



注射机上的滚动轴承主要是两种类型:一种是承受螺杆轴向力的推力轴承;另一种是支撑传动轴转动,以承受径向力为主的深沟滚子轴承(GB/T 276—1994)。大型注射机用推力轴承多用圆锥滚子轴承(GB/T 297—1994),中小型注射机的推力轴承也可用推力向心球轴承。
(1)滚动轴承的磨损
① 滚动轴承的正常情况磨损,是由于制造轴承的合金钢在挤压条件下长期工作,金属表面产生疲劳性微小裂纹。这裂纹一点点扩张后,形成一片小铁屑脱落,使光滑的轴承工作面遭到破坏;这个铁屑脱落点再一点点增加,使轴承的转动噪声逐渐加大,最后到不能工作为止。
② 滚动轴承的安装方法不正确,没有轴向间隙及轴与轴承中心线交叉等,使轴承不能正常工作而加快磨损。
③ 轴承工作时润滑不好,有时会造成滚珠与轴套间的干摩擦,缩短了轴承的工作寿命。
④ 润滑油中混入了铁屑之类的不洁物,随润滑油落入轴承套内。这些铁粉末像金刚砂一样,加剧了轴承的磨损。
⑤ 滚动轴承的突然破坏。产生的原因一个是机筒内落入了金属异物;再一点是原料在机筒内没有塑化好,增加螺杆转动推动物料前进的阻力,螺杆强制工作产生巨大轴向力,超出了推力轴承负载能力极限而破坏。这属于非正常损坏。
(2)滚动轴承的更换原则
① 轴承内、外套滑道有严重划伤痕和裂纹。
② 轴承内的滚珠支架损坏。
