



XS-ZY500型注射机的液压传动,系统中由电动机(型号:JO2-72-6,n=960r/min,P=22kW)驱动双联叶片泵,叶片泵的额定工作压力为6.5MPa,泵的输油量分别为200L/min和25L/min,两台泵可同时或分别单独向输油管路输送液压油。液压传动图见图2-61。
2.3.5.1 合模装置的液压传动工作程序
合模机构的工作运动是由单缸活塞推动模具的开闭。活塞与模具间有曲肘连杆机构,承担动力的传递和模具的锁紧工作。
(1)慢速合模 电磁铁D2、D5通电,大泵卸载。
小泵压力油经单向阀①→三位四通换向阀③→进入移模液压缸中活塞的左腔。同时,右腔内油经单向阀④→三位四通换向阀③→油冷却器→油箱。压力油推动活塞右移,使曲肘连杆伸展,合模开始。
(2)快速合模 电磁铁D1、D2、D5通电。
大小泵同时输送压力油,经(1)所述路线,进入合模液压缸活塞左腔,快速合模移动,连杆伸展,使曲肘连杆达到自锁位置。两半成型模具平面紧密贴合。
2.3.5.2 塑化注射系统机座前移的液压传动工作程序
电磁铁D2、D5、D9通电,大泵卸载。
小泵压力油经单向阀①→换向阀⑭→进入移动液压缸内活塞的右腔,活塞左腔油经控制阀→回油箱。使机座左移,喷嘴与模具衬套口紧密贴合。
2.3.5.3 注射工作的液压传动程序
(1)一级注射 电磁铁D1、D2、D3、D5、D9、D12通电。
大小泵压力油经单向阀②①→三位四通换向阀⑮→单向背压调节阀⑯→进入注射液压缸中活塞右腔,推动活塞左移,开始熔融料注射。注射压力由远程调压阀⑬调节。
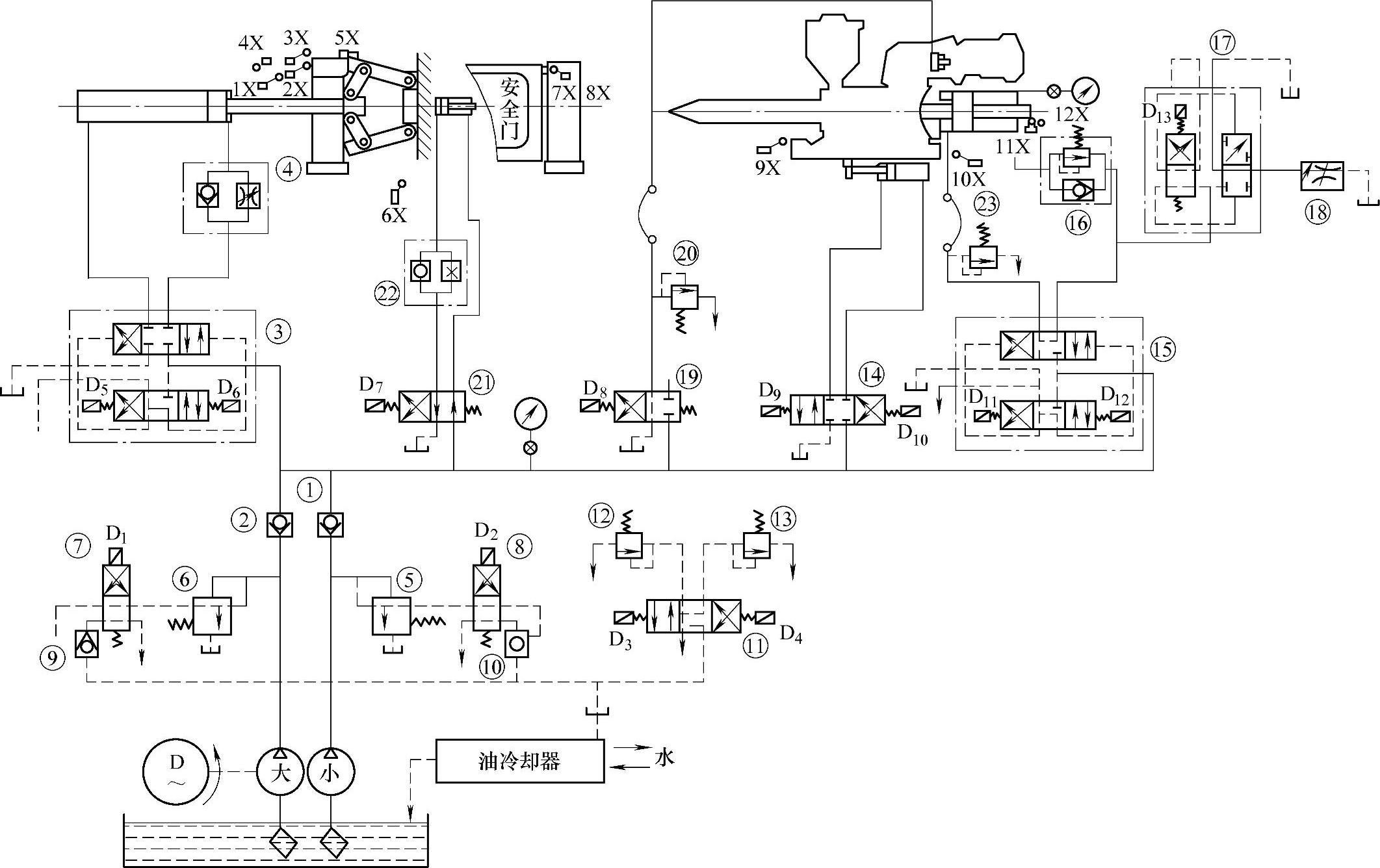
图2-61 XS-ZY500型注射机的液压传动路线示意图
(2)二级注射(快→慢)快速时:限位开关11X被压下时,电磁铁D1、D2、D3、D5、D9、D12通电。
大小泵同时供压力油,经单向阀②①→三位四通换向阀⑮→单向背压调节阀⑯→进入注射液压缸中活塞的右腔,推动活塞左移,快速注射。
慢速时:在注射过程中,限位开关11X升起。电磁铁D1、D2、D4、D5、D9、D12、D13通电。
大小泵压力油经单向阀②①→三位四通换向阀⑮→一部分经单向背压调节阀⑯→进入注射液压缸中活塞的右腔,推动活塞慢速注射。另一部分经二位四通换向阀⑰→节流阀⑱→回油箱。
快速注射时,注射压力由远程调压阀⑬调节。慢速注射时,注射压力由远程调压阀⑫调节。⑬阀压力值比⑫阀压力值大。
(3)二级注射(慢→快)在转动主令开关后,动作与上述相反进行。
2.3.5.4 保压工作的液压传动程序
电磁铁D2、D4、D5、D9、D12通电。
小泵压力油经单向阀①→三位四通换向阀⑮→单向背压调节阀⑯→进入注射液压缸中活塞的右腔,保压。保压油压力由远程调节阀⑫调节。一部分压力油进入注射液压缸,同时也有一部分经溢流阀回油箱。
