行;小车右行至到位限位开关SQ1处,停下来卸料,1min后卸料结束,再左行;左行至到位限位开关SQ2处再装料。这样不停地循环工作,直至按下停止按钮。
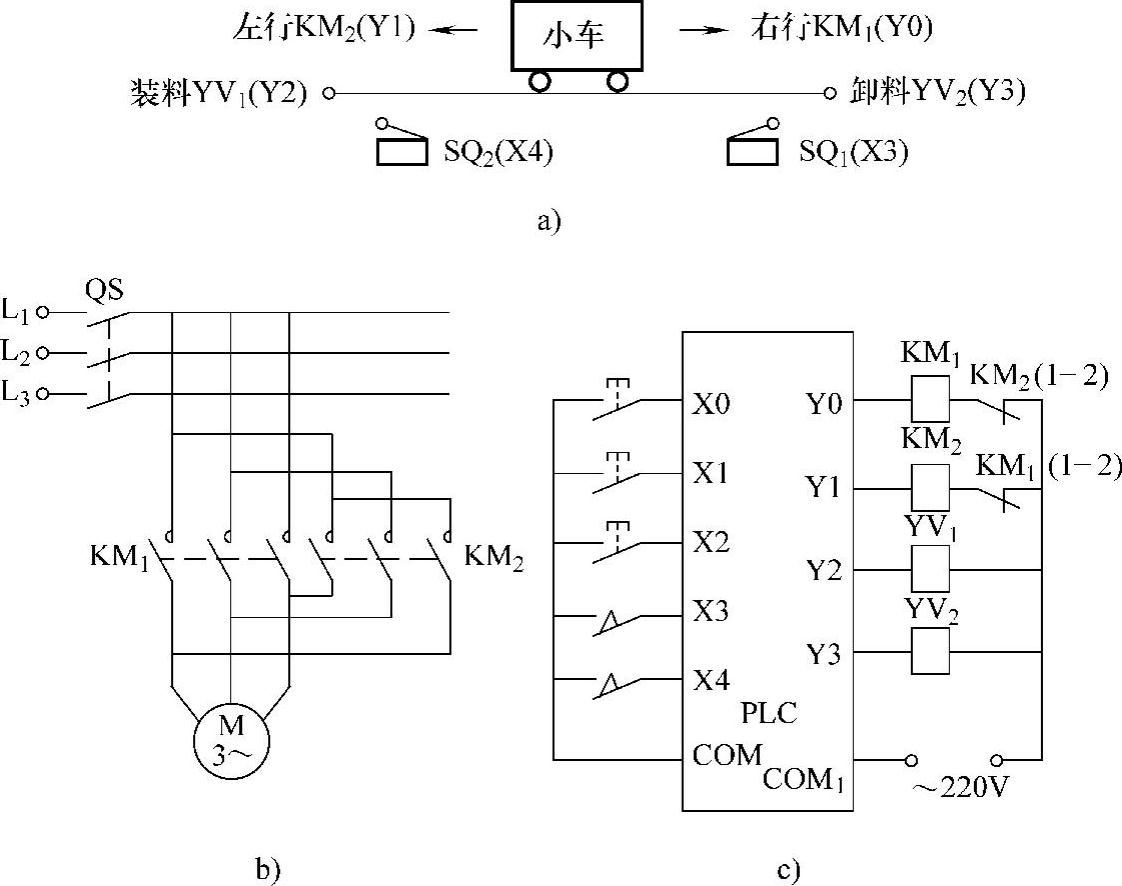
图2.2-11 运料小车自动往返的PLC控制电路
a)运行示意图 b)主电路 c)PLC的I/O接线
2.编程元件配置及PLC控制电路
1)PLC的I/O配置:
输入信号:右行起动按钮SB1—X0;左行起动按钮SB2-X1;停止按钮SB3-X2;