③ 转动轴承工作时有较大的噪声。
(3)轴承的拆卸与安装
① 轴承的拆卸。卸轴承时用专用工具,用三爪顶拨器拆卸轴承,见图4-8a~c;若用压力机拆卸轴承,则见图4-9a、b。
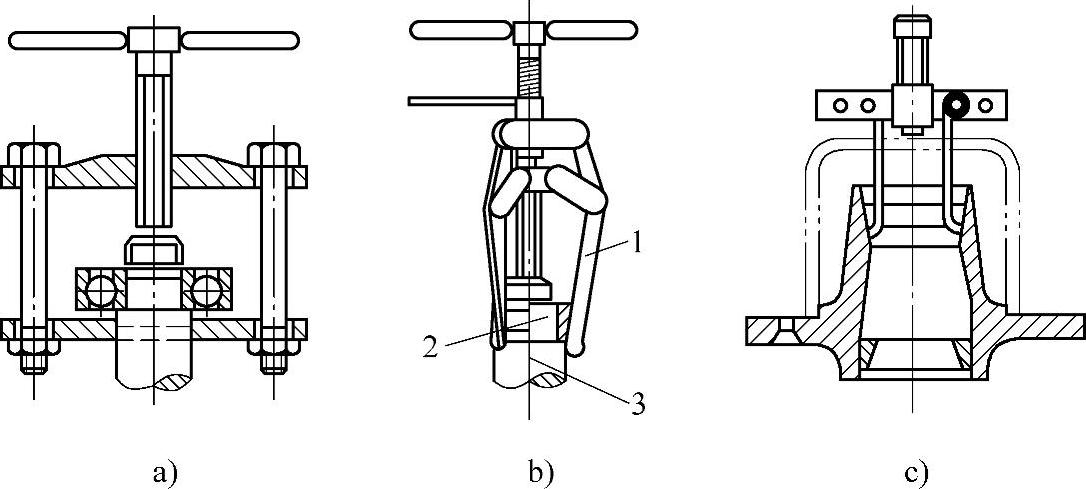
图4-8 用三爪顶拨器拆卸轴承
a)二爪 b)三爪 c)二爪拉杆
1—三爪顶拨器 2—轴承 3—轴
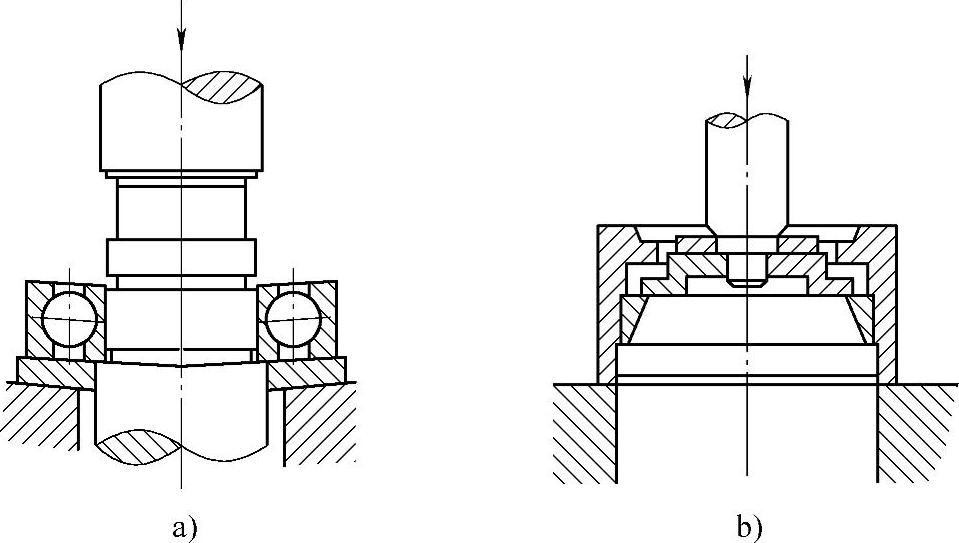
图4-9 用压力机拆卸轴承
a)从轴上拆卸 b)分离轴承拆卸
轴承在拆卸时,应注意拆卸工具的着力点要均匀分布,拉力作用在轴承内套上。而且,各点的拉力也要均匀,避免轴承套倾斜移动,破坏与轴配合的表面。
② 轴承装配前的准备。轴承在装配前要清洗干净,一般用汽油或煤油清洗。然后测量轴与轴承内孔的实际尺寸。滚珠轴承与轴常用配合H7/k6、H7/Js6和H7/m6。
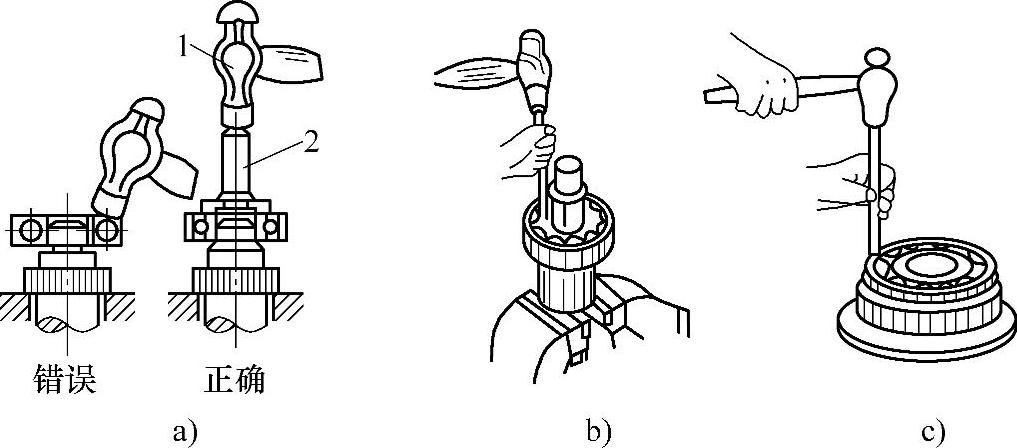
③ 轴承的装配。轴承装配前,配合轴面涂一薄层润滑油。按测量的实际配合过盈量来决定轴承的装配方法。过盈量较小时,按图4-10a~c的方式,用手锤打入装配,但要注意着力点的选择。也可按图4-11的方式,用套管顶住轴承内套打入装配,见图4-11a。