2.3.5.5 塑化注射系统机座后退的液压传动程序
电磁铁D2、D10通电。(https://www.xing528.com)
小泵压力油经单向阀①→换向阀⑭→进入移动液压缸中活塞的左腔→活塞右移,推动机座后退。
2.3.5.6 预塑化中螺杆移动的液压传动工作程序
电磁铁D2、D8通电。
小泵压力油经单向阀①→二位四通换向阀⑲→进入液压离合器小液压缸,推动活塞,则液压离合器把电动机与齿轮减速箱连接,带动螺杆转动,预塑化制品用料。此时注射液压缸中活塞右腔油在熔融料的反压力作用下,经单向背压调节阀⑯→三位四通换向阀⑮→油冷却器→回油箱。
预塑时螺杆背压,由单向背压调节阀⑯调节。此时单向阀关闭。
通向离合器的油压力,由溢流阀⑳调节。
2.3.5.7 开模装置的液压传动工作程序
(1)快速开模 电磁铁D1、D2、D6通电。
大小泵压力油经单向阀②①→三位四通换向阀③→单向节流阀④→进入合模液压缸中活塞的右腔,活塞左腔油经三位四通换向阀③→油冷却器→回油箱。活塞快速左移。
这个快速左移活塞动作,合模并没有开,而是拉动曲肘连杆从自锁位置落下。
(2)慢速开模 在快速开模动作活塞左移时,3X脱开后,电磁铁D1断电。D2、D6通电。大泵卸载,实现慢速开模。
(3)快速开模 活塞左移,慢速开模中,限位开关6X脱开之后,电磁铁D1、D2、D6通电。
大小泵同时向开模油路输送压力油,实现快速开模。
(4)再慢速开模 在开模左移行程中,碰到限位开关4X时,电磁铁D1断电,大泵经溢流阀⑥卸载,只由小泵供开模液压缸压力油,开模速度变慢。
(5)开模运动停止 在慢开模行程中,碰到限位开关1X时,D2断电,则小泵压力油经溢流阀⑤→二位四通换向阀⑧→回油箱。开模液压缸停止移动。
2.3.5.8 制品顶出装置的液压传动工作程序
(1)顶杆右移顶出制件 在开模过程中,当碰到限位开关2X时,电磁铁D7通电。
压力油经二位四通换向阀㉑→单向节流阀㉒→进入顶出液压缸中活塞左腔,活塞顶杆右移顶出制件。活塞右腔油经二位四通换向阀→油冷却器→回油箱。
(2)顶杆左移后退 开模停止,电磁铁D7断电。
压力油经二位四通换向阀㉑→进入顶出液压缸中活塞的右腔,使活塞顶杆左移退回。顶出液压缸活塞左腔油经单向节流阀㉒→二位四通换向阀⒁2l→油冷却器→回油箱。
2.3.5.9 螺杆退回液压传动工作程序
电磁铁D2、D11通电。
小泵压力油经单向阀①→三位四通换向阀⑮→进入注射液压缸中活塞的左腔,推动活塞右移,使螺杆跟着右移后退。
此动作开始前,转换开关应在调整位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。