



【摘要】:注射机生产时需要控制工艺温度部位、主要有注射机的机筒、喷嘴、成型模具和油箱。对于上述部位的温度控制,分加热和冷却两个系统。成型模具注射生产时采用模具温度控制机,操作方便,温度控制稳定,生产初期只需设定温度,便可自动进行恒温控制。温度控制机工作时,由液压泵把恒温的导热油(或水)定流量输入到模具热交换通道内,把模具温度控制在工艺要求的温度范围内。模具温度调整控制得合理,也可减少制品内应力产生。
注射机生产时需要控制工艺温度部位、主要有注射机的机筒、喷嘴、成型模具和油箱。对于上述部位的温度控制,分加热和冷却两个系统。加热系统主要是采用导热油或电阻加热方式;冷却系统主要是采用循环水或风冷却,冷却部位主要是机筒、模具和油箱。采用风冷却用设备比较简单,但这种方式换热能力低,降温速度缓慢;采用循环水冷却方式,降温速度快,应用较多。
成型模具注射生产时采用模具温度控制机,操作方便,温度控制稳定,生产初期只需设定温度,便可自动进行恒温控制。温度控制机工作时,由液压泵把恒温的导热油(或水)定流量输入到模具热交换通道内,把模具温度控制在工艺要求的温度范围内。如果循环导热介质温度降低了,则用电阻加热升温;温度偏高了,则用冷却水降温。模具温度控制对注射成型制品质量(包括制品的内在质量和表观质量)影响非常大。模具温度高低控制,取决于制品用原料的性能、结构、制品尺寸及工艺等多方面条件。生产中正确的模具温度控制,可调整制品的降温冷却速度,使之冷却均匀一致,制品尺寸稳定、密度均匀、表面光泽、透明度好;避免制品产生缩孔、凹痕、折纹、暗斑和飞边等质量缺陷。模具温度调整控制得合理,也可减少制品内应力产生。这样,成型的制品不易出现应力开裂和扭曲变形等现象。