如果轴承外套与轴承座配合过盈偏大些,用图4-11b形式,套管顶住轴承外套击打装配。图4-11c形式是轴承内孔和外套过盈量都偏大些的装配方法。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-10 打击轴承装配着力点选择
a)装配形式一 b)装配形式二 c)装配形式三
1—手锤 2—芯棒
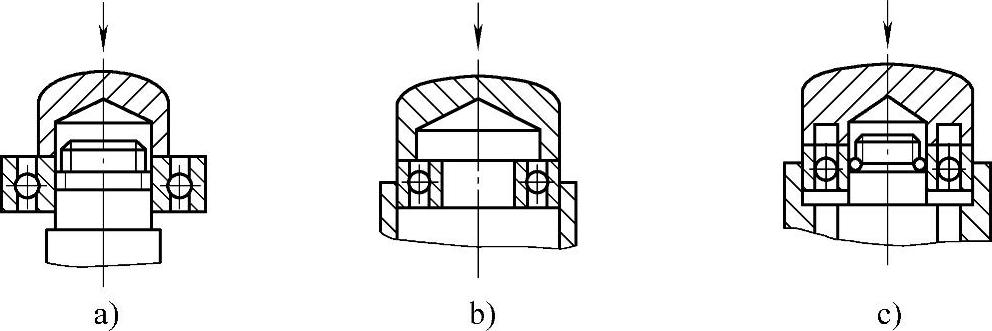
图4-11 套管装配轴承着力点选择
a)套管顶住轴承内套 b)套管顶住轴承外套 c)套管同时顶住内套和外套
如果轴承孔与轴的过盈量较大时(轴承规格比较大),要用压入法装配,见图4-12。把轴承垫平,着力点应是轴承内套,用压力机把轴压入。也可用轴承加热法装配,把轴承放在油箱内架上,加温80~100℃后再与轴装配。图4-13a、b是轴承用油加热方法示意图。
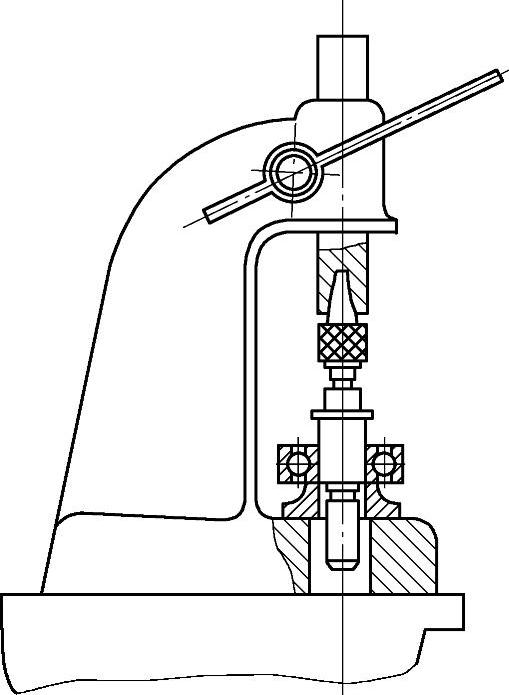
图4-12 用压力机装配轴承
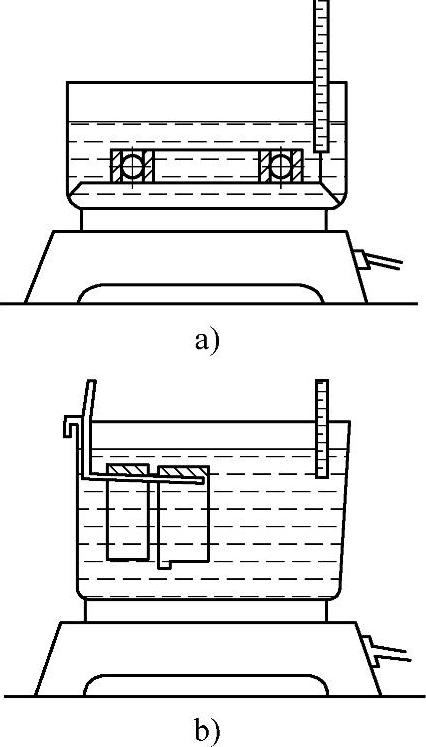
图4-13 轴承用油加热方法示意图
a)滚动轴承加热法 b)滑动轴承加热法
(4)滚动轴承的固定
