



【摘要】:选择注射机用成型制品模具时,要注意模具结构尺寸的各部位要与注射机的规格型号相匹配。但是,注射机的注射量与制品质量的比值也不能过大。选择设计模具时,注意模具的外形厚度尺寸应在注射机规定的模具最大厚度尺寸和最小厚度尺寸之间。因为模具多数是组装后用起重设备吊装,所以,应注意模具组装后的最大外形尺寸不能超出拉杆间距离尺寸,否则将无法在此注射机上安装应用。
选择注射机用成型制品模具时,要注意模具结构尺寸的各部位要与注射机的规格型号相匹配。具体条件要求如下。
(1)注射量与成型制品质量 注射机的一次最大注射量,一定要大于该模具成型塑料制品的质量。这个质量包括一次成型几个制件的质量和浇道内料柱的质量。如果注射量小于制品的质量和,生产的塑料制品就会由于熔融料量不足、注射压力达不到要求,从而使制品外形尺寸误差大、内部组织疏松、表面不光滑,造成制品质量不合格。但是,注射机的注射量与制品质量的比值也不能过大。多余的注射料在注射机的预塑机筒中停留时间过长,会分解变黄,利用率降低,增加功率消耗,相应的制品的制造成本也提高。一般经验数据是:成型制品的质量是注射机最大注射量的3/4左右较好。
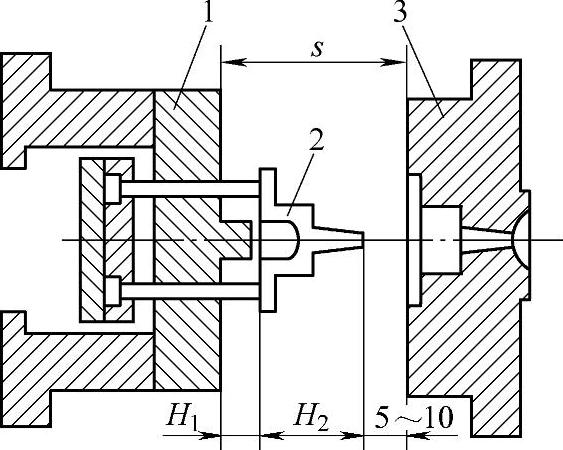
(2)注射部分合模板的行程与模具外形厚度尺寸 合模板的行程与模具的外形厚度尺寸关系,在第1.6.2节合模部分的主要参数中已经介绍。需强调的是:合模板的行程必须大于或等于制品的高度与脱模距离之和再加上5~10mm,即s≥H1+H2+(5~10)mm,见图5-4。
选择设计模具时,注意模具的外形厚度尺寸应在注射机规定的模具最大厚度尺寸和最小厚度尺寸之间。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-4 模板行程与制品高度的选择尺寸
1—动模板 2—制件 3—定模板
(3)拉杆间距与模具外形尺寸 在合模部分中,4根圆柱形拉杆固定两块定模板。注塑用模具又分静模和动模,分别固定在定模板和动模板上。因为模具多数是组装后用起重设备吊装,所以,应注意模具组装后的最大外形尺寸不能超出拉杆间距离尺寸,否则将无法在此注射机上安装应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。