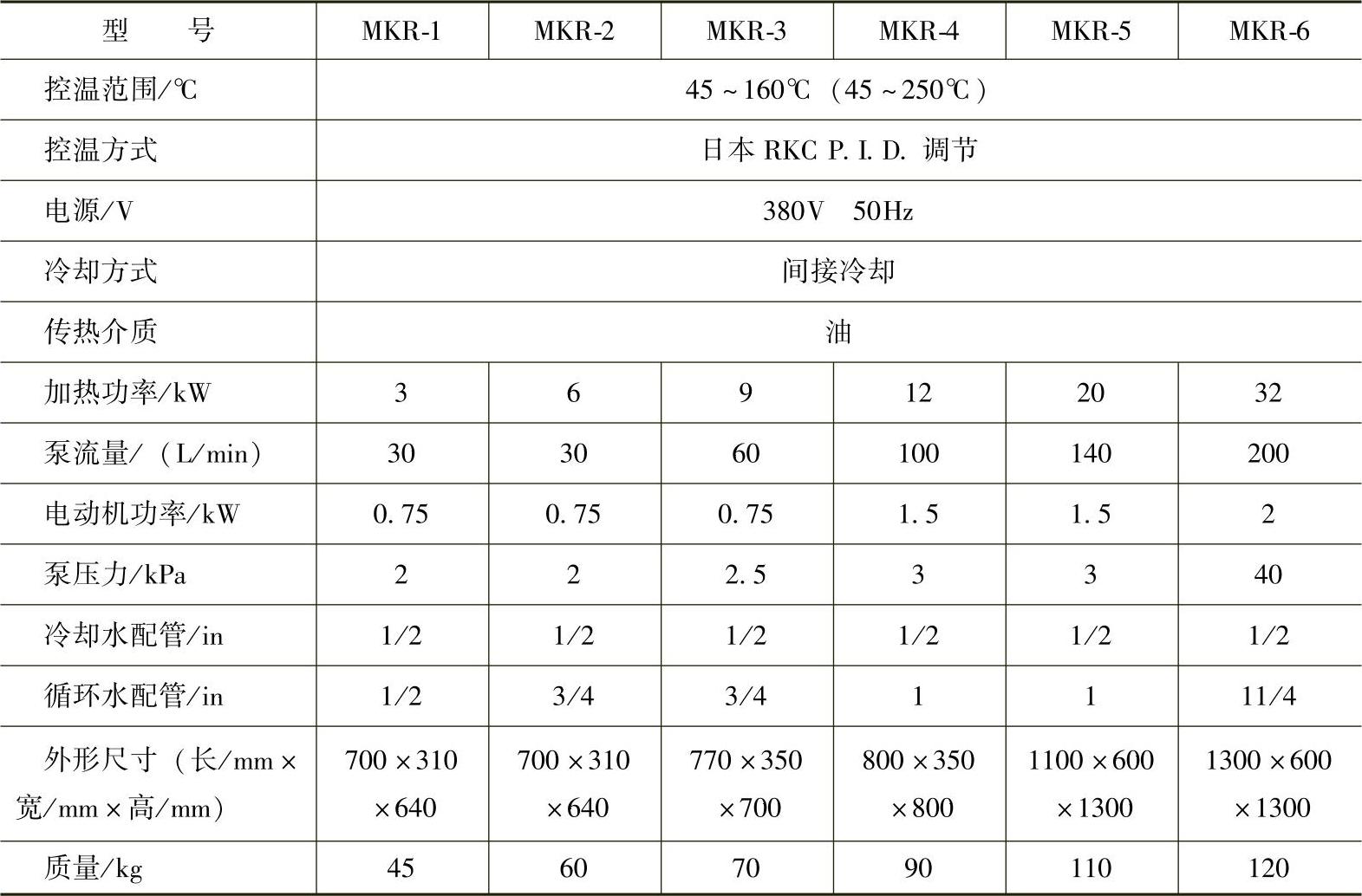
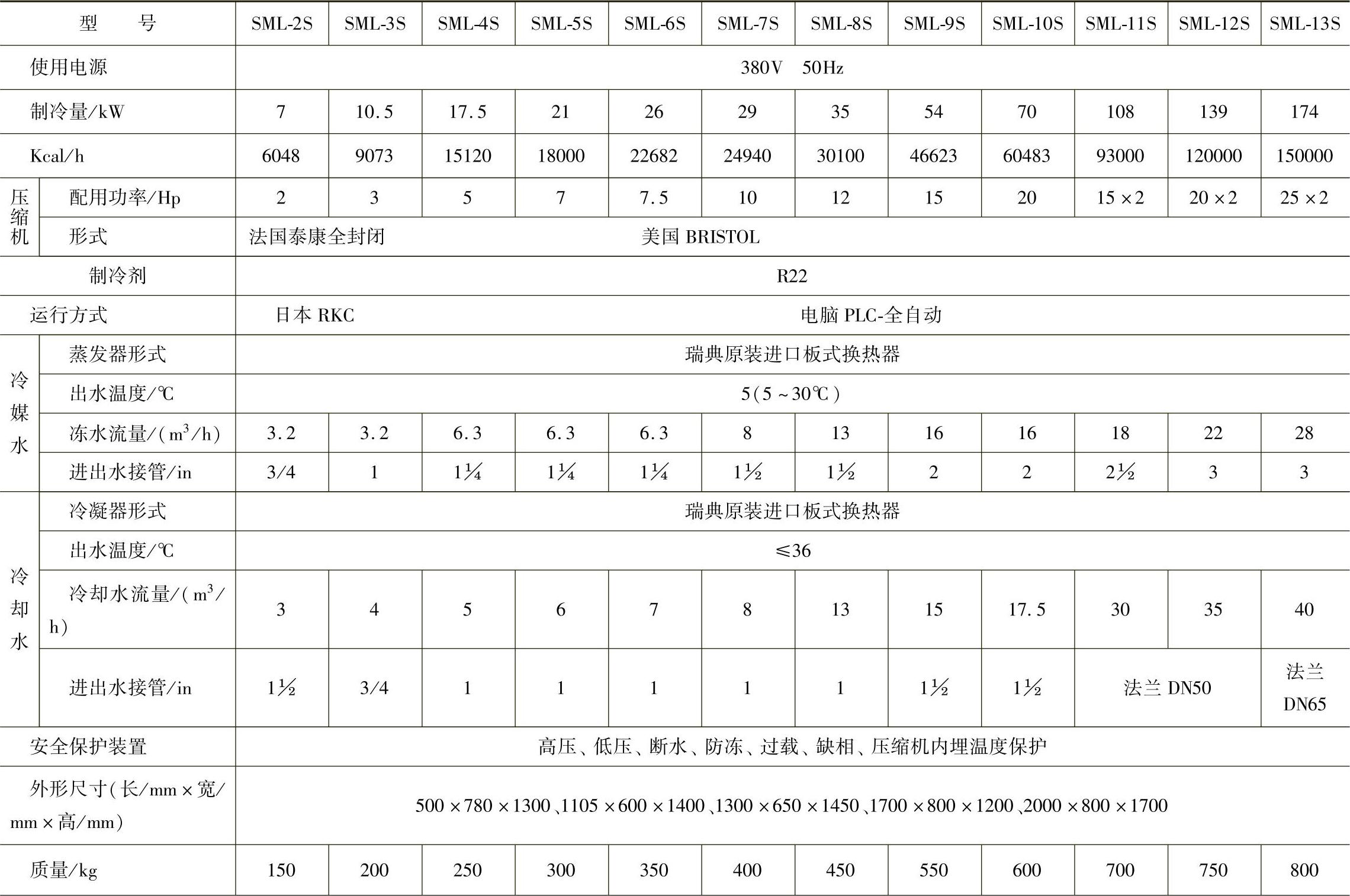
模具温度控制机性能参数见表1-41,冷水机性能参数见表1-42。
表1-41 张家港华明机械有限公司产模具温度控制器性能参数
 (https://www.xing528.com)
(https://www.xing528.com)
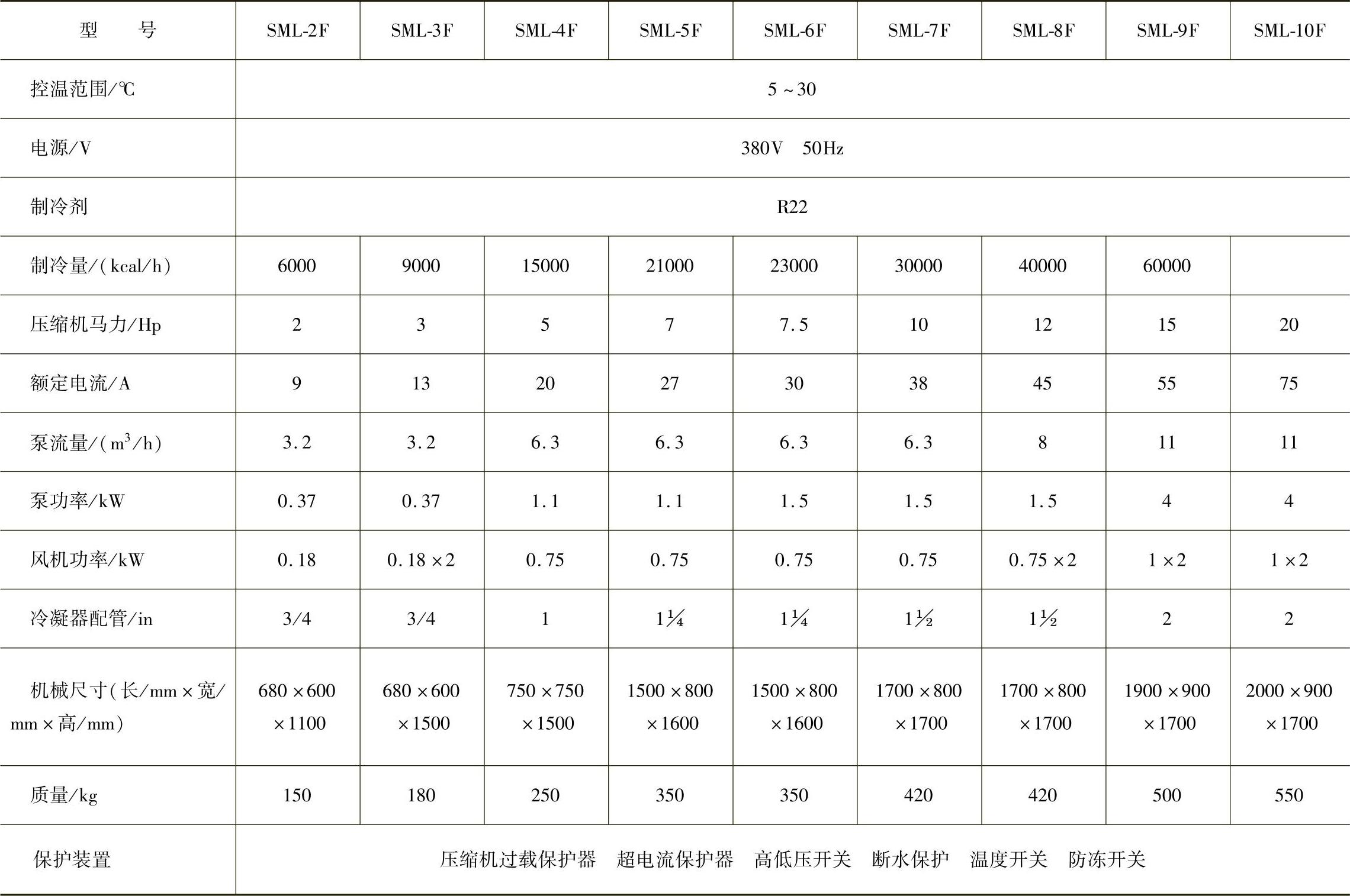
表1-42 张家港市二轻机械有限公司产冷水机性能参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。