滚动轴承装配后,还有一个轴向如何固定的问题。因为当轴承上的传动轴在工作时,会因为传动转矩的作用而有一定的热量升温,使传动轴产生微小的轴向胀量,这个轴向膨胀量会推动支撑它的轴承有一些轴向移动。如果在轴承固定时,不注意安排这个轴承移动量,没有留出轴承轴向移动空隙,工作时就会因为这个轴向移动力而使轴承工作负荷加重,加快轴承的磨损,缩短其工作寿命。所以,在轴承固定时,一定要留出轴承轴向移动量。
轴承的径向固定是由轴承外套与轴承座的配合选择来解决。
① 轴承一端采用双固定方式。轴承这种固定方法见图4-14。轴承右端用双向控制轴移动,左端轴承可随轴膨胀移动,不致因轴膨胀而卡死。
② 轴承两端采用单向固定方式。轴承的两端压盖,一端固定轴承,另一端轴承外套与端盖间留一点间隙在0.5~1mm之间,以便轴承移动,见图4-15。
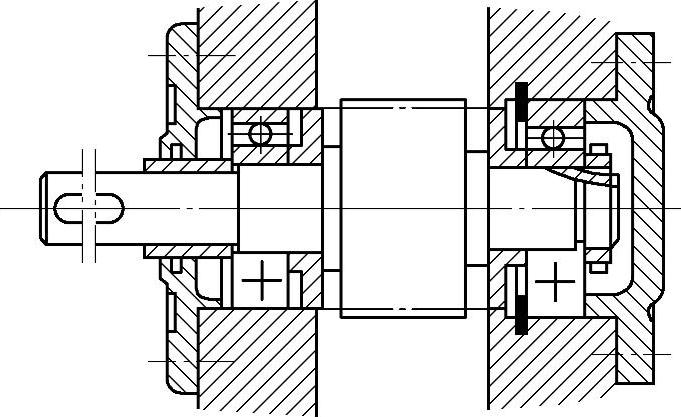
图4-14 轴承一端采用双固定方式装配
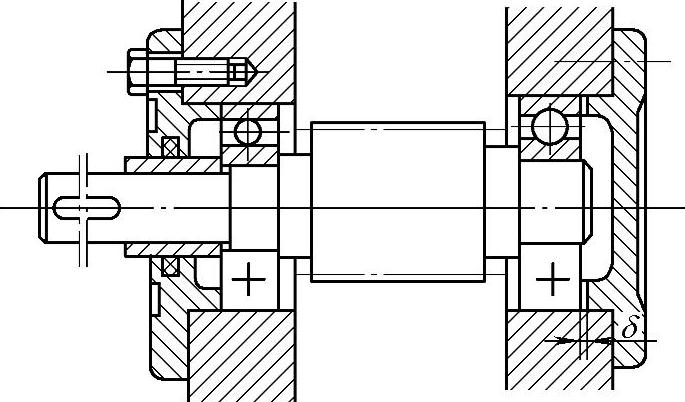
图4-15 轴承两端采用单向固定方式
不能用润滑油经常润滑的部位,在紧固轴承压盖前,轴承内要加入钙基润滑脂,加入量约占轴承室空间的1/2~1/3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。