右限位开关SQ1-X3;左限位开关SQ1-X4。
输出信号:右行接触器KM1-Y0;左行接触器KM2-Y1;
卸料电磁阀YV1-Y2;装料电磁阀YV2-Y3。
2)控制装料和卸料时间的定时器T37、T38。
3)根据PLC的I/O配置,可得PLC控制电路,如图2.2-11b、c所示。(https://www.xing528.com)
3.设计梯形图
根据控制要求,小车的主要运动是通过电动机的正反转运行控制实现的,在正反转控制的基础上,再加入停车、装料及装料计时等自动循环即可设计出梯形图。
1)为了使小车能够自动起动,将控制装料、卸料计时的计时器T37和T38的延时闭合的动合触点分别与手动起动的右行和左行按钮SB1、SB2控制的右行、左行输入继电器Y0、Y1的动合触点相并联。
2)为了使小车能够自动停止,将停止按钮SB3控制的输入继电器X2的动断触点分别串入Y0和Y1的线圈回路。
3)为了自动卸料,在小车右行或左行结束时,用两个到位限位开关SQ1、SQ2控制X3、X4的动合触点分别控制装料、卸料电磁阀及其定时器。
综上所述,可设计出图2.2-12所示梯形图。
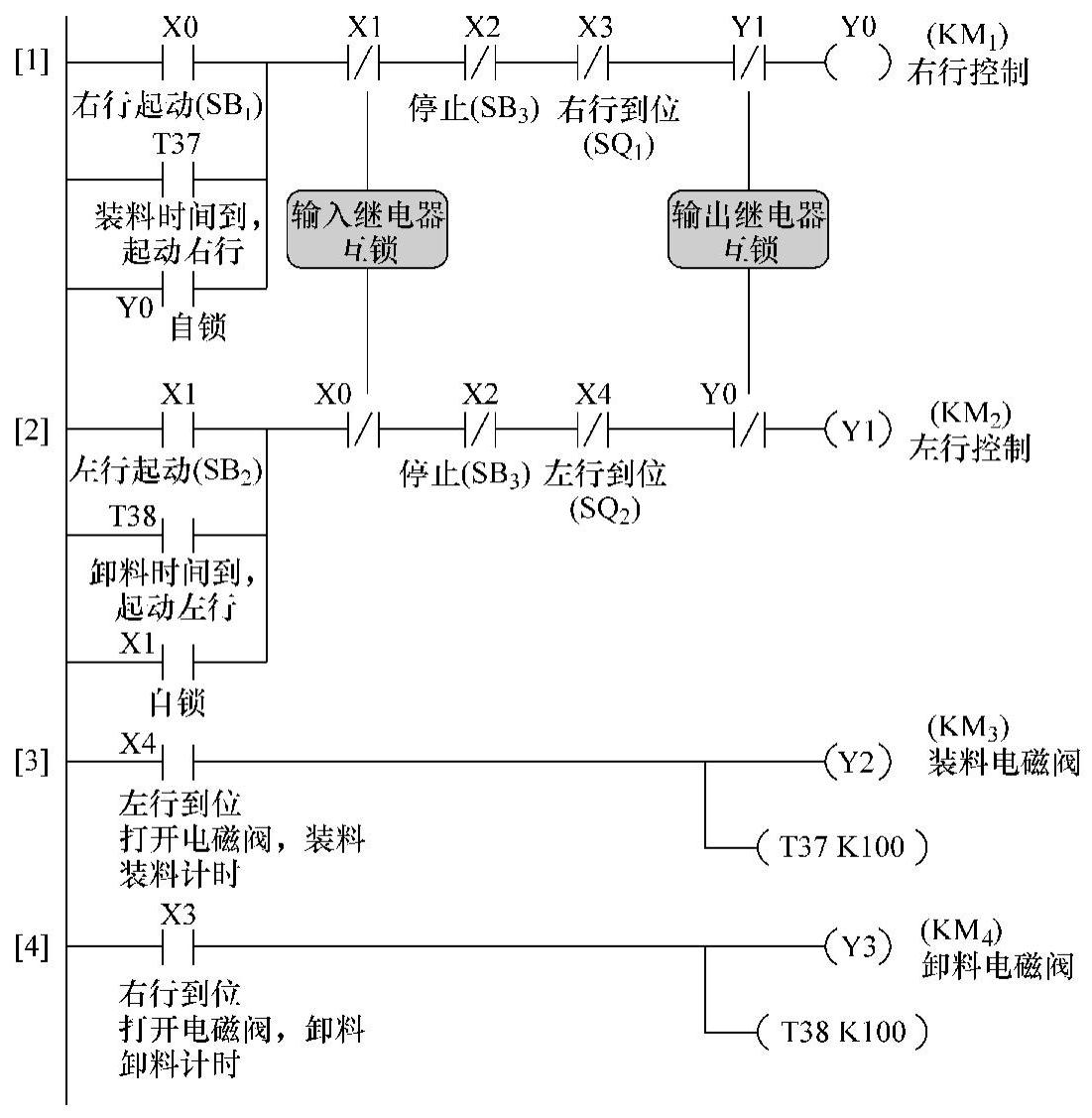
图2.2-12 梯形图
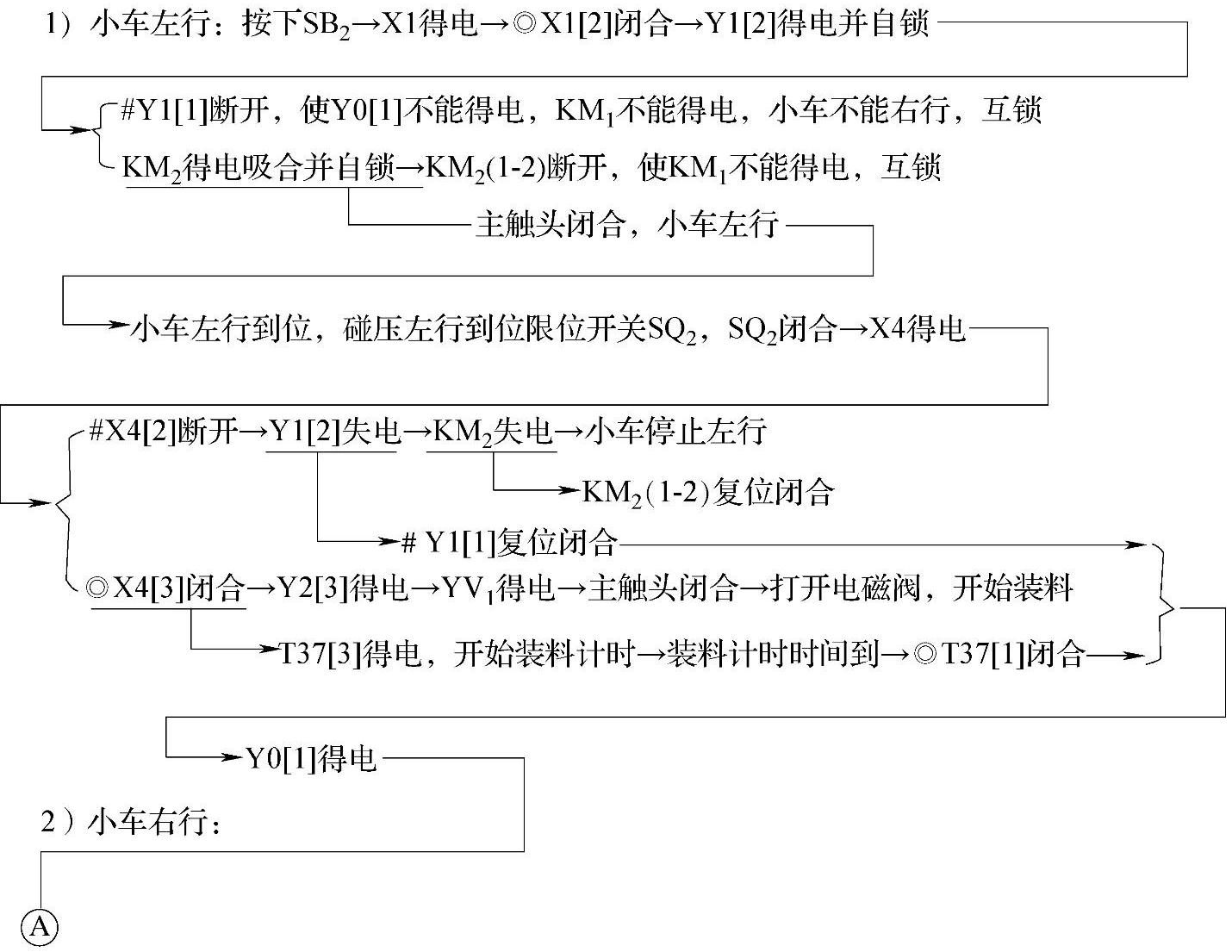
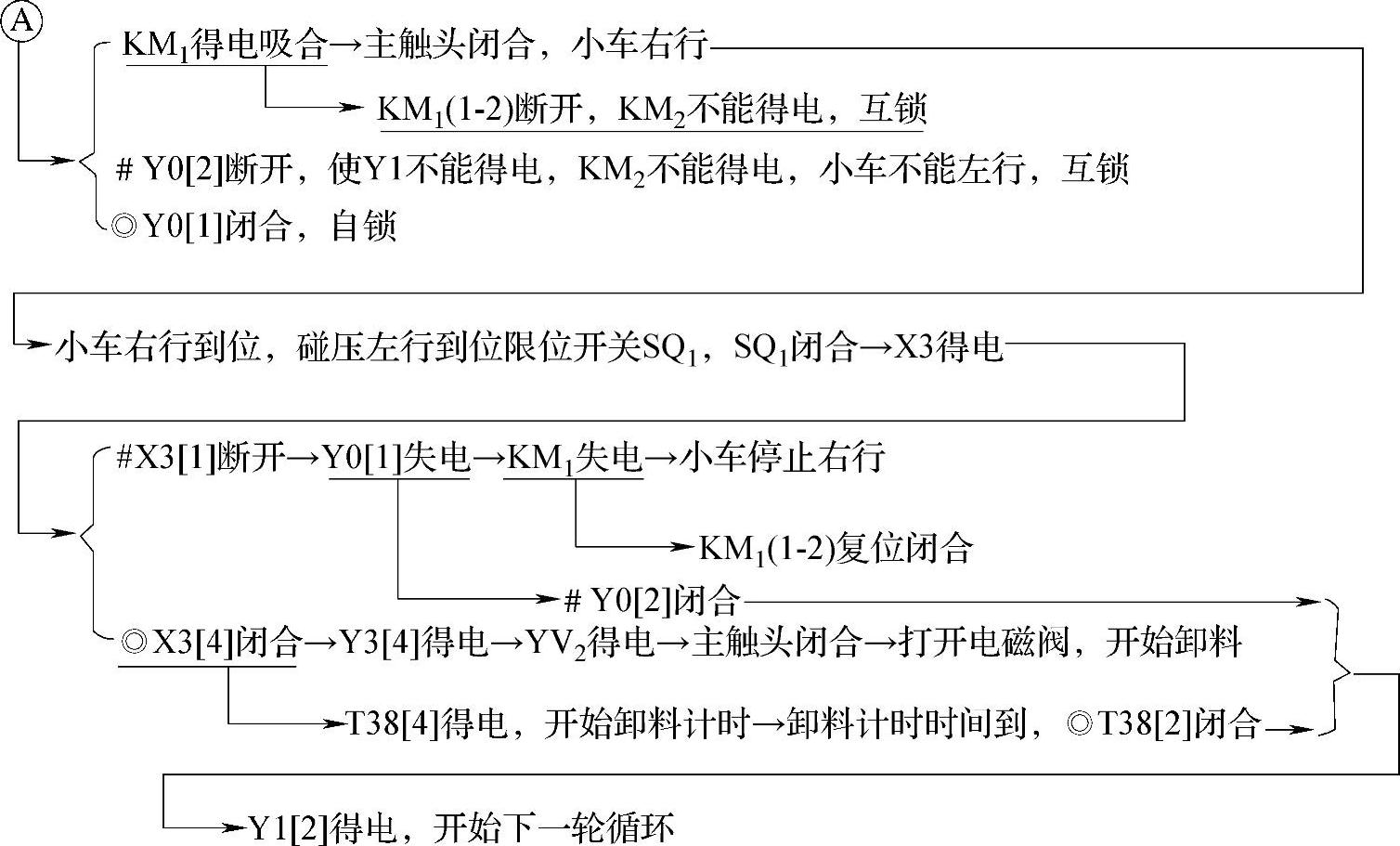
4.电路工